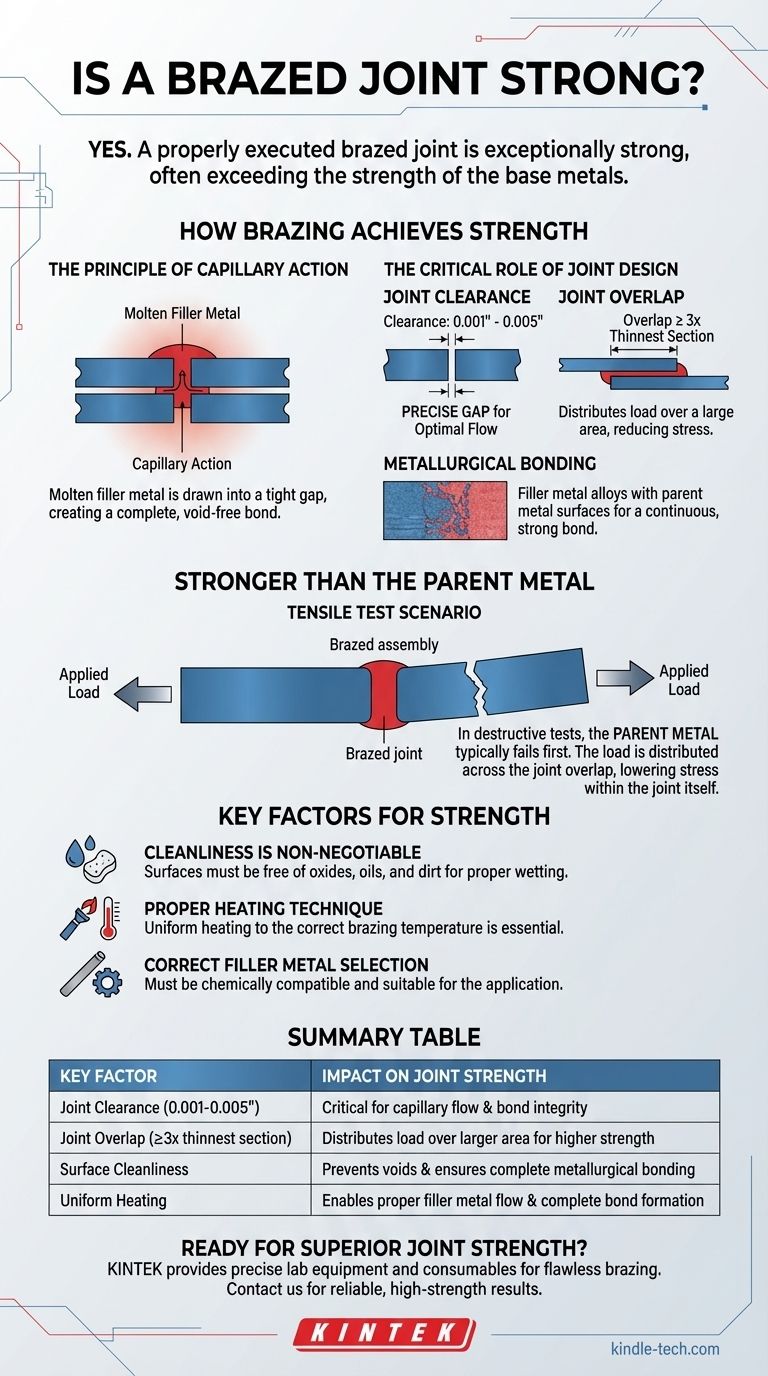
Sim, uma junta brasada executada corretamente é excepcionalmente forte. Na verdade, quando uma junta é projetada, preparada e aquecida corretamente, sua resistência geralmente excede a dos metais base individuais que estão sendo unidos. Isso significa que em um teste destrutivo, o metal base falhará antes que a própria junta brasada ceda.
A resistência de uma junta brasada não é um resultado padrão; é o resultado de um projeto de engenharia adequado. O processo depende de um fenômeno chamado ação capilar para criar uma ligação completa e de alta resistência em uma grande área de superfície, tornando o design da junta tão crítico quanto o próprio processo de brasagem.
Como a Brasagem Alcança Sua Força
A notável resistência de uma junta brasada vem da interação entre o design da junta, o metal de adição e os metais base. Não se trata apenas de derreter uma vareta de adição entre duas peças de metal.
O Princípio da Ação Capilar
A brasagem funciona aquecendo os metais base (os "metais de origem") a uma temperatura acima do ponto de fusão do metal de adição de brasagem.
O metal de adição fundido é então puxado para o espaço estreito entre as duas superfícies ajustadas com precisão através da ação capilar. Essa força natural garante que o metal de adição seja distribuído uniformemente, criando uma ligação completa e sem vazios.
O Papel Crítico do Design da Junta
Ao contrário da soldagem, a resistência da brasagem é diretamente proporcional à área de superfície da ligação. Dois fatores são primordiais.
Folga da Junta: O espaço entre os dois metais de origem deve ser preciso. Se a folga for muito grande, a ação capilar será fraca ou inexistente. Se for muito apertada, o metal de adição não conseguirá fluir para dentro da junta. Para a maioria dos metais de adição comuns, essa folga é tipicamente entre 0,001" e 0,005" (0,025 mm a 0,127 mm).
Sobreposição da Junta: A resistência da junta é uma função de sua área de cisalhamento. Uma boa regra prática é projetar a junta com uma sobreposição de pelo menos três vezes a espessura da seção de metal mais fina. Essa sobreposição distribui a carga por uma grande área, reduzindo o estresse em qualquer ponto único.
O Poder da Ligação Metalúrgica
O metal de adição não age apenas como cola. Durante o processo de brasagem, o metal de adição se liga a uma fina camada das superfícies dos metais de origem. Isso cria uma nova ligação metalúrgica forte e contínua entre as peças.
Compreendendo o Fenômeno "Mais Forte que o Metal de Origem"
A afirmação de que uma junta brasada pode ser mais forte que os metais que une é consistentemente comprovada em testes de laboratório e aplicações no mundo real.
O Cenário do Teste de Tração
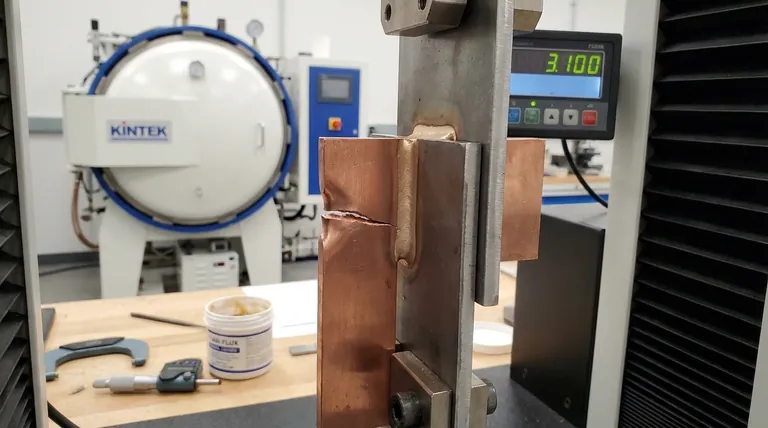
Quando um conjunto devidamente brasado é submetido a um teste de tração (separação), a falha raramente ocorre na própria junta brasada.
Em vez disso, o metal de origem adjacente à junta geralmente estica, deforma e quebra primeiro. A junta permanece intacta.
Por Que Isso Acontece
A carga aplicada ao conjunto é distribuída por toda a área de superfície da sobreposição da junta. Como essa área é significativa (devido à regra de sobreposição 3T), a tensão dentro da junta é menor do que a tensão na seção transversal mais estreita do metal de origem.
Essencialmente, você está puxando uma ligação larga e forte, e o elo mais fraco se torna o próprio material base.
Fatores Chave que Determinam a Força
Atingir esse nível de resistência é condicional. O resultado final depende inteiramente do processo.
A Limpeza é Inegociável
As superfícies dos metais de origem devem estar escrupulosamente limpas. Quaisquer óxidos, óleos ou sujeira impedirão que o metal de adição molhe a superfície e flua corretamente, resultando em vazios e uma junta drasticamente enfraquecida. O uso de um fluxo apropriado ou uma atmosfera controlada é essencial para evitar a oxidação durante o aquecimento.
Técnica de Aquecimento Adequada
Ambos os metais de origem devem ser aquecidos uniformemente até a temperatura de brasagem correta. Se uma peça estiver mais quente que a outra, o metal de adição fluirá apenas para a seção mais quente, criando uma ligação incompleta.
Seleção Correta do Metal de Adição
O metal de adição deve ser quimicamente compatível com os metais de origem e adequado para a aplicação final, considerando fatores como temperatura de serviço e potencial para corrosão galvânica.
Fazendo a Escolha Certa para Sua Aplicação
Use estas diretrizes para determinar se a brasagem é a abordagem correta para seu projeto.
- Se seu foco principal for unir metais dissimilares ou peças delicadas de parede fina: A brasagem é uma excelente escolha devido à sua temperatura de processo mais baixa, que minimiza a distorção e o estresse térmico.
- Se seu foco principal for a força máxima em uma junta que pode ser projetada corretamente: Uma junta brasada executada corretamente fornece uma força excepcional que rivaliza ou excede os materiais base.
- Se você precisar preencher folgas grandes e inconsistentes ou exigir desempenho em temperaturas extremas: A soldagem é provavelmente um processo mais adequado para suas necessidades, pois a brasagem depende de folgas apertadas e sua força se degrada à medida que as temperaturas se aproximam do ponto de fusão do metal de adição.
Em última análise, a brasagem fornece um método de união robusto e confiável quando os princípios de projeto da junta e controle de processo são respeitados.
Tabela de Resumo:
| Fator Chave | Impacto na Força da Junta |
|---|---|
| Folga da Junta (0,001-0,005") | Crítica para o fluxo capilar e integridade da ligação |
| Sobreposição da Junta (≥3x seção mais fina) | Distribui a carga por uma área maior para maior resistência |
| Limpeza da Superfície | Previne vazios e garante a ligação metalúrgica completa |
| Aquecimento Uniforme | Permite o fluxo adequado do metal de adição e a formação completa da ligação |
Pronto para alcançar força de junta superior em suas aplicações laboratoriais?
Na KINTEK, nos especializamos em fornecer os equipamentos de laboratório e consumíveis precisos necessários para processos de brasagem impecáveis. Nossa experiência garante que você obtenha as ferramentas certas para o projeto de junta adequado, controle de temperatura e preparação de superfície — ajudando você a criar juntas brasadas que consistentemente superam os materiais base.
Entre em contato conosco hoje para discutir como nossas soluções podem aprimorar suas aplicações de união e fornecer resultados confiáveis e de alta resistência. Entre em contato com nossos especialistas para começar!
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Materiais de Diamante Dopado com Boro CVD Laboratório
- Molde de Prensa Quadrado para Aplicações Laboratoriais
- Eletrodo de Referência Calomelano Cloreto de Prata Sulfato de Mercúrio para Uso Laboratorial
- Molde de Prensagem Bidirecional Redondo para Laboratório
As pessoas também perguntam
- A brasagem pode ser usada para metais ferrosos? Sim, e eis como garantir uma junta forte.
- O que é um forno de tratamento térmico a vácuo? O Guia Definitivo para Processamento em Atmosfera Controlada
- Como funciona o tratamento térmico a vácuo? Alcance Propriedades Superiores do Material em um Ambiente Imaculado
- Como funciona um forno de brasagem a vácuo? Obtenha uma união de metal superior e sem fluxo
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores



















