Em resumo, a Usinagem por Feixe de Elétrons (EBM) oferece precisão excepcional para cortar ou perfurar características complexas em praticamente qualquer metal, independentemente de sua dureza. No entanto, suas desvantagens significativas — nomeadamente custos de equipamento extremamente altos, a necessidade de uma câmara de vácuo e considerações de segurança — tornam-no um processo altamente especializado reservado para aplicações específicas de alto valor.
A decisão central de usar EBM resume-se a uma simples troca: você ganha precisão inigualável e versatilidade de material à custa de alto custo, complexidade operacional e restrições físicas significativas.

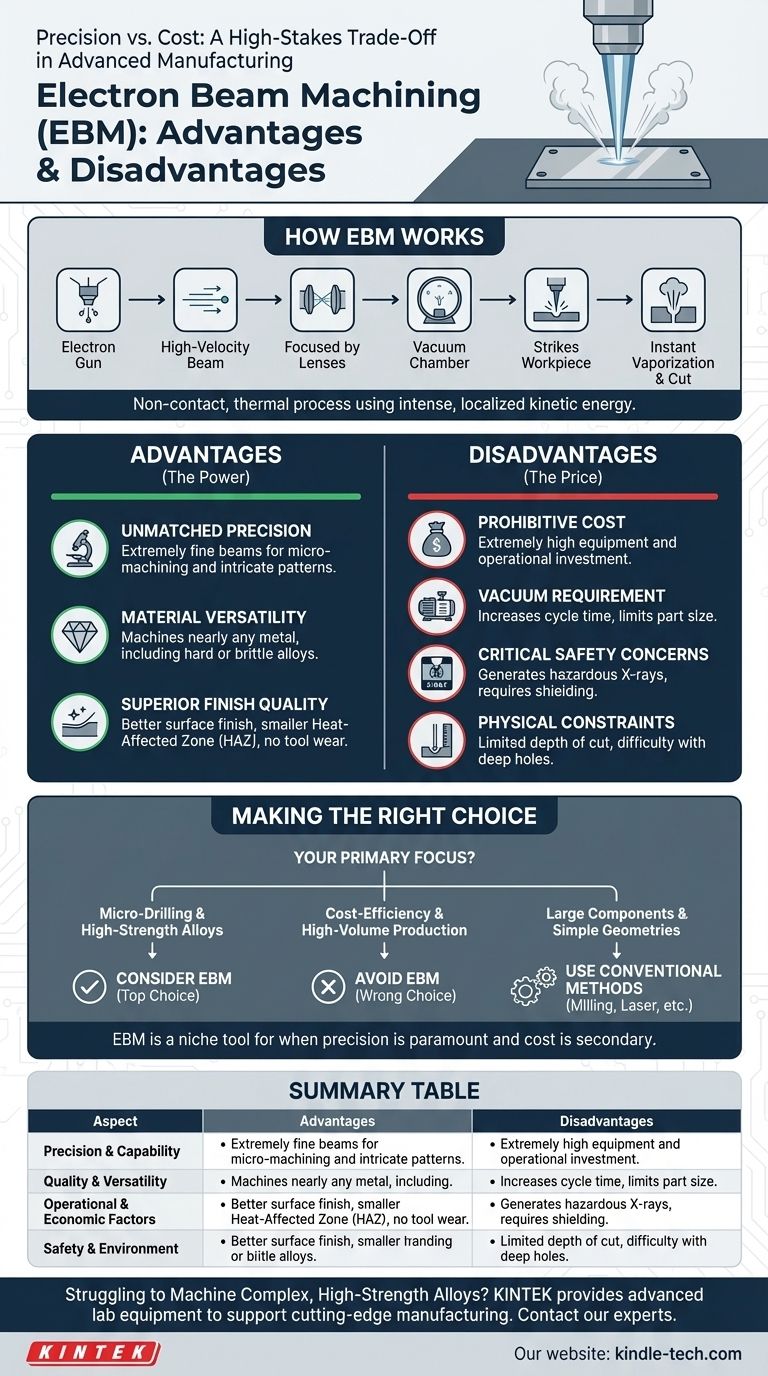
Como Funciona a Usinagem por Feixe de Elétrons
A Usinagem por Feixe de Elétrons é um processo de usinagem térmica sem contato. Opera com base no princípio de aquecimento intenso e localizado.
O Mecanismo Central
Um fluxo de elétrons de alta velocidade é gerado e focado em um feixe extremamente estreito dentro de uma câmara de vácuo. Este feixe concentrado transporta uma quantidade massiva de energia cinética.
Vaporização do Material
Quando este feixe de elétrons atinge a peça de trabalho, a energia é instantaneamente convertida em calor. Este calor é tão intenso que vaporiza um pequeno volume do material, criando o corte ou furo desejado sem força mecânica.
As Principais Vantagens da EBM
A natureza única da EBM oferece benefícios distintos que são difíceis de alcançar com métodos de usinagem convencionais ou mesmo outros métodos não tradicionais.
Precisão e Detalhe Inigualáveis
Como o feixe de elétrons é incrivelmente fino, a EBM pode produzir furos extremamente pequenos e cortes estreitos (ranhuras). Isso a torna ideal para aplicações de micro-usinagem e para a criação de padrões intrincados que de outra forma seriam impossíveis.
Versatilidade de Materiais
O processo funciona por vaporização, não por cisalhamento mecânico. Isso significa que a EBM é altamente eficaz em uma ampla variedade de metais e ligas, incluindo aqueles que são extremamente duros, quebradiços ou difíceis de usinar convencionalmente.
Qualidade de Acabamento Superior
Comparado a outros processos de corte térmico como corte a plasma ou a laser, a EBM frequentemente produz um melhor acabamento de superfície com uma zona afetada pelo calor (ZAC) menor. Isso reduz a necessidade de operações de acabamento secundárias.
Compreendendo as Trocas e Limitações
O poder e a precisão da EBM vêm com desafios operacionais e financeiros significativos que restringem seu uso.
Custo Proibitivo
O equipamento necessário para EBM — incluindo o canhão de elétrons, a fonte de alimentação de alta voltagem e a câmara de vácuo — é extremamente caro. Este alto investimento de capital limita seu uso a componentes de alto valor onde nenhum outro processo será suficiente.
O Requisito de Vácuo
Todo o processo deve ocorrer em vácuo para evitar que os elétrons se dispersem das moléculas de ar. Este requisito cria duas grandes limitações: aumenta significativamente o tempo de ciclo para cada peça e restringe o tamanho da peça de trabalho ao que pode caber dentro da câmara.
Preocupações Críticas de Segurança
A interação do feixe de elétrons de alta energia com a peça de trabalho gera raios-X nocivos. Isso exige blindagem de chumbo substancial e protocolos de segurança rigorosos para proteger os operadores, o que aumenta o custo e a complexidade do sistema.
Restrições Físicas
A EBM tem uma profundidade de corte efetiva limitada. À medida que o furo ou corte se aprofunda, torna-se mais difícil para o material vaporizado escapar, o que pode interromper a eficácia e precisão do feixe.
Fazendo a Escolha Certa para Sua Aplicação
A seleção da EBM é uma decisão estratégica impulsionada pelas demandas específicas do componente, não uma escolha de uso geral.
- Se seu foco principal é micro-perfuração ou corte de padrões complexos em ligas de alta resistência: A EBM é um dos poucos processos capazes de atender a esses requisitos exigentes e deve ser uma consideração primordial.
- Se seu foco principal é a eficiência de custos ou produção em alto volume: A EBM é quase certamente a escolha errada devido aos seus altos custos operacionais e tempos de ciclo lentos.
- Se seu foco principal é usinar componentes grandes ou geometrias simples: Métodos mais convencionais e econômicos como fresamento, torneamento ou corte a laser são muito mais adequados.
Em última análise, a Usinagem por Feixe de Elétrons é uma ferramenta poderosa, mas de nicho, reservada para resolver desafios de fabricação onde a precisão é primordial e o custo é uma preocupação secundária.
Tabela Resumo:
| Aspecto | Vantagens | Desvantagens |
|---|---|---|
| Precisão & Capacidade | Precisão inigualável para micro-usinagem; pode usinar materiais extremamente duros/quebradiços | Profundidade de corte limitada; geometrias complexas podem ser desafiadoras |
| Qualidade & Versatilidade | Acabamento de superfície superior; pequena zona afetada pelo calor (ZAC); funciona em qualquer material condutor | O processo é limitado apenas a materiais eletricamente condutores |
| Fatores Operacionais & Econômicos | Processo sem contato (sem desgaste da ferramenta) | Custos de equipamento e operacionais extremamente altos; requer uma câmara de vácuo (limita o tamanho/velocidade da peça) |
| Segurança & Meio Ambiente | - | Gera raios-X perigosos; requer blindagem significativa e protocolos de segurança |
Com dificuldade para Usinar Ligas Complexas de Alta Resistência?
A KINTEK é especializada no fornecimento de equipamentos e consumíveis de laboratório avançados para apoiar processos de fabricação de ponta. Se o seu projeto exige a precisão extrema e a versatilidade de materiais de tecnologias como a Usinagem por Feixe de Elétrons, nossos especialistas podem ajudá-lo a identificar as soluções certas para suas necessidades de P&D e controle de qualidade.
Entre em contato com a KINTALK hoje para discutir como nossos equipamentos podem aprimorar as capacidades do seu laboratório e ajudá-lo a enfrentar suas tarefas de processamento de materiais mais desafiadoras.
Guia Visual
Produtos relacionados
- Equipamento de Sistema de Máquina HFCVD para Revestimento de Nano-Diamante em Matriz de Trefilação
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
- Moinho de Bolas Vibratório de Alta Energia para Uso em Laboratório
- Moedor Planetário de Bolas de Alta Energia para Laboratório
- Moinho de Bolas Vibratório de Alta Energia para Laboratório Tipo Tanque Único
As pessoas também perguntam
- O que é a pulverização catódica por magnetron de corrente contínua (DC)? Um Guia para a Deposição de Filmes Finos de Alta Qualidade
- Como é feito o revestimento de diamante? Um Guia para os Métodos CVD e PVD
- O que é CVD de plasma de micro-ondas? Um guia para a síntese de diamante e material de alta pureza
- O que é a deposição química de vapor de diamante por filamento quente? Um Guia para Revestimento de Diamante Sintético
- Como algo é revestido de diamante? Um Guia para o Crescimento por CVD vs. Métodos de Galvanoplastia



















