Na metalurgia do pó, a Prensagem Isostática a Frio (CIP) é um método de compactação que utiliza pressão de fluido para comprimir uniformemente o pó metálico numa forma sólida antes da fase final de sinterização. Este processo é usado para criar um objeto preliminar, conhecido como "compacto verde", que possui integridade estrutural suficiente para ser manuseado.
A vantagem central da CIP é o uso de pressão hidrostática uniforme. Ao contrário das prensas tradicionais que aplicam força numa única direção, a CIP comprime o pó igualmente de todos os lados, tornando-a excepcionalmente capaz de formar peças complexas com densidade altamente consistente.

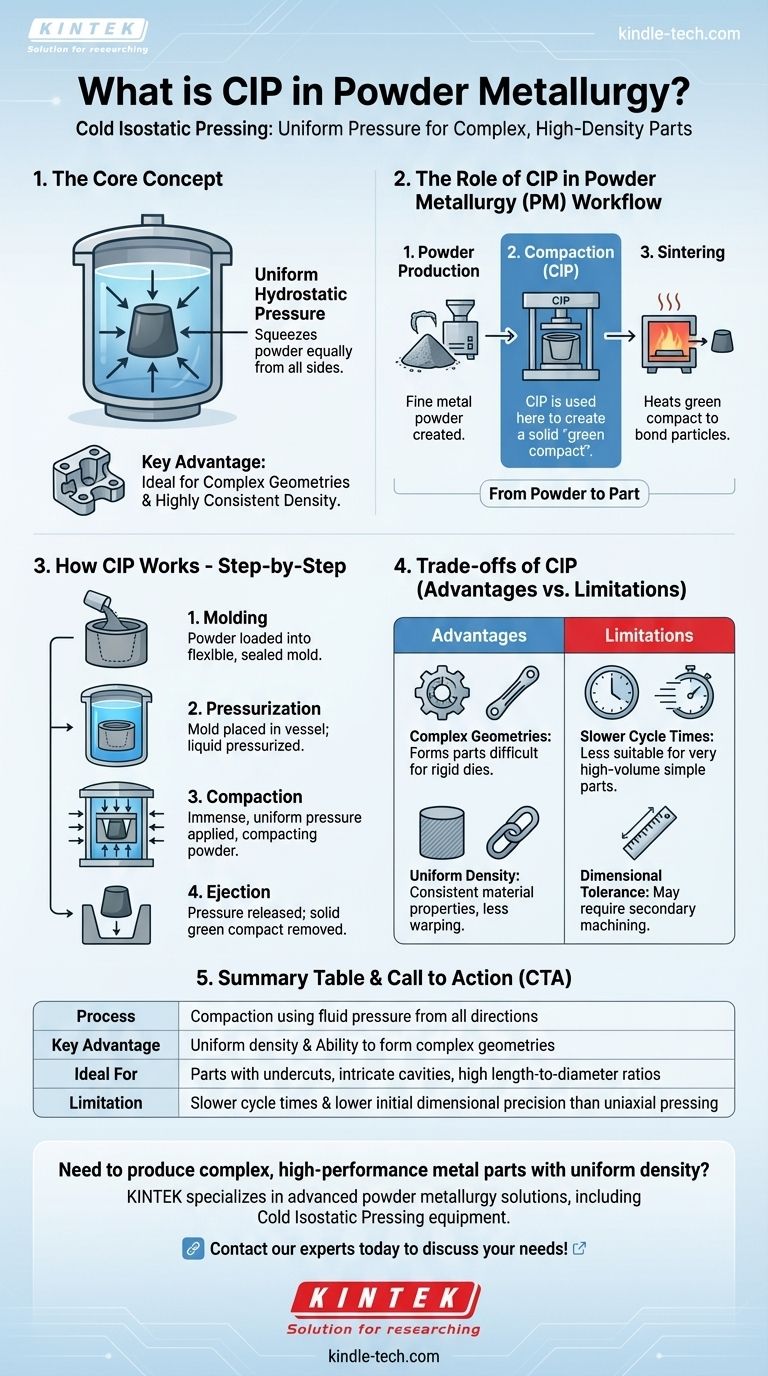
O Papel da CIP no Processo de Metalurgia do Pó
Para entender a CIP, é preciso primeiro entender seu lugar no fluxo de trabalho mais amplo da metalurgia do pó (PM). O processo de PM consiste fundamentalmente em três etapas principais.
Do Pó à Peça: As Etapas Centrais
Primeiro, um pó metálico fino é produzido através de métodos como atomização ou reação química. Esta matéria-prima é a base da peça final.
Em segundo lugar, o pó solto é compactado na forma desejada. Esta é a etapa em que a Prensagem Isostática a Frio é empregada. O objetivo é criar um objeto frágil, mas sólido, o "compacto verde".
Finalmente, o compacto verde é aquecido num forno com atmosfera controlada a uma temperatura abaixo do seu ponto de fusão. Este processo, conhecido como sinterização, une as partículas metálicas, conferindo à peça a sua resistência e propriedades finais.
Como Funciona a Prensagem Isostática a Frio
A eficácia da CIP advém da sua aplicação única de pressão. Ela contorna as limitações das prensas mecânicas convencionais ao usar um meio líquido para realizar o trabalho.
O Princípio "Isostático"
A chave está no termo isostático, que significa "pressão uniforme em todas as direções". Imagine apertar um objeto num torno mecânico — a pressão é aplicada apenas por dois lados.
Agora, imagine submergir esse objeto nas profundezas do oceano. A pressão da água atua em toda a sua superfície igualmente. Este é o princípio por trás da CIP. O líquido atua como um meio perfeito para transmitir pressão uniformemente a toda a superfície da massa de pó.
O Processo CIP Passo a Passo
- Moldagem: O pó metálico é carregado num molde flexível e selado, geralmente feito de borracha, uretano ou PVC. Este molde define a forma da peça.
- Pressurização: O molde selado é colocado dentro de um vaso de alta pressão preenchido com um líquido (geralmente água ou óleo).
- Compactação: O líquido é pressurizado, aplicando pressão imensa e uniforme no exterior do molde flexível. Isso compacta o pó interno numa massa sólida.
- Ejeção: A pressão é libertada, e o molde contendo o compacto verde agora sólido é removido do vaso.
O Resultado: Um Compacto Verde Uniforme
O resultado é uma peça com densidade notavelmente uniforme. Como a pressão foi aplicada de todos os lados, não há pontos fracos ou gradientes de densidade que possam ocorrer com a prensagem unidirecional, o que é crucial para o desempenho na peça sinterizada final.
Compreendendo as Trocas da CIP
Embora poderosa, a CIP não é a solução universal para toda compactação de pó. Os seus benefícios vêm com limitações específicas que a tornam adequada para certas aplicações e não para outras.
Vantagem Chave: Geometrias Complexas
A CIP destaca-se na produção de formas que são difíceis ou impossíveis de fazer com matrizes rígidas. Isso inclui peças com rebaixos, cavidades internas intrincadas ou altas relações de comprimento para diâmetro.
Vantagem Chave: Densidade Uniforme
A pressão uniforme garante que as propriedades do material em toda a peça sejam consistentes. Isso minimiza a deformação durante a sinterização e melhora o desempenho mecânico do componente final.
Limitação: Tempos de Ciclo Mais Lentos
O processo de carregar o molde, selá-lo, colocá-lo no vaso, pressurizar e despressurizar é inerentemente mais lento do que o movimento rápido de estampagem de uma prensa mecânica. Isso torna a CIP menos adequada para produção de altíssimo volume de peças simples.
Limitação: Tolerância Dimensional
Embora a forma seja complexa, a precisão dimensional inicial pode ser menor do que a da compactação por matriz rígida. O molde flexível pode deformar-se ligeiramente, o que significa que as peças feitas por CIP geralmente requerem usinagem secundária para atingir tolerâncias apertadas.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do método de compactação correto depende inteiramente da geometria da peça, do desempenho exigido e do volume de produção.
- Se o seu foco principal for a produção de alto volume de formas simples: A compactação por matriz uniaxial (direção única) tradicional é quase sempre mais econômica e rápida.
- Se o seu foco principal for a criação de peças com geometrias internas ou externas complexas: A CIP é um dos melhores métodos disponíveis para formar o compacto verde inicial.
- Se o seu foco principal for alcançar a máxima uniformidade do material e minimizar defeitos: A CIP oferece consistência de densidade superior, resultando num produto final de maior qualidade após a sinterização.
Ao entender sua capacidade única de aplicar pressão uniforme, você pode alavancar a CIP como uma ferramenta poderosa para fabricar componentes avançados e complexos.
Tabela de Resumo:
| Característica | Descrição |
|---|---|
| Processo | Compactação usando pressão de fluido de todas as direções |
| Vantagem Chave | Densidade uniforme e capacidade de formar geometrias complexas |
| Ideal Para | Peças com rebaixos, cavidades intrincadas ou altas relações comprimento/diâmetro |
| Limitação | Tempos de ciclo mais lentos e menor precisão dimensional inicial do que a prensagem uniaxial |
Precisa produzir peças metálicas complexas e de alto desempenho com densidade uniforme?
A KINTEK é especializada em soluções avançadas de metalurgia do pó, incluindo equipamentos e consumíveis de Prensagem Isostática a Frio. Nossa experiência ajuda laboratórios e fabricantes a alcançar consistência superior do material e formar geometrias intrincadas de forma eficiente.
Contate nossos especialistas hoje para discutir como nossa tecnologia CIP pode aprimorar seu processo de P&D ou produção!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
As pessoas também perguntam
- Como o equipamento de prensagem isostática é utilizado para integrar ânodos de lítio metálico durante a montagem de baterias de estado sólido?
- O que é o processo isostático a frio? Alcançar Densidade Uniforme em Peças Complexas de Pós
- O que é pressão isostática a frio? Obtenha Densidade Uniforme para Peças de Pó Complexas
- Por que usar Prensagem Isostática a Frio (CIP) após a prensagem a seco para cerâmicas Gd2O2S:Tb? Alcance densidade e uniformidade máximas.
- O que é o método de prensagem isostática para cerâmicas? Obtenha Densidade Uniforme para Peças Complexas












