Em resumo, a prensagem isostática a frio (CIP) é um processo de fabricação que utiliza um líquido de alta pressão à temperatura ambiente para compactar uniformemente pós em um objeto sólido. O pó é colocado em um molde flexível, que é então submerso no líquido dentro de uma câmara de pressão. Ao aplicar pressão intensa e igual de todas as direções, as partículas de pó são forçadas a se juntar em uma peça coesa e manuseável, conhecida como "corpo verde".
O propósito fundamental da prensagem isostática a frio é criar componentes sólidos com densidade excepcionalmente uniforme a partir de materiais em pó. É o método preferido para formar formas grandes ou complexas que não podem ser feitas de forma eficaz com técnicas tradicionais de prensagem direcional.

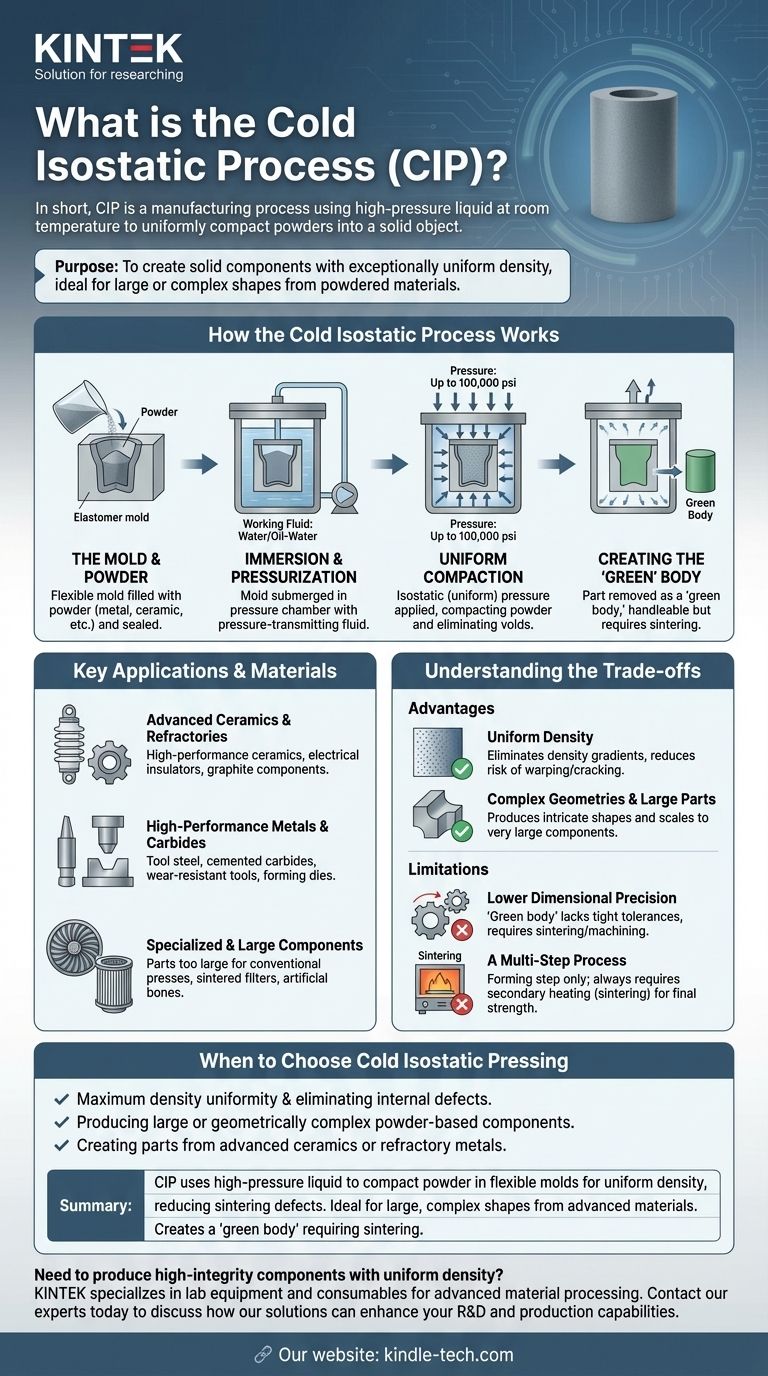
Como Funciona o Processo Isostático a Frio
O método CIP é uma aplicação direta, mas poderosa, da dinâmica dos fluidos e da ciência dos materiais. Ele transforma pó solto em uma forma sólida através de quatro etapas distintas.
Etapa 1: O Molde e o Pó
O processo começa preenchendo um molde flexível, geralmente de elastômero, com o pó desejado. Este pode ser um material metálico, cerâmico ou compósito. O molde é então selado para proteger o pó do líquido pressurizador.
Etapa 2: Imersão e Pressurização
O molde selado é colocado dentro de uma câmara de pressão robusta. Esta câmara é preenchida com um fluido de trabalho — frequentemente água com um inibidor de corrosão ou uma mistura de óleo e água — que atua como meio de transmissão de pressão.
Etapa 3: Compactação Uniforme
Uma bomba externa pressuriza o fluido dentro da câmara, com pressões que podem atingir até 100.000 psi. Como a pressão é exercida por um líquido, ela é aplicada igualmente em todas as superfícies do molde. Essa pressão isostática (uniforme) compacta as partículas de pó, eliminando vazios e aumentando a densidade.
Etapa 4: Criação do Corpo 'Verde'
Após um tempo determinado, a pressão é liberada e a peça é removida da câmara. O resultado é um componente sólido, referido como "corpo verde". Esta peça é sólida o suficiente para ser manuseada, mas ainda não atingiu sua resistência final; as partículas são mantidas juntas por intertravamento mecânico, e não por ligações metalúrgicas. Requer um processo de aquecimento subsequente, como a sinterização, para atingir suas propriedades finais.
Aplicações e Materiais Chave
O CIP é essencial para a produção de componentes onde a densidade uniforme é crítica para o desempenho. É usado em uma ampla gama de indústrias para materiais especializados.
Cerâmicas Avançadas e Refratários
Este processo é ideal para consolidar pós cerâmicos de alto desempenho, como nitreto de silício, carbeto de silício e carbeto de boro. Também é usado para produzir isoladores elétricos e componentes de grafite onde os defeitos internos devem ser minimizados.
Metais de Alto Desempenho e Carbonetos
O CIP é comumente usado para formar peças de aço ferramenta, carbonetos sinterizados e outros metais de alto ponto de fusão. Esses materiais frequentemente se tornam ferramentas resistentes ao desgaste, matrizes de conformação de metal ou outros componentes industriais que exigem alta integridade estrutural.
Componentes Especializados e Grandes
O método é exclusivamente adequado para peças que são grandes demais para caber em prensas uniáxiais convencionais. Também é usado para aplicações de nicho, como a criação de filtros sinterizados, ossos artificiais e outras formas complexas que se beneficiam da compactação uniforme.
Compreendendo as Compensações
Como qualquer processo de fabricação, a prensagem isostática a frio tem vantagens e limitações distintas que definem seus casos de uso ideais.
Vantagem: Densidade Uniforme
O principal benefício do CIP é sua capacidade de produzir peças com densidade altamente uniforme. A pressão isostática elimina os gradientes de densidade comuns na prensagem uniáxial (de cima para baixo), o que reduz drasticamente o risco de empenamento ou rachaduras durante a fase final de sinterização.
Vantagem: Geometrias Complexas e Peças Grandes
Como a pressão se adapta ao formato do molde flexível, o CIP pode produzir formas complexas e intrincadas. Ele também oferece excelente escalabilidade para a produção de componentes muito grandes que seriam impossíveis de fazer com ferramentas rígidas tradicionais.
Limitação: Menor Precisão Dimensional
O "corpo verde" após a prensagem de um processo CIP não possui tolerâncias dimensionais rigorosas. A flexibilidade do molde e a natureza da compactação do pó significam que a precisão final deve ser alcançada através da sinterização e de qualquer usinagem final necessária.
Limitação: Um Processo de Múltiplas Etapas
É fundamental lembrar que o CIP é uma etapa de conformação, não de acabamento. O corpo verde resultante sempre requer um processo térmico secundário (sinterização) para fundir as partículas e desenvolver as propriedades mecânicas e a resistência finais do material.
Quando Escolher a Prensagem Isostática a Frio
Sua decisão de usar o CIP deve ser impulsionada pelos requisitos finais das propriedades do material, tamanho e forma do seu componente.
- Se o seu foco principal é alcançar a máxima uniformidade de densidade e eliminar defeitos internos: O CIP é a escolha ideal, pois a pressão isostática evita os gradientes de densidade comuns em outros métodos.
- Se o seu foco principal é produzir componentes à base de pó grandes ou geometricamente complexos: O CIP oferece uma escalabilidade e flexibilidade de forma que a prensagem tradicional por matriz não consegue igualar.
- Se o seu foco principal é criar peças a partir de cerâmicas avançadas ou metais refratários: O CIP é um método padrão e confiável para garantir que esses materiais de alto desempenho sejam consolidados sem introduzir tensões ou falhas.
Em última análise, a prensagem isostática a frio é uma ferramenta crítica para criar componentes de alta integridade a partir de pós quando a uniformidade é primordial.
Tabela de Resumo:
| Aspecto | Descrição |
|---|---|
| Processo | Usa líquido de alta pressão à temperatura ambiente para compactar pó em um molde flexível. |
| Benefício Principal | Atinge densidade excepcionalmente uniforme, reduzindo empenamento/rachaduras na sinterização. |
| Ideal Para | Formas grandes e complexas de cerâmicas avançadas, metais refratários e carbonetos. |
| Resultado | Cria um "corpo verde" manuseável que requer sinterização para resistência final. |
Precisa produzir componentes de alta integridade com densidade uniforme?
A KINTEK é especializada em equipamentos de laboratório e consumíveis para processamento avançado de materiais, incluindo soluções para compactação e sinterização de pós. Nossa experiência pode ajudá-lo a alcançar as propriedades exatas do material e as geometrias complexas que seu laboratório exige.
Entre em contato com nossos especialistas hoje mesmo para discutir como nossas soluções podem aprimorar suas capacidades de P&D e produção.
Guia Visual
Produtos relacionados
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Moldes de Prensagem Isostática para Laboratório
As pessoas também perguntam
- De que forma a Prensagem Isostática a Frio (CIP) melhora o desempenho das baterias LiFePO4? Aumenta a Densidade e a Condutividade
- O que é o método de prensagem isostática para cerâmicas? Obtenha Densidade Uniforme para Peças Complexas
- Que papel desempenha a prensagem isostática a frio na formação de barras de alimentação para o crescimento de monocristais? Garanta Estabilidade.
- Quais são as vantagens de usar uma Prensa Isostática a Frio (CIP)? Atingir Alta Densidade em Pelotas Cerâmicas
- Como a Prensagem Isostática a Frio (CIP) beneficia os reatores de cerâmica SiC? Alcançar integridade impecável do material








