Em sua essência, a prensagem isostática a frio (CIP) é um processo de fabricação que compacta pós em uma massa sólida. Funciona colocando o pó dentro de um molde flexível selado, submerso em uma câmara de pressão cheia de fluido, e aplicando uma pressão extremamente alta e uniforme de todas as direções à temperatura ambiente. Essa força hidrostática faz com que as partículas de pó se unam, formando um componente denso e sólido conhecido como "corpo verde".
O propósito fundamental da prensagem isostática a frio não é apenas a compactação, mas a obtenção de uma densidade excepcionalmente uniforme em todo o componente. Essa uniformidade, resultado direto da aplicação de pressão igual em todas as direções, elimina muitos defeitos internos e tensões comuns em outros métodos de prensagem.

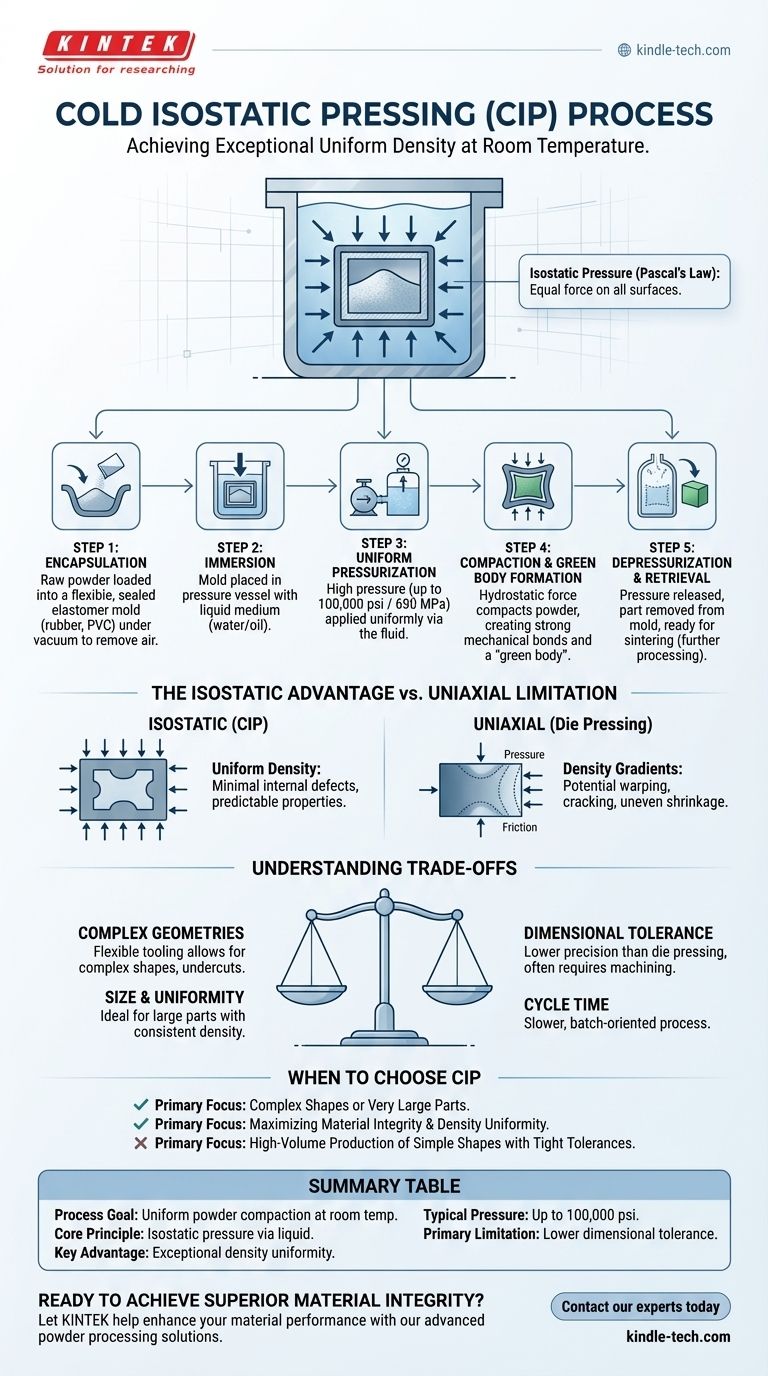
O Processo CIP: Uma Análise Passo a Passo
Para entender o valor do CIP, é essencial visualizar suas distintas etapas. Cada etapa é deliberadamente projetada para garantir que o compactado verde final possua integridade material superior.
Etapa 1: Encapsulamento em um Molde Flexível
O processo começa carregando o material em pó bruto em um molde. Ao contrário das matrizes de aço rígidas da prensagem convencional, o CIP usa um molde de elastômero flexível e estanque, tipicamente feito de borracha, uretano ou PVC. O molde é então selado, frequentemente sob vácuo, para remover qualquer ar aprisionado que possa comprometer a densidade.
Etapa 2: Imersão no Vaso de Pressão
O molde selado é colocado dentro de um robusto vaso de pressão. Esta câmara é então preenchida com um meio líquido, que atua como agente transmissor de pressão. Este fluido é geralmente água misturada com um inibidor de corrosão ou um óleo especializado.
Etapa 3: Pressurização Uniforme
Uma bomba externa de alta pressão pressuriza o líquido dentro do vaso. Essa pressão, que pode atingir até 100.000 psi (aproximadamente 690 MPa), é aplicada ao molde selado. Como a pressão é transmitida através de um fluido, ela age uniformemente — ou isostaticamente — em cada superfície do molde.
Etapa 4: Compactação e Formação do Corpo Verde
A imensa pressão hidrostática é transmitida através da parede flexível do molde para o pó dentro. Essa força empurra as partículas de pó umas contra as outras, eliminando vazios e criando fortes ligações mecânicas entre elas. O componente sólido e autossustentável resultante é chamado de corpo verde, indicando que possui resistência para manuseio, mas ainda não passou por seu tratamento térmico final (sinterização).
Etapa 5: Despressurização e Recuperação
Após um tempo de retenção predeterminado, a pressão é cuidadosamente liberada do vaso. O líquido é drenado e a peça compactada é removida da câmara. O molde de elastômero, que retorna à sua forma original, é retirado do corpo verde e geralmente pode ser reutilizado.
O Princípio: Pressão Isostática vs. Uniaxial
A característica definidora do CIP é o uso de pressão uniforme. Isso contrasta fortemente com métodos mais convencionais e é a fonte de suas principais vantagens.
A Limitação da Prensagem Uniaxial
Na prensagem tradicional por matriz, a pressão é aplicada de uma ou duas direções (uniaxial ou biaxial). Isso cria atrito entre o pó e as paredes rígidas da matriz, levando a significativos gradientes de densidade. As áreas mais distantes do punção são menos densas, o que pode causar empenamento, rachaduras ou encolhimento irregular durante a sinterização subsequente.
A Vantagem Isostática
O CIP aproveita a Lei de Pascal, que afirma que a pressão exercida sobre um fluido confinado é transmitida sem diminuição para cada porção do fluido e para as paredes do vaso que o contém. Ao usar um líquido para aplicar pressão, cada parte do compactado de pó experimenta exatamente a mesma força, eliminando as variações de densidade causadas pelo atrito da parede da matriz.
O Resultado: Um Compactado Verde Homogêneo
O resultado é um corpo verde com densidade altamente uniforme em toda a sua estrutura, independentemente de sua complexidade ou tamanho. Essa homogeneidade é crítica para a produção de componentes de alto desempenho que exigem propriedades de material previsíveis e consistentes após o processamento final.
Compreendendo as Compensações
Embora poderoso, o CIP não é uma solução universal. Uma compreensão clara de suas vantagens e limitações é crucial para a aplicação adequada.
Vantagem: Geometrias Complexas
Como a ferramenta é flexível, o CIP pode produzir peças com formas complexas, rebaixos e seções ocas que são impossíveis de criar com matrizes rígidas.
Vantagem: Tamanho e Uniformidade
O CIP se destaca na produção de peças muito grandes com densidade uniforme, pois não é limitado pelas restrições mecânicas de uma prensa tradicional.
Limitação: Tolerância Dimensional
O uso de um molde flexível significa que o CIP não oferece a mesma precisão dimensional rigorosa da prensagem por matriz. As peças verdes frequentemente exigem uma etapa de usinagem antes da sinterização para atender às especificações de tolerância final.
Limitação: Tempo de Ciclo
O processo de carregamento, selagem, pressurização e despressurização torna o CIP um processo mais lento e em lote, em comparação com a natureza de alta velocidade e automatizada da prensagem por matriz. Isso o torna menos adequado para a produção de alto volume de componentes simples.
Quando Escolher a Prensagem Isostática a Frio
Sua escolha de usar o CIP deve ser impulsionada pelos requisitos finais do seu componente, pesando a necessidade de qualidade do material em relação ao volume de produção e custo.
- Se seu foco principal é produzir formas complexas ou peças muito grandes: O CIP é uma excelente escolha, pois sua ferramenta flexível é mais adaptável e econômica do que a criação de matrizes duras intrincadas.
- Se seu foco principal é maximizar a integridade do material e a uniformidade da densidade: O CIP é superior aos métodos uniaxiais, pois minimiza defeitos internos e garante encolhimento consistente durante a sinterização.
- Se seu foco principal é a produção de alto volume de formas simples com tolerâncias apertadas: A prensagem tradicional por matriz é frequentemente uma solução mais eficiente e econômica.
Em última análise, selecionar a prensagem isostática a frio é uma decisão estratégica para priorizar as propriedades uniformes do material e a complexidade geométrica em detrimento da velocidade de produção bruta.
Tabela Resumo:
| Aspecto Chave | Detalhes |
|---|---|
| Objetivo do Processo | Compactação uniforme de pó em um 'corpo verde' à temperatura ambiente. |
| Princípio Central | Isostático (pressão igual de todas as direções) via meio líquido. |
| Principal Vantagem | Uniformidade de densidade excepcional, mesmo em formas grandes ou complexas. |
| Pressão Típica | Até 100.000 psi (aprox. 690 MPa). |
| Principal Limitação | Menor tolerância dimensional em comparação com a prensagem por matriz. |
Pronto para alcançar uma integridade superior do material em seus componentes?
A prensagem isostática a frio é a solução ideal para criar peças complexas ou grandes com densidade uniforme e mínimos defeitos internos. Na KINTEK, somos especializados no fornecimento de equipamentos e consumíveis de laboratório de alta qualidade, incluindo soluções para processamento avançado de pós como o CIP. Nossa experiência ajuda laboratórios e fabricantes a superar as limitações dos métodos de prensagem tradicionais.
Deixe a KINTEK ajudá-lo a aprimorar o desempenho de seus materiais. Entre em contato com nossos especialistas hoje para discutir como nossas soluções podem atender às suas necessidades específicas de laboratório.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
As pessoas também perguntam
- Por que usar Prensagem Isostática a Frio (CIP) após a prensagem a seco para cerâmicas Gd2O2S:Tb? Alcance densidade e uniformidade máximas.
- O que é pressão isostática a frio? Obtenha Densidade Uniforme para Peças de Pó Complexas
- O que é prensagem isostática a quente e a frio? Um Guia para Conformação e Densificação de Materiais
- O que é o método de prensagem isostática para cerâmicas? Obtenha Densidade Uniforme para Peças Complexas
- Quais vantagens uma Prensa Isostática a Frio (CIP) oferece para baterias de estado sólido? Densidade e Uniformidade Superiores












