No mundo da fabricação de alto desempenho, a Prensagem Isostática a Quente, ou HIP, é um processo pós-fundição crítico que utiliza uma combinação de alta temperatura e pressão imensa e uniforme para eliminar defeitos internos. Ao submeter um componente fundido a essas condições em um ambiente de gás inerte, o processo "cura" eficazmente vazios microscópicos e porosidade dentro do metal, forçando o material a se fundir em nível atômico.
O principal desafio com as fundições de metal é o potencial de porosidade interna oculta, que pode comprometer a integridade estrutural. A Prensagem Isostática a Quente resolve isso diretamente, transformando uma fundição padrão em um componente totalmente denso e de alto desempenho, com resistência e confiabilidade significativamente aprimoradas.

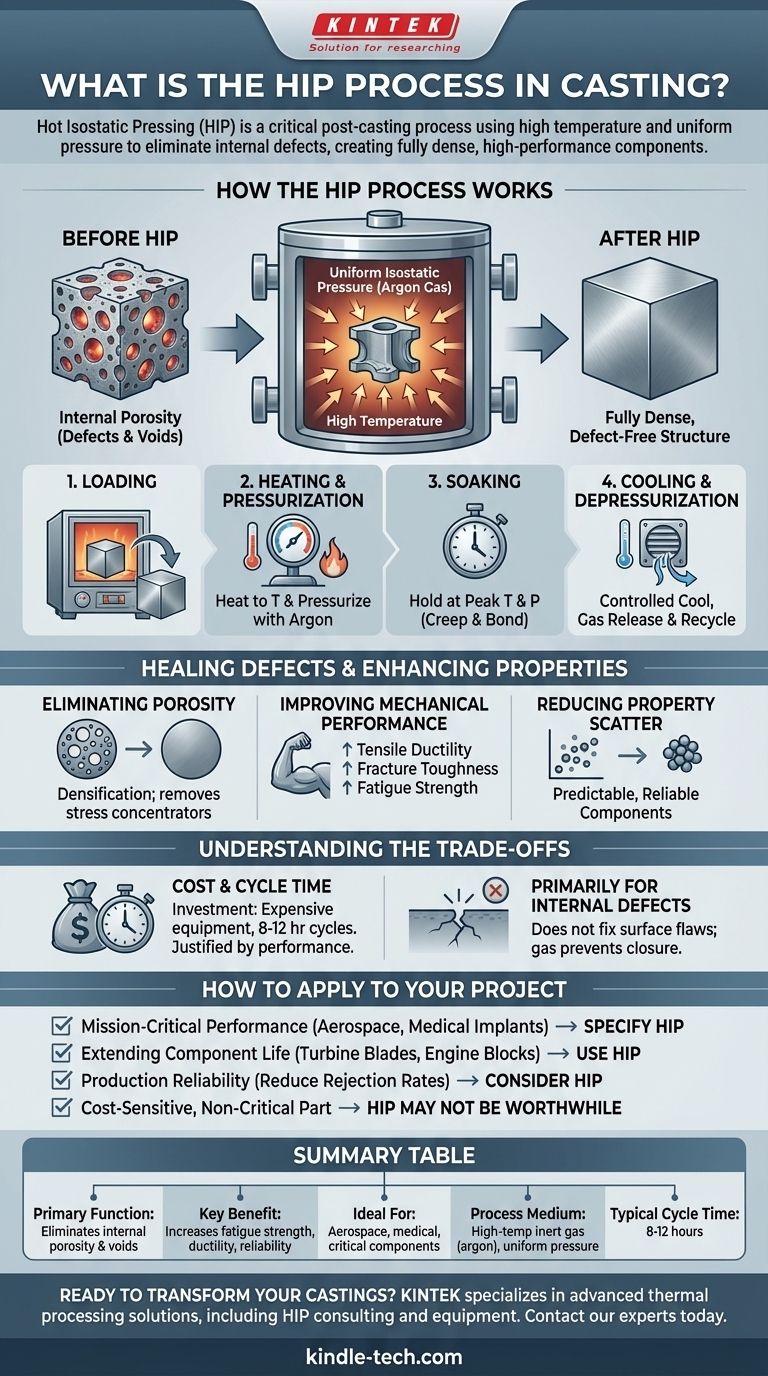
Como Funciona o Processo HIP
O processo HIP consiste fundamentalmente em aplicar energia — na forma de calor e pressão — para mudar a estrutura física de um material para melhor. Ele ocorre dentro de um equipamento especializado que é tanto um forno quanto um vaso de alta pressão.
O Princípio Central: Pressão Isostática
A chave é o termo isostática, que significa que a pressão é aplicada uniformemente de todas as direções. Isso é conseguido usando um gás, tipicamente argônio, como meio de pressão. Em temperaturas elevadas, o metal torna-se maleável o suficiente para que essa pressão imensa e uniforme colapse e solde permanentemente quaisquer vazios internos.
A Análise Passo a Passo
- Carregamento: Os componentes são primeiramente carregados na seção do forno da unidade HIP.
- Aquecimento e Pressurização: O vaso é selado, e o forno aquece as peças a uma temperatura específica, frequentemente uma fração significativa do ponto de fusão da liga. Simultaneamente, gás argônio inerte é bombeado para o vaso, elevando a pressão a níveis extremos.
- Imersão: Os componentes são mantidos nesta temperatura e pressão máximas por um período especificado, conhecido como tempo de "imersão". Este tempo de permanência, que pode durar várias horas, permite que o material rasteje e se ligue através dos vazios internos.
- Resfriamento e Despressurização: Os componentes são resfriados de forma controlada. Algumas unidades HIP modernas podem realizar um resfriamento rápido ou "têmpera", que pode atuar como uma etapa de tratamento térmico. O gás argônio é então liberado, capturado e reciclado para uso futuro.
O Objetivo: Curar Defeitos e Aprimorar Propriedades
O HIP não é meramente um tratamento cosmético; é um processo transformador que melhora fundamentalmente a qualidade interna do material. É especificado para componentes onde a falha estrutural não é uma opção.
Eliminando a Porosidade Interna
O principal objetivo do HIP para fundições é a densificação. Quase todos os processos de fundição podem deixar para trás bolsas microscópicas de gás ou vazios de contração. Esses defeitos atuam como concentradores de tensão e são os pontos de início para trincas e falha por fadiga. O HIP os elimina eficazmente.
Melhorando o Desempenho Mecânico
Ao criar uma estrutura totalmente densa e livre de vazios, o HIP melhora drasticamente as propriedades mecânicas de uma fundição. Isso inclui um aumento significativo na ductilidade à tração, tenacidade à fratura e, o mais importante, na resistência à fadiga.
Reduzindo a Dispersão de Propriedades
Um benefício crítico para a engenharia é que o HIP reduz a variabilidade, ou "banda de dispersão", das propriedades do material de uma fundição para outra. Isso cria um componente muito mais previsível e confiável, simplificando o projeto e aumentando os fatores de segurança.
Compreendendo as Desvantagens
Embora poderoso, o HIP não é uma solução universal para todas as fundições. É uma etapa de processo adicional com considerações específicas.
Custo e Tempo de Ciclo
O HIP é um investimento. O equipamento é caro, e os ciclos do processo são longos, frequentemente durando de 8 a 12 horas. Isso adiciona custo e tempo de espera, que devem ser justificados pelos requisitos de desempenho da peça final.
Principalmente para Defeitos Internos
O HIP é excepcionalmente eficaz na cura de defeitos internos, subsuperficiais. Ele não corrigirá porosidade ou trincas que estejam abertas à superfície do componente, pois o gás pressurizador simplesmente preencherá esses vazios e impedirá que eles se fechem.
O Controle do Processo é Crítico
Os parâmetros específicos — temperatura, pressão e tempo — devem ser cuidadosamente adaptados à liga específica que está sendo tratada. Configurações inadequadas podem afetar negativamente a microestrutura do material e comprometer suas propriedades finais.
Como Aplicar Isso ao Seu Projeto
Especificar o HIP é uma decisão estratégica impulsionada pelos requisitos de uso final do componente. É a ponte entre uma fundição padrão e uma peça pronta para uma aplicação de missão crítica.
- Se seu foco principal é o desempenho de missão crítica: Especifique o HIP para qualquer componente fundido onde a falha possa ter consequências catastróficas, como em estruturas aeroespaciais ou implantes médicos.
- Se seu foco principal é estender a vida útil do componente: Use o HIP para peças submetidas a alta carga cíclica, como pás de turbina ou blocos de motor, para maximizar a resistência à fadiga.
- Se seu foco principal é a confiabilidade da produção: Considere o HIP para reduzir as taxas de rejeição e os custos de inspeção, curando falhas internas que, de outra forma, fariam com que as peças falhassem no controle de qualidade.
- Se seu foco principal é uma peça sensível ao custo e não crítica: O custo e o tempo adicionais do processo HIP podem não proporcionar um retorno sobre o investimento que valha a pena.
Em última análise, integrar a Prensagem Isostática a Quente transforma a fundição em um método para produzir componentes totalmente densos e altamente confiáveis, adequados para as aplicações mais exigentes.
Tabela Resumo:
| Aspecto Chave | Detalhes |
|---|---|
| Função Primária | Elimina porosidade e vazios internos em fundições |
| Benefício Chave | Aumenta a resistência à fadiga, ductilidade e confiabilidade |
| Ideal Para | Aeroespacial, implantes médicos, pás de turbina e outros componentes críticos |
| Meio do Processo | Gás inerte de alta temperatura (argônio) com pressão uniforme |
| Tempo de Ciclo Típico | 8-12 horas |
Pronto para transformar suas fundições em componentes de missão crítica? A KINTEK é especializada em soluções avançadas de processamento térmico, incluindo consultoria e equipamentos HIP. Seja na indústria aeroespacial, médica ou de energia, nossa experiência garante que suas peças atendam aos mais altos padrões de densidade e desempenho. Entre em contato com nossos especialistas hoje para discutir como o HIP pode aprimorar seu processo de fabricação.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
As pessoas também perguntam
- Qual é o princípio da prensagem isostática a quente? Alcance 100% de Densidade e Desempenho Superior
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão
- Qual é a temperatura de uma prensa isostática a quente? Alcance a Densificação Ótima para Seus Materiais
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria

















