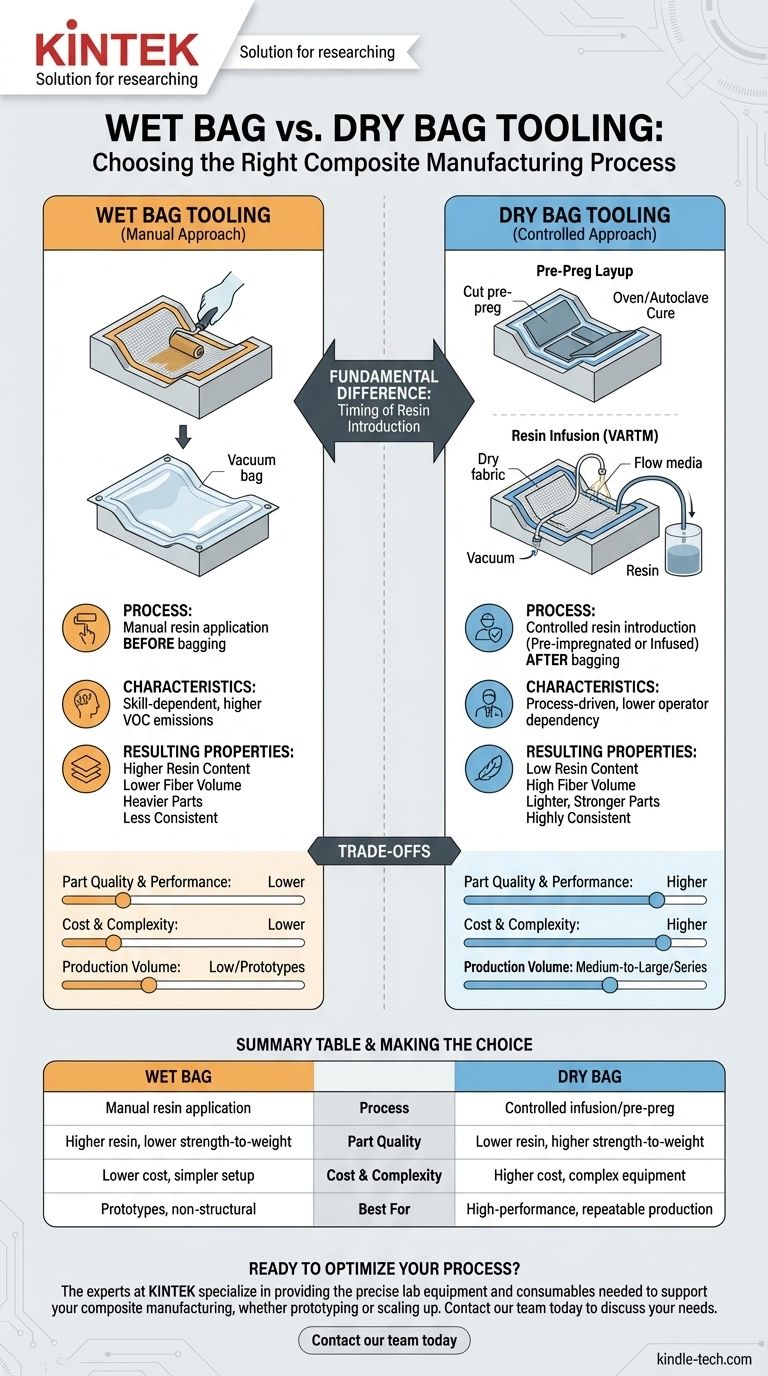
A diferença fundamental entre a moldagem com saco húmido e a moldagem com saco seco reside em quando a resina líquida é introduzida no tecido de reforço. Num processo de saco húmido, a resina é aplicada manualmente no tecido antes de o saco de vácuo ser selado. Num processo de saco seco, como com pré-impregnados ou infusão de resina, o saco é selado sobre uma pilha de tecido seco ou pré-impregnado, e a resina líquida ou já está presente num estado controlado ou é introduzida posteriormente.
A sua escolha entre estes métodos é uma compensação direta entre custo e controlo. A moldagem com saco húmido é um processo mais simples e de menor custo, enquanto os métodos de saco seco proporcionam um controlo superior sobre o teor de resina, levando a peças compósitas mais leves, mais fortes e mais repetíveis.

Desconstruindo a Moldagem com Saco Húmido (A Abordagem Manual)
A moldagem com saco húmido, muitas vezes chamada de "laminação húmida com ensacamento a vácuo", é uma evolução do processo de compósitos de molde aberto mais básico. Adiciona pressão de vácuo a uma laminação manual para melhorar a consolidação.
O Processo em Resumo
Primeiro, tecidos de reforço secos como fibra de vidro ou fibra de carbono são colocados num molde. A resina líquida é então derramada sobre o tecido e trabalhada manualmente com ferramentas como rolos e espátulas.
Depois de o tecido estar saturado, uma série de materiais consumíveis (tecido de descolagem, filme de desmoldagem, tecido respirador) são colocados por cima, e todo o conjunto é selado sob um saco de vácuo. A bomba de vácuo remove então o ar aprisionado e aplica pressão atmosférica para compactar o laminado.
Características Principais
Este método é altamente dependente da habilidade do técnico. A qualidade final, o teor de resina e a presença de vazios são diretamente influenciados pela forma como a resina foi aplicada e distribuída manualmente.
Como a laminação ocorre num ambiente de ar aberto antes de o saco ser selado, também pode resultar em maiores emissões de compostos orgânicos voláteis (COVs).
Propriedades da Peça Resultante
A moldagem com saco húmido geralmente resulta em peças com um teor de resina mais elevado e, portanto, uma fração de volume de fibra mais baixa. Isso torna o componente final mais pesado e menos rígido ou forte do que um feito com um processo mais controlado. A natureza manual também pode levar a um maior teor de vazios e inconsistência entre as peças.
Desconstruindo a Moldagem com Saco Seco (A Abordagem Controlada)
"Saco seco" é um termo mais amplo que abrange dois métodos de fabrico primários de alto desempenho: laminação de pré-impregnados e infusão de resina. Ambos são definidos pela introdução da resina de forma controlada.
Método 1: Laminação de Pré-impregnados
Neste processo, o tecido de reforço é pré-impregnado com uma quantidade precisa de resina catalisada, conhecida como "pré-impregnado". Este material é armazenado num estado congelado para evitar a cura.
Os técnicos cortam e colocam o material pré-impregnado de aspeto "seco" no molde. O saco de vácuo é então selado, e a peça é curada num forno ou autoclave, que fornece calor e pressão elevada para consolidar o laminado. Nenhuma resina líquida é manuseada durante a laminação.
Método 2: Infusão de Resina (VARTM)
A infusão de resina começa com a colocação de tecido completamente seco no molde. Uma complexa rede de tubos e meios de fluxo é disposta sobre a pilha de tecido antes de o saco de vácuo ser selado.
Uma vez atingido um vácuo perfeito, um tubo de entrada de resina é aberto, e o vácuo suga um volume preciso e pré-medido de resina líquida através do tecido seco, saturando-o completamente. Este é um verdadeiro processo de molde fechado.
Propriedades da Peça Resultante
Ambos os métodos de saco seco produzem peças com um baixo teor de resina e uma fração de volume de fibra muito alta e consistente. Esta otimização resulta nas peças mais leves e mais fortes possíveis. A natureza orientada para o processo reduz a dependência do operador e produz componentes extremamente consistentes e de alta qualidade com mínimos vazios.
Compreendendo as Compensações: Uma Comparação Direta
Escolher o processo certo requer uma compreensão clara dos compromissos que está disposto a fazer em relação ao desempenho, custo e complexidade.
Qualidade e Desempenho da Peça
Os métodos de saco seco são superiores. O controlo preciso sobre a relação fibra-resina, uma métrica crítica em compósitos, é a principal razão pela qual os pré-impregnados e a infusão são usados para aplicações aeroespaciais, desportivas motorizadas e outras de alto desempenho. A moldagem com saco húmido não consegue atingir este nível de otimização.
Custo e Complexidade
A moldagem com saco húmido é a clara vencedora em termos de baixo custo e simplicidade. Os materiais são mais baratos, a ferramenta é menos complexa e requer equipamento mínimo — muitas vezes apenas um molde e uma bomba de vácuo.
Os pré-impregnados requerem materiais caros e armazenamento refrigerado, e a cura muitas vezes exige um forno calibrado ou um autoclave multimilionário. A infusão de resina requer configurações de ensacamento mais complexas e uma compreensão mais profunda da dinâmica do fluxo de resina.
Volume de Produção e Consistência
A moldagem com saco húmido é excelente para peças únicas e protótipos. No entanto, a sua natureza manual torna difícil alcançar uma consistência perfeita em várias peças.
Os métodos de saco seco são construídos para repetibilidade. Uma vez que um processo é validado para infusão ou um ciclo de cura é definido para pré-impregnados, pode produzir peças quase idênticas com confiança, tornando-os ideais para produção em série.
Fazendo a Escolha Certa para o Seu Objetivo
O melhor processo é aquele que se alinha com os requisitos específicos do seu projeto.
- Se o seu foco principal é a prototipagem de baixo custo ou componentes não estruturais: A moldagem com saco húmido oferece o ponto de entrada mais fácil e é perfeitamente adequada para muitas aplicações.
- Se o seu foco principal é a máxima relação resistência-peso absoluta: A laminação de pré-impregnados, especialmente quando curada num autoclave, é o padrão industrial indiscutível para o desempenho máximo.
- Se o seu foco principal é a qualidade repetível para peças médias a grandes: A infusão de resina oferece um excelente equilíbrio, proporcionando um desempenho quase ao nível dos pré-impregnados sem os altos custos de material e armazenamento.
Em última análise, selecionar o processo de fabrico de compósitos certo é sobre combinar as capacidades inerentes do método com o seu objetivo final.
Tabela Resumo:
| Aspeto | Moldagem com Saco Húmido | Moldagem com Saco Seco |
|---|---|---|
| Processo | Aplicação manual de resina antes do ensacamento | Infusão controlada de resina ou laminação de pré-impregnados |
| Qualidade da Peça | Maior teor de resina, menor relação resistência-peso | Menor teor de resina, maior relação resistência-peso |
| Custo e Complexidade | Menor custo, configuração mais simples | Maior custo, equipamento mais complexo |
| Melhor Para | Protótipos, baixo volume, peças não estruturais | Produção de alto desempenho e repetível |
Pronto para Otimizar o Seu Processo de Fabrico de Compósitos?
Escolher entre a moldagem com saco húmido e a moldagem com saco seco é fundamental para alcançar o equilíbrio certo de desempenho, custo e consistência nas suas peças compósitas. Os especialistas da KINTEK são especializados em fornecer o equipamento de laboratório e os consumíveis precisos necessários para apoiar o seu fabrico de compósitos, quer esteja a prototipar com saco húmido ou a escalar com métodos de saco seco como a infusão de resina.
Compreendemos os desafios únicos dos ambientes de laboratório e produção. Deixe-nos ajudá-lo a selecionar as ferramentas certas — desde bombas de vácuo e fornos a consumíveis — para garantir que o seu processo é eficiente, repetível e bem-sucedido.
Contacte a nossa equipa hoje para discutir as suas necessidades específicas e descobrir como as soluções da KINTEK podem melhorar o seu fluxo de trabalho de compósitos.
Guia Visual