Em resumo, a Prensagem Isostática a Quente (HIP) eleva a Metalurgia do Pó (PM) criando componentes com densidade quase perfeita. Este processo elimina a porosidade inerente deixada pela PM convencional, resultando em propriedades mecânicas, integridade estrutural e desempenho geral vastamente superiores para aplicações exigentes.
A decisão entre PM convencional e HIP não é sobre qual é universalmente "melhor", mas sobre adequar o processo ao requisito de desempenho. A PM convencional é econômica para muitas aplicações, enquanto o HIP é um investimento necessário para peças onde a falha não é uma opção.

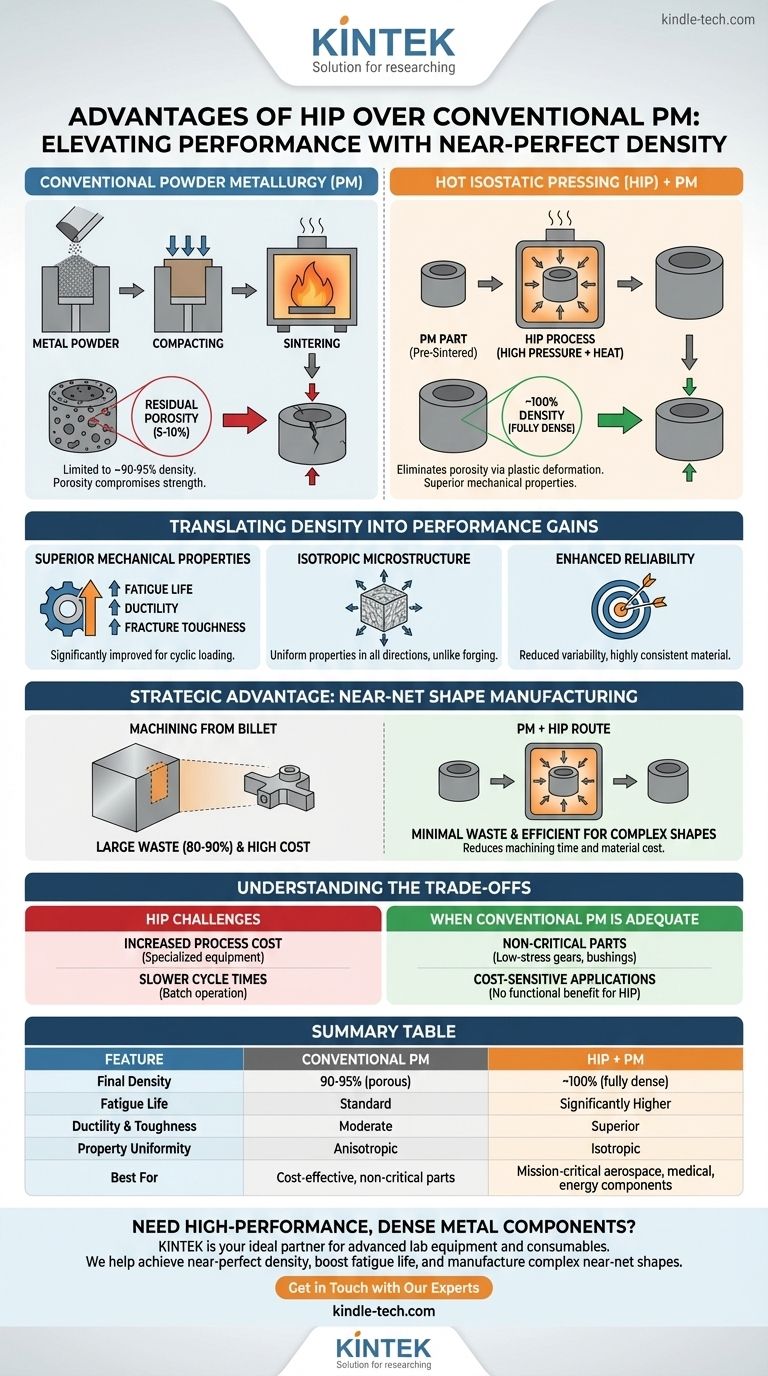
A Diferença Fundamental: Eliminando a Porosidade
A principal vantagem do HIP decorre de sua capacidade de resolver a principal fraqueza da metalurgia do pó convencional: a porosidade residual.
O Limite da PM Convencional
A Metalurgia do Pó (PM) convencional envolve a compactação de pó metálico em uma matriz e, em seguida, a sua sinterização. A sinterização aquece a peça para unir as partículas.
Mesmo após a sinterização, uma rede de pequenos e inevitáveis vazios, conhecidos como porosidade, permanece dentro do material. Essa porosidade, muitas vezes de 5-10% em volume, atua como um concentrador de tensões e compromete a resistência final da peça.
Como o HIP Atinge a Densidade Total
A Prensagem Isostática a Quente (HIP) é tipicamente usada como uma etapa secundária após a sinterização inicial. O processo submete o componente a uma pressão de gás inerte extremamente alta a uma temperatura elevada.
Essa combinação de calor e pressão isostática (uniforme em todas as direções) faz com que o material se deforme plasticamente em nível microscópico. Os vazios colapsam e se ligam metalurgicamente, resultando em uma peça totalmente densa com praticamente nenhuma porosidade interna.
Transformando a Densidade em Ganhos de Desempenho
Alcançar quase 100% de densidade não é apenas um benefício teórico; ele desbloqueia melhorias tangíveis e críticas no desempenho do material.
Propriedades Mecânicas Superiores
Ao eliminar os poros que iniciam as trincas, o HIP melhora drasticamente as principais propriedades do material. Isso inclui um aumento significativo na ductilidade, tenacidade à fratura e, o mais importante, na vida útil à fadiga. Para componentes sujeitos a carregamento cíclico, esta é a vantagem mais importante.
Microestrutura Isotrópica e Homogênea
Como a pressão é aplicada uniformemente em todas as direções, as propriedades do material resultantes são isotrópicas, ou seja, as mesmas em todas as direções. Esta é uma vantagem distinta sobre processos como a forjaria, que podem criar fluxo de grão direcional e propriedades anisotrópicas.
Confiabilidade e Consistência Aprimoradas
O processo HIP reduz a variabilidade entre as peças. Ao remover a natureza aleatória da porosidade, ele produz um material altamente consistente, garantindo que o ponto mais fraco de uma peça esteja muito mais próximo do ponto mais fraco da próxima. Isso aumenta a confiabilidade do componente e simplifica o projeto de engenharia.
A Vantagem Estratégica: Fabricação Quase-Líquida
Além das propriedades do material, a combinação de PM e HIP oferece vantagens significativas de fabricação sobre métodos tradicionais como forjaria ou usinagem a partir de tarugos.
Redução de Resíduos e Custos de Usinagem
O processo PM pode criar peças complexas muito próximas de suas dimensões finais, conhecido como formato quase-líquido (near-net shape). Usar o HIP para densificar essa forma é muito mais eficiente do que começar com um grande bloco de material caro (como titânio ou uma superliga) e usinar 80-90% dele.
Permitindo Geometrias Complexas
O HIP permite que os engenheiros projetem e fabriquem formas intrincadas com materiais de alto desempenho que seriam impossíveis ou proibitivamente caros de produzir usando outros métodos.
Compreendendo as Desvantagens
Embora poderoso, o HIP não é uma solução universal. Seus benefícios devem ser ponderados em relação a considerações práticas.
Aumento do Custo do Processo
O HIP requer equipamentos especializados e adiciona uma etapa significativa à cadeia de fabricação. Isso o torna mais caro do que a PM convencional para uma determinada peça. O custo deve ser justificado pelo requisito de desempenho.
Tempos de Ciclo Mais Lentos
O processo HIP em si é uma operação em lote que pode levar várias horas. Isso aumenta o tempo total de produção em comparação com o fluxo de trabalho mais simples de "prensar e sinterizar" da PM convencional.
Quando é um Exagero
Para muitas aplicações, as propriedades mecânicas oferecidas pela PM convencional são perfeitamente adequadas. Para engrenagens de baixa tensão, buchas ou componentes estruturais em ambientes não críticos, o custo adicional do HIP não oferece nenhum benefício funcional.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo apropriado requer uma compreensão clara do uso final e das restrições de projeto do seu componente.
- Se seu foco principal são peças sensíveis ao custo e não críticas: A PM convencional oferece um excelente equilíbrio de propriedades e economia.
- Se seu foco principal é o desempenho e a confiabilidade máximos: O HIP é o padrão exigido para aplicações aeroespaciais, médicas e de energia de missão crítica, onde a vida útil à fadiga e a integridade estrutural são primordiais.
- Se seu foco principal é criar peças complexas e de alta resistência, minimizando o desperdício de material: A rota PM + HIP é frequentemente a estratégia de fabricação mais econômica e capaz.
Ao compreender essa distinção, você pode selecionar o processo de metalurgia do pó que se alinha perfeitamente com as demandas de desempenho e o orçamento do seu componente.
Tabela Resumo:
| Característica | PM Convencional | HIP + PM |
|---|---|---|
| Densidade Final | 90-95% (porosa) | ~100% (totalmente densa) |
| Vida Útil à Fadiga | Padrão | Significativamente Maior |
| Ductilidade e Tenacidade | Moderada | Superior |
| Uniformidade da Propriedade | Anisotrópica | Isotrópica |
| Melhor Para | Peças econômicas e não críticas | Componentes aeroespaciais, médicos, de energia de missão crítica |
Precisa de Componentes Metálicos Densos e de Alto Desempenho?
Se o seu projeto exige as propriedades mecânicas superiores e a confiabilidade que só a Prensagem Isostática a Quente (HIP) pode oferecer, a KINTEK é o seu parceiro ideal. Somos especializados em equipamentos e consumíveis avançados de laboratório, atendendo às necessidades precisas de laboratórios e fabricantes que trabalham com materiais de alto desempenho.
Podemos ajudá-lo a:
- Alcançar densidade quase perfeita e eliminar as fraquezas da porosidade.
- Aumentar a vida útil à fadiga e a tenacidade à fratura para aplicações de missão crítica.
- Fabricar formas complexas e quase-líquidas de forma eficiente, reduzindo o desperdício de material e o custo.
Entre em contato conosco hoje para discutir como nossa expertise pode aprimorar o desempenho de seus componentes. Vamos encontrar a solução de metalurgia do pó certa para seus objetivos.
Entre em Contato com Nossos Especialistas
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Moldes de Prensagem Isostática para Laboratório
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Máquina de Prensagem Hidráulica Manual de Alta Temperatura com Placas Aquecidas para Laboratório
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
As pessoas também perguntam
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme para Peças Complexas
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?

















