Em resumo, a alta frequência é usada para aquecimento por indução porque permite um controle preciso sobre onde o calor é gerado. Uma frequência mais alta concentra o efeito de aquecimento na superfície de uma peça metálica, tornando-a ideal para aplicações como endurecimento superficial, brasagem ou aquecimento rápido e eficiente de pequenos componentes.
O princípio fundamental a ser compreendido é que a frequência atua como o controle primário para a profundidade de aquecimento. Frequências mais altas criam calor raso e preciso perto da superfície, enquanto frequências mais baixas penetram mais profundamente na peça de trabalho.

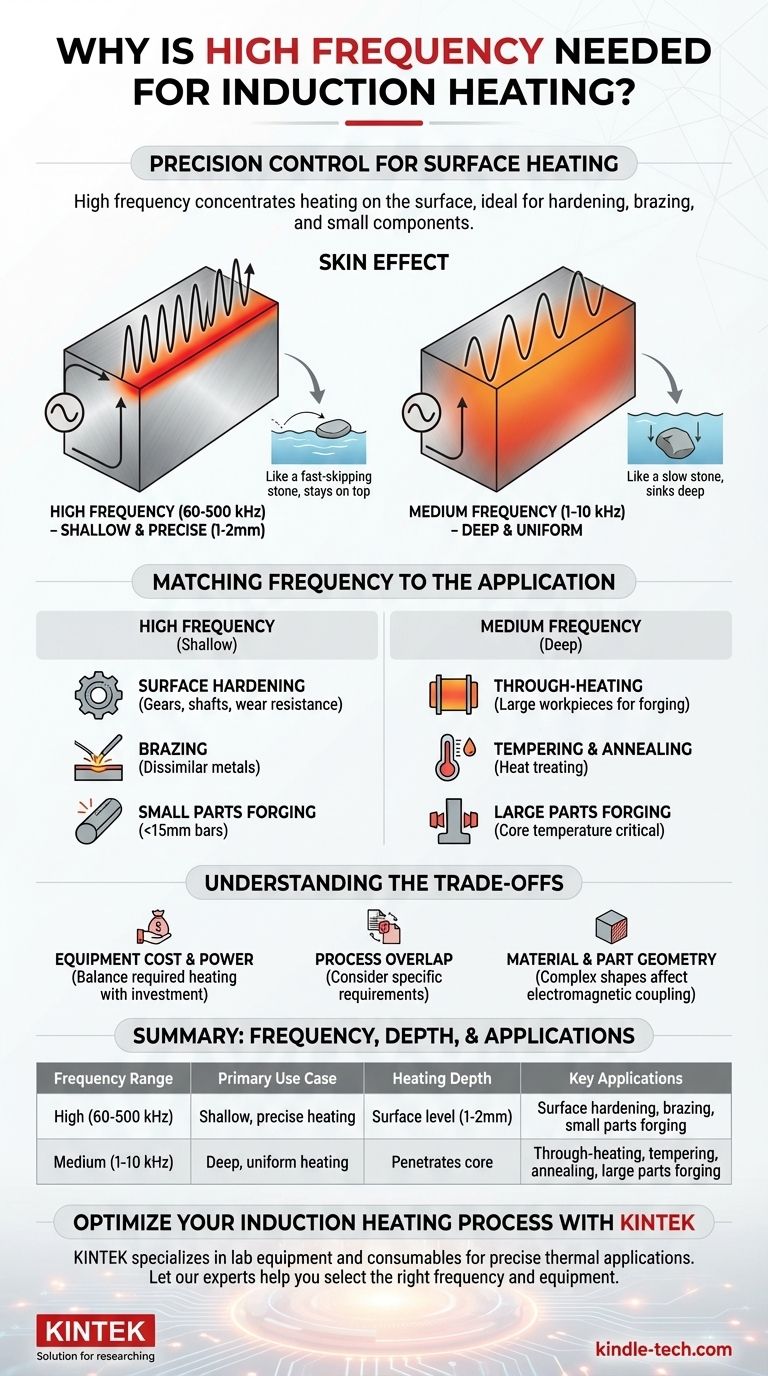
O Princípio Fundamental: O "Efeito Pelicular"
A relação entre frequência e profundidade de aquecimento é governada por um princípio físico conhecido como "efeito pelicular" (skin effect). Compreender este conceito é fundamental para dominar o aquecimento por indução.
O que é o Efeito Pelicular?
Quando uma corrente alternada (CA) flui através de um condutor, ela tende a se distribuir de forma desigual. Mais corrente flui perto da superfície externa, ou "pele", do condutor.
Este efeito torna-se mais pronunciado à medida que a frequência da corrente aumenta.
Como a Frequência Controla a Profundidade de Aquecimento
Uma corrente de alta frequência permanece firmemente confinada à superfície, gerando calor intenso em uma camada muito fina. Pense nisso como uma pedra que salta rapidamente e interage apenas com a parte superior da água.
Uma corrente de baixa ou média frequência penetra muito mais profundamente no material antes de gerar calor. Isso é como uma pedra que se move lentamente e afunda profundamente abaixo da superfície.
O Resultado: Calor Preciso e Superficial
Ao usar altas frequências, os engenheiros podem aquecer apenas a superfície de um dente de engrenagem para endurecê-lo, deixando o núcleo resistente e dúctil. Essa precisão é impossível de alcançar com frequências mais baixas, que aqueceriam a engrenagem inteira.
Correspondência da Frequência com a Aplicação
A escolha entre alta e média frequência é ditada inteiramente pelo tamanho da peça e pelo resultado desejado do processo de aquecimento.
Alta Frequência (Tipicamente 60 kHz - 500 kHz)
A indução de alta frequência é a ferramenta de escolha para tarefas de aquecimento rasas e precisas.
Suas principais aplicações incluem endurecimento superficial (têmpera) onde apenas uma fina camada de 1-2mm precisa ser aquecida, brasagem de metais diferentes e a rápida forjamento a quente de peças muito pequenas, como barras com menos de 15mm de diâmetro.
Média Frequência (Tipicamente 1 kHz - 10 kHz)
A indução de média frequência é usada quando o calor precisa penetrar profundamente em uma peça ou aquecer uma grande massa uniformemente.
Isso a torna ideal para aquecimento por toda a peça de grandes peças de trabalho para forjamento, têmpera, recozimento e qualquer processo onde a temperatura do núcleo da peça é tão importante quanto a temperatura da superfície.
Compreendendo as Trocas
A seleção da frequência certa não é apenas uma decisão técnica; também envolve considerações práticas e econômicas.
Custo do Equipamento e Potência
Geralmente, o equipamento necessário para gerar diferentes frequências vem com diferentes custos e capacidades de potência. A decisão deve equilibrar o efeito de aquecimento necessário com o investimento de capital.
Sobreposição de Processos
Para algumas peças de trabalho, as linhas podem se confundir. Uma máquina de média frequência de maior potência pode alcançar um efeito de aquecimento semelhante ao de uma máquina de alta frequência de menor potência, portanto, os requisitos específicos do processo devem ser cuidadosamente considerados.
Material e Geometria da Peça
O material da peça de trabalho e sua forma específica também influenciam como o campo eletromagnético se acopla a ela. O que funciona para uma simples barra de aço pode precisar ser ajustado para uma engrenagem complexa com dentes finos.
Fazendo a Escolha Certa para o Seu Objetivo
A frequência ideal é aquela que melhor atende ao objetivo de engenharia para uma peça e processo específicos.
- Se o seu foco principal é o endurecimento superficial, brasagem ou aquecimento de peças pequenas: A indução de alta frequência oferece a precisão e velocidade necessárias.
- Se o seu foco principal é o aquecimento por toda a peça, têmpera ou forjamento de peças grandes: A indução de média frequência garante que o calor penetre profunda e uniformemente.
- Se o seu foco principal é atingir uma profundidade de dureza específica em uma peça complexa: Você deve equilibrar frequência, potência e tempo de aquecimento para atingir o alvo preciso.
Em última análise, selecionar a frequência correta é o fator mais crítico para alcançar resultados de aquecimento por indução eficientes, repetíveis e bem-sucedidos.
Tabela Resumo:
| Faixa de Frequência | Principal Caso de Uso | Profundidade de Aquecimento | Principais Aplicações |
|---|---|---|---|
| Alta (60-500 kHz) | Aquecimento raso e preciso | Nível da superfície (1-2mm) | Endurecimento superficial, brasagem, forjamento de peças pequenas |
| Média (1-10 kHz) | Aquecimento profundo e uniforme | Penetra no núcleo | Aquecimento por toda a peça, têmpera, recozimento, forjamento de peças grandes |
Pronto para otimizar seu processo de aquecimento por indução? A KINTEK é especializada em equipamentos e consumíveis de laboratório, fornecendo soluções sob medida para aplicações térmicas precisas como endurecimento superficial e brasagem. Deixe nossos especialistas ajudá-lo a selecionar a frequência e o equipamento certos para suas necessidades específicas. Entre em contato conosco hoje para aumentar a eficiência do seu laboratório e alcançar resultados repetíveis e de alta qualidade!
Guia Visual
Produtos relacionados
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
- Prensa de Placa Plana Quantitativa com Aquecimento Infravermelho
- Circulador de Aquecimento de Temperatura Constante de Alta Temperatura Banho de Água Resfriador Circulador para Banho de Reação
- Forno de Indução a Vácuo em Escala Laboratorial
- Forno de Tubo de Quartzo para Processamento Térmico Rápido (RTP) de Laboratório
As pessoas também perguntam
- Quais vantagens um forno de prensagem a quente a vácuo oferece para eletrólitos cerâmicos LSLBO? Alcançar 94% de Densidade Relativa
- Qual o papel de um forno de prensagem a quente a vácuo por indução na sinterização? Obtenção de 98% de Densidade em Blocos de Carboneto
- Qual papel um forno de Prensa a Quente a Vácuo (VHP) desempenha na densificação de compósitos de aço inoxidável 316 austenítico?
- Qual é o propósito do tratamento térmico de refusão em uma prensa a quente a vácuo para UHMWPE? Garantir a Estabilidade Oxidativa
- Qual o papel da pressão mecânica na colagem por difusão a vácuo de tungstênio e cobre? Chaves para uma Colagem Sólida











