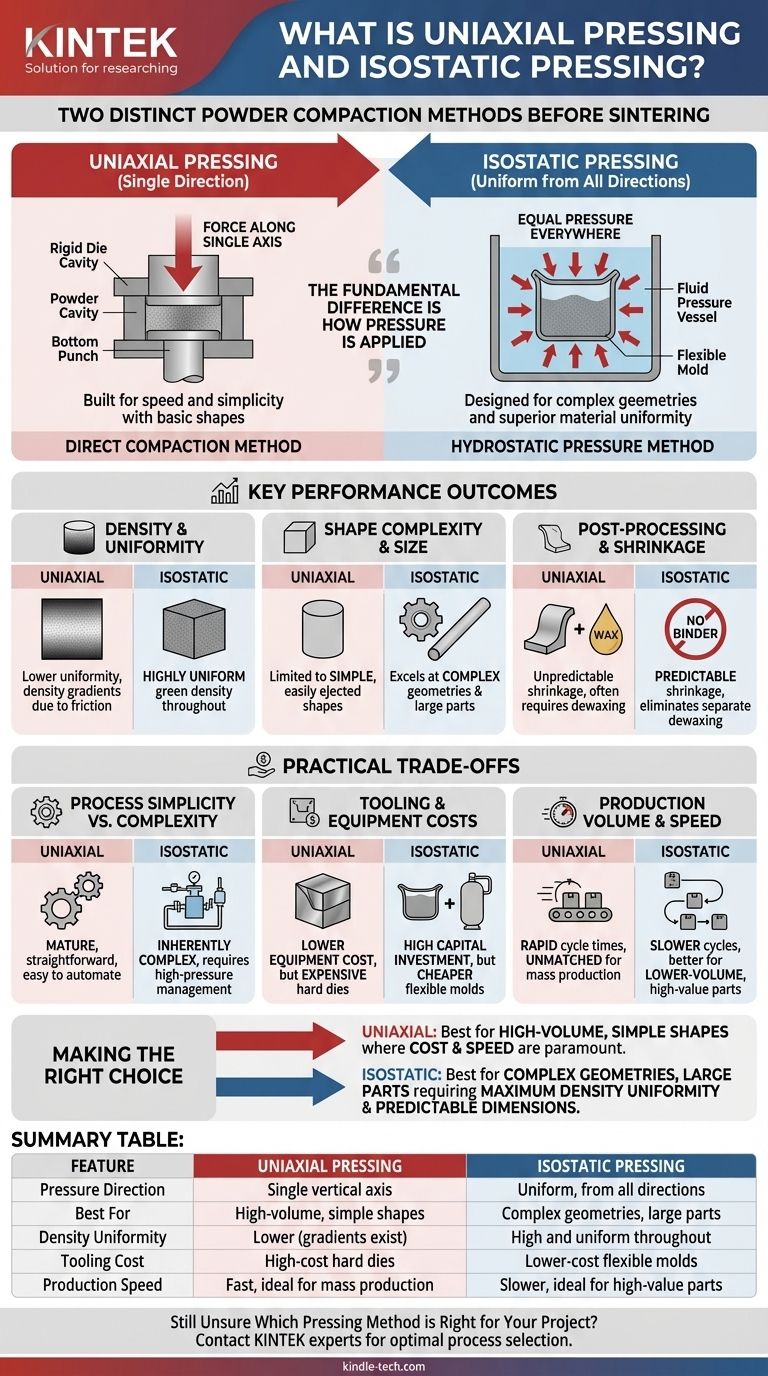
Em sua essência, a prensagem uniaxial e a prensagem isostática são dois métodos distintos para compactar pó em uma forma sólida antes da sinterização final. A prensagem uniaxial aplica força ao longo de um único eixo vertical, muito parecido com um pistão em um cilindro. Em contraste, a prensagem isostática aplica pressão igual de todas as direções simultaneamente, usando um fluido como meio de transmissão de pressão.
A escolha fundamental entre esses métodos não é sobre qual é superior no geral, mas qual é o correto para o seu objetivo específico. A prensagem uniaxial é feita para velocidade e simplicidade com formas básicas, enquanto a prensagem isostática é projetada para geometrias complexas e uniformidade superior do material.

A Diferença Fundamental: Como a Pressão é Aplicada
A forma como a força é transmitida ao pó dita as propriedades finais da peça compactada. Este é o conceito mais crítico a ser compreendido ao comparar esses dois processos.
Prensagem Uniaxial: Força em uma Única Direção
A prensagem uniaxial é um método de compactação direta. O pó é colocado em uma cavidade de matriz rígida, e um ou mais punções comprimem o pó ao longo de um único eixo.
Essa simplicidade mecânica a torna um processo rápido, repetível e econômico para fabricação de alto volume.
Prensagem Isostática: Pressão Uniforme de Todas as Direções
A prensagem isostática coloca o pó em um molde flexível e selado, que é então submerso em um fluido dentro de um vaso de pressão. À medida que o fluido é pressurizado, ele exerce força uniforme e igual em todas as superfícies do molde.
Essa abordagem, conhecida como pressão hidrostática, elimina muitas das limitações inerentes à compactação de eixo único.
Comparando os Principais Resultados de Desempenho
A diferença na aplicação da pressão leva a variações significativas na densidade, capacidade de forma e qualidade final da peça "verde" (não sinterizada).
Densidade e Uniformidade
Com a prensagem uniaxial, o atrito entre o pó e as paredes da matriz causa gradientes de densidade. A peça será mais densa perto dos punções e menos densa no meio, um problema que piora com peças mais altas.
A prensagem isostática supera isso completamente. Ao aplicar pressão uniformemente de todas as direções, ela produz uma densidade verde altamente uniforme em toda a peça, independentemente de seu tamanho ou razão de aspecto.
Complexidade e Tamanho da Forma
A prensagem uniaxial é limitada a formas que podem ser facilmente ejetadas de uma matriz rígida, restringindo seu uso para geometrias complexas ou peças com rebaixos.
A prensagem isostática se destaca aqui. Como a ferramenta é flexível, ela pode produzir formas altamente complexas e intrincadas, bem como componentes muito grandes ou hastes longas e finas que são impossíveis com métodos convencionais.
Pós-processamento e Retração
A densidade uniforme da prensagem isostática resulta em uma retração mais previsível e uniforme durante a fase final de sinterização, reduzindo o risco de empenamento ou distorção.
Além disso, a prensagem isostática muitas vezes não requer os ligantes de cera comuns na prensagem uniaxial, o que elimina a necessidade de uma operação de desparafinação separada, simplificando o fluxo de trabalho geral.
Compreendendo as Trocas Práticas
A escolha de um processo envolve equilibrar os requisitos de desempenho com os custos operacionais e a complexidade.
Simplicidade vs. Complexidade do Processo
A prensagem uniaxial é um processo mecânico maduro e direto, relativamente fácil de automatizar e operar em altas velocidades.
A prensagem isostática é inerentemente mais complexa, exigindo o gerenciamento de sistemas de fluido de alta pressão e ciclos de carga e descarga mais envolvidos.
Custos de Ferramental e Equipamento
Este é um ponto de confusão frequente. A prensagem uniaxial requer um investimento inicial menor para a própria prensa, mas as matrizes de aço duro para cada projeto de peça são frequentemente caras para usinar e manter.
A prensagem isostática exige um investimento de capital muito alto para o vaso de alta pressão. No entanto, os moldes flexíveis para projetos de peças individuais são tipicamente muito mais baratos e rápidos de produzir do que ferramentas rígidas, oferecendo maior flexibilidade para prototipagem ou linhas de produtos diversas.
Volume de Produção e Velocidade
Para produção em massa de peças simples e padronizadas, os tempos de ciclo rápidos da prensagem uniaxial são inigualáveis.
Os ciclos de prensagem isostática são geralmente mais lentos devido ao tempo necessário para pressurizar e despressurizar o sistema, tornando-o mais adequado para componentes de menor volume e maior valor.
Fazendo a Escolha Certa para Sua Aplicação
Sua decisão final deve ser guiada pela geometria de sua peça e pelas propriedades do material exigidas.
- Se seu foco principal é a produção de alto volume de formas simples (como discos, buchas ou comprimidos) onde custo e velocidade são primordiais: A prensagem uniaxial é a escolha clara e lógica.
- Se seu foco principal é criar geometrias complexas, peças grandes ou componentes que exigem máxima uniformidade de densidade e dimensões finais previsíveis: A prensagem isostática oferece capacidades que são simplesmente inatingíveis com métodos uniaxiais.
Em última análise, entender como a pressão molda seu material é a chave para alinhar seu processo de fabricação com seus objetivos de engenharia.
Tabela Resumo:
| Característica | Prensagem Uniaxial | Prensagem Isostática |
|---|---|---|
| Direção da Pressão | Eixo vertical único | Uniforme, de todas as direções |
| Melhor Para | Alto volume, formas simples | Geometrias complexas, peças grandes |
| Uniformidade da Densidade | Menor (existem gradientes) | Alta e uniforme em toda a peça |
| Custo do Ferramental | Matrizes rígidas de alto custo | Moldes flexíveis de menor custo |
| Velocidade de Produção | Rápida, ideal para produção em massa | Mais lenta, ideal para peças de alto valor |
Ainda Não Tem Certeza de Qual Método de Prensagem é o Certo para o Seu Projeto?
Na KINTEK, somos especializados em equipamentos e consumíveis de laboratório, ajudando você a navegar pelas complexidades da compactação de pó. Nossos especialistas podem ajudá-lo a determinar o processo ideal — seja prensagem uniaxial de alta velocidade ou prensagem isostática de alta uniformidade — para atingir seus objetivos materiais e geométricos.
Vamos discutir sua aplicação específica e encontrar a solução perfeita para as necessidades do seu laboratório.
Entre em contato com nossa equipe hoje para uma consulta personalizada!
Guia Visual
Produtos relacionados
- Prensa Hidráulica Aquecida com Placas Aquecidas para Prensa a Quente de Laboratório com Caixa de Vácuo
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Máquina de Prensagem Hidráulica Manual de Alta Temperatura com Placas Aquecidas para Laboratório
- Prensa Hidráulica Aquecida com Placas de Aquecimento Manuais Integradas para Uso em Laboratório
- Prensa Hidráulica Aquecida 24T 30T 60T com Placas Aquecidas para Prensa a Quente de Laboratório
As pessoas também perguntam
- Por que a função de aquecimento de uma prensa hidráulica de laboratório é essencial para a montagem do MEA em DEFC? Otimize a Ligação Celular
- Para que serve uma prensa hidráulica aquecida? Ferramenta essencial para cura, moldagem e laminação
- Como uma prensa hidráulica aquecida é usada para baterias de Li-LLZO? Otimize a Ligação Interfacial com Pressão Térmica
- Para que são usadas as prensas hidráulicas aquecidas? Moldagem de Compósitos, Vulcanização de Borracha e Mais
- Quais condições técnicas uma prensa hidráulica aquecida oferece para baterias PEO? Otimizar interfaces de estado sólido



















