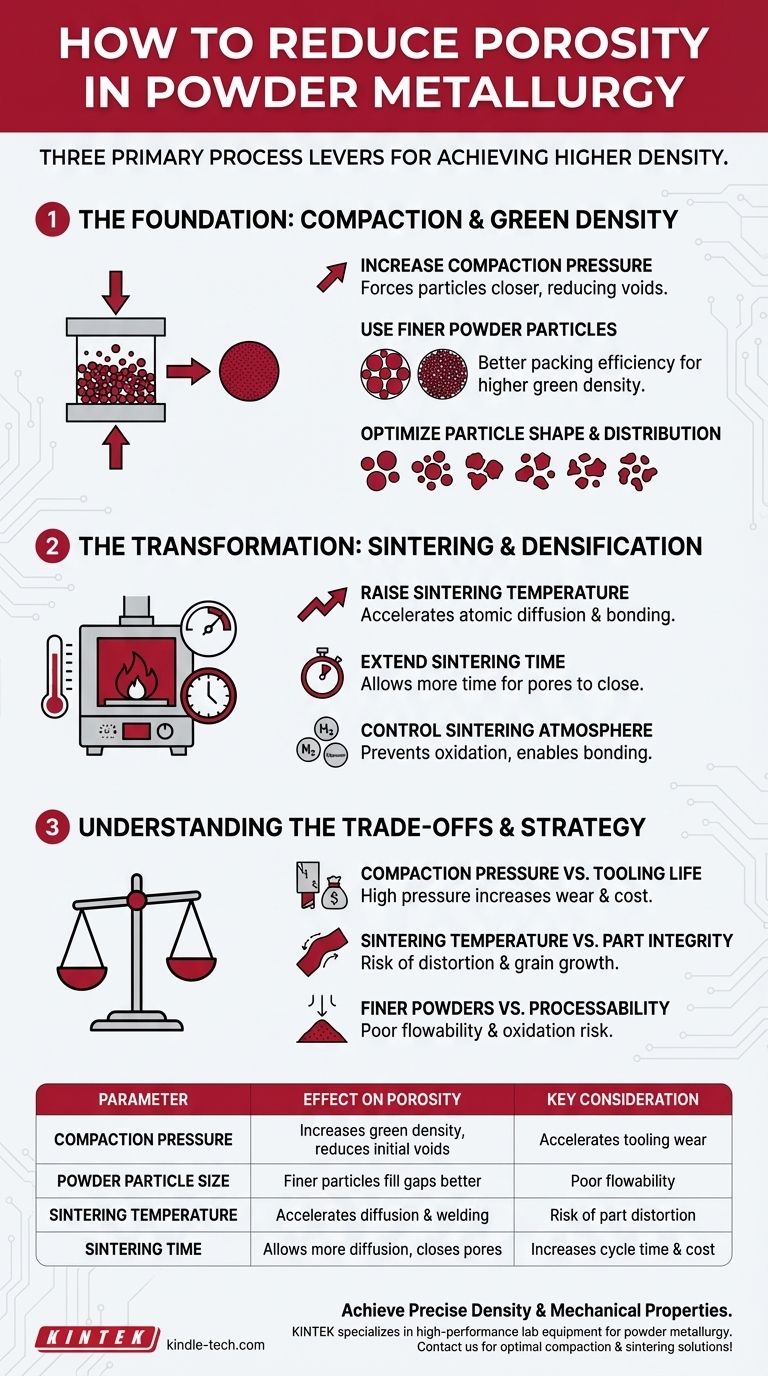
Para reduzir a porosidade na metalurgia do pó, você deve se concentrar em três alavancas principais do processo: aumentar a pressão de compactação, elevar a temperatura de sinterização enquanto estende o tempo de sinterização e usar partículas de pó mais finas. Esses ajustes trabalham em conjunto para minimizar o espaço vazio entre as partículas do pó, tanto antes quanto durante o processo de tratamento térmico, resultando em uma peça final mais densa.
A porosidade é uma característica inerente da metalurgia do pó, mas controlá-la é a chave para alcançar as propriedades mecânicas desejadas. O objetivo é maximizar o contato partícula a partícula e a difusão atômica, o que transforma um pó compactado frouxamente em um material denso e sólido.

A Fundação: Compactação e Densidade Verde
A primeira oportunidade para reduzir a porosidade ocorre durante a prensagem inicial do pó em um compactado "verde", antes que qualquer calor seja aplicado. A densidade neste estágio é conhecida como densidade verde.
O Papel da Pressão de Compactação
Aumentar a pressão aplicada durante a compactação força as partículas do pó a ficarem mais próximas. Essa força mecânica deforma as partículas, reduzindo os vazios intersticiais e criando uma estrutura mais densamente compactada desde o início.
A Influência do Tamanho da Partícula
Usar partículas de pó mais finas é uma estratégia crítica para reduzir a porosidade inicial. Partículas menores podem preencher mais eficazmente os espaços entre as maiores, levando a uma maior eficiência de empacotamento e a uma maior densidade verde, assim como a areia pode preencher os vazios entre grandes rochas em um pote.
Forma e Distribuição das Partículas
Embora partículas mais finas sejam fundamentais, sua forma e distribuição também são importantes. Uma mistura de diferentes tamanhos de partículas (uma distribuição ampla) geralmente se compacta de forma mais eficiente do que uma coleção de partículas de tamanho uniforme. Partículas de formato irregular podem se interligar melhor sob pressão, embora pós esféricos tendam a fluir mais facilmente para o molde.
A Transformação: Sinterização e Densificação
A sinterização é o processo térmico onde o compactado verde é aquecido abaixo do seu ponto de fusão. É aqui que ocorre a redução de porosidade e a ligação mais significativa.
O Efeito da Temperatura de Sinterização
Temperaturas de sinterização mais altas fornecem mais energia térmica, o que acelera drasticamente a difusão atômica. Os átomos se movem através das fronteiras das partículas adjacentes, efetivamente "soldando-as" juntas. Este processo preenche os poros e faz com que toda a peça encolha e se densifique.
A Importância do Tempo de Sinterização
A difusão é um processo dependente do tempo. Estender o tempo de sinterização permite que o mecanismo de transporte atômico tenha mais tempo para funcionar, fechando mais poros e aumentando ainda mais a densidade final da peça.
A Atmosfera de Sinterização
A atmosfera dentro do forno (por exemplo, hidrogênio, nitrogênio ou vácuo) é crucial. Uma atmosfera controlada evita a oxidação das superfícies do pó, o que de outra forma inibiria a ligação atômica necessária para a densificação.
Entendendo as Compensações (Trade-offs)
Embora esses métodos sejam eficazes, eles não estão isentos de limitações. Empurrar qualquer parâmetro único ao seu extremo pode introduzir novos problemas.
Pressão de Compactação vs. Vida Útil da Ferramenta
Pressões de compactação extremamente altas aumentam significativamente o estresse nos moldes e punções. Isso leva ao desgaste acelerado da ferramenta e a um maior risco de falha, aumentando os custos operacionais. Também pode introduzir tensões internas no compactado verde.
Temperatura de Sinterização vs. Integridade da Peça
Sinterizar muito próximo ao ponto de fusão do material pode causar distorção da peça, colapso ou crescimento de grão indesejável. Grãos grandes podem, na verdade, tornar o material final mais quebradiço, anulando os benefícios da maior densidade.
Pós Mais Finos vs. Processabilidade
Pós muito finos, embora bons para a densidade, podem apresentar baixa fluidez. Isso torna difícil alcançar um preenchimento uniforme e consistente da cavidade do molde, o que pode levar a variações de densidade e defeitos na peça final. Eles também são mais suscetíveis à oxidação devido à sua alta área de superfície.
Fazendo a Escolha Certa para o Seu Objetivo
Sua estratégia para reduzir a porosidade deve ser guiada pelos requisitos de desempenho específicos e restrições econômicas do seu projeto.
- Se o seu foco principal for densidade e resistência máximas: Combine altas pressões de compactação com um ciclo de sinterização de alta temperatura e longa duração, e considere operações secundárias como Prensagem Isostática a Quente (HIP).
- Se o seu foco principal for custo-benefício para peças padrão: Use pressões de compactação moderadas e perfis de sinterização otimizados com pós de grau padrão para equilibrar o desempenho com a vida útil da ferramenta e os custos de energia.
- Se o seu foco principal for alta precisão dimensional: Evite temperaturas de sinterização excessivamente altas que possam levar à distorção e controle cuidadosamente o processo de preenchimento do pó para garantir um encolhimento uniforme.
Ao equilibrar estrategicamente esses parâmetros de processo, você pode projetar o nível preciso de densidade necessário para o sucesso da sua aplicação.
Tabela Resumo:
| Parâmetro | Efeito na Porosidade | Consideração Chave |
|---|---|---|
| Pressão de Compactação | Aumenta a densidade verde, reduz vazios iniciais | Alta pressão acelera o desgaste da ferramenta |
| Tamanho da Partícula do Pó | Partículas mais finas preenchem melhor os espaços, melhorando o empacotamento | Pós muito finos têm baixa fluidez |
| Temperatura de Sinterização | Temperaturas mais altas aceleram a difusão atômica, soldando partículas | Risco de distorção da peça ou crescimento de grão |
| Tempo de Sinterização | Tempos mais longos permitem mais difusão, fechando poros | Aumenta o tempo do ciclo de processo e o custo |
Alcance a densidade precisa e as propriedades mecânicas que sua aplicação exige.
As estratégias delineadas são um ponto de partida, mas implementá-las com sucesso requer conhecimento especializado e equipamentos confiáveis. A KINTEK é especializada em equipamentos de laboratório de alto desempenho e consumíveis para metalurgia do pó, servindo laboratórios e departamentos de P&D com as ferramentas necessárias para a otimização dos processos de compactação e sinterização.
Deixe que nossos especialistas ajudem você a selecionar o equipamento certo e a otimizar seus parâmetros para minimizar a porosidade e maximizar a resistência da peça. Entre em contato com nossa equipe hoje mesmo para uma consulta personalizada!
Guia Visual
Produtos relacionados
- Molde de Prensagem de Pastilhas de Pó de Laboratório com Anel de Plástico XRF & KBR para FTIR
- Molde de Prensagem de Pastilhas de Pó para Anel de Aço XRF & KBR para FTIR
- Barco de Molibdênio Tântalo Dobrável com ou sem Tampa
- Molde de Prensagem Bidirecional Redondo para Laboratório
- Molde de Prensagem de Anel para Aplicações Laboratoriais
As pessoas também perguntam
- Como uma prensa de pastilhas de pó de laboratório facilita a preparação de corpos verdes cerâmicos de Al2O3/ZrO2 em gradiente multicamadas? Técnicas de Ligação de Precisão
- Qual é o propósito de usar brometo de potássio KBr na medição de FTIR? Obtenha Análise Clara e Precisa de Amostras Sólidas
- O que é o método de pastilha de pó prensado? Um Guia para Preparação Precisa de Amostras de FTIR
- Por que uma prensa de pastilhas de laboratório é usada antes da pirólise? Otimize a Transferência de Calor e a Consistência na Síntese de Carbono Poroso
- Como o controle de pressão de uma prensadora de pastilhas de pó afeta a qualidade dos corpos verdes de FSCC? Otimize a Ligação