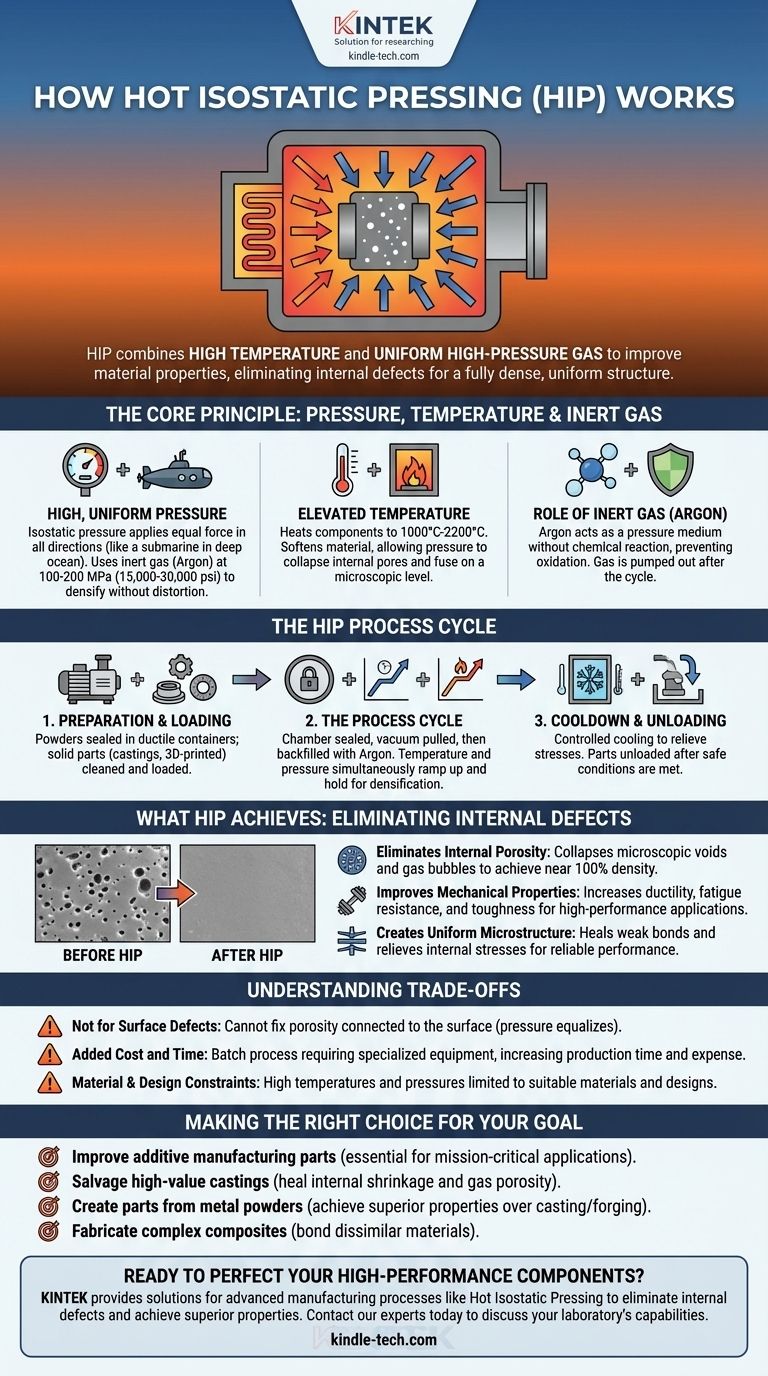
Em sua essência, a prensagem isostática a quente (HIP) é um processo de fabricação que utiliza uma combinação de alta temperatura e gás uniforme de alta pressão para melhorar as propriedades de metais, cerâmicas e outros materiais. Funciona como um forno de alta pressão, aquecendo simultaneamente um componente e comprimindo-o de todas as direções para eliminar defeitos internos e criar uma estrutura totalmente densa e uniforme.
O propósito fundamental do HIP é remover a porosidade interna. Ao submeter uma peça a temperaturas próximas ao seu ponto de sinterização e aplicar pressão extrema e uniforme com um gás inerte, o processo colapsa vazios internos, funde ligações metalúrgicas e cria um material com propriedades mecânicas superiores.

O Princípio Central: Temperatura, Pressão e Gás Inerte
A eficácia do HIP reside no controle preciso de três elementos-chave que trabalham em uníssono dentro de uma câmara selada de alta pressão.
Pressão Alta e Uniforme
A prensagem isostática a quente aplica pressão isostática, o que significa que é igual em todas as direções. Imagine um submarino no fundo do oceano — a pressão da água é a mesma em cada ponto de seu casco.
O HIP consegue isso usando um gás inerte, tipicamente argônio, pressurizado entre 100 e 200 MPa (15.000 a 30.000 psi). Essa pressão uniforme garante que uma peça seja densificada sem distorcer sua forma líquida.
Temperatura Elevada
Dentro do vaso de pressão, um forno de alta temperatura aquece os componentes. A temperatura alvo, variando de 1000°C a 2200°C, é escolhida com base no material que está sendo processado.
Esse calor amolece o material, tornando-o maleável o suficiente para que a alta pressão colapse os poros internos e solde o material em nível microscópico.
O Papel do Gás Inerte
Um gás inerte como o argônio é crítico porque atua como meio de transferência de pressão sem reagir quimicamente com a peça.
Usar um gás reativo como o oxigênio causaria oxidação e arruinaria o material nessas altas temperaturas. O argônio simplesmente aplica a pressão, faz seu trabalho e é bombeado para fora depois, deixando a química do material inalterada.
O Processo HIP Passo a Passo
Embora os parâmetros específicos sejam adaptados a cada aplicação, a sequência operacional segue um caminho consistente e altamente controlado.
1. Preparação e Carregamento
Para peças feitas de pós metálicos, o pó é primeiro selado a vácuo em um recipiente de metal ou vidro que se tornará dúctil na temperatura HIP.
Para peças sólidas existentes, como fundidos ou componentes impressos em 3D, elas são simplesmente limpas e carregadas diretamente na câmara da unidade HIP.
2. O Ciclo do Processo
Uma vez que a câmara é selada, um programa controlado por computador começa. O sistema primeiro puxa um vácuo para remover quaisquer gases reativos.
Em seguida, ele preenche a câmara com argônio e começa a aumentar simultaneamente a temperatura e a pressão. Os componentes são mantidos na temperatura e pressão alvo por uma duração específica, permitindo que o material se densifique completamente.
3. Resfriamento e Descarregamento
Após a conclusão do ciclo, os componentes são resfriados de forma controlada para aliviar as tensões térmicas. Uma vez de volta a uma temperatura e pressão seguras, as peças são descarregadas.
Todo o processo, do carregamento ao descarregamento, pode levar várias horas, dependendo do material e do tamanho da carga.
O Que o HIP Consegue: Eliminando Defeitos Internos
O objetivo principal do HIP é resolver imperfeições microscópicas que comprometem o desempenho e a integridade estrutural de uma peça.
Eliminando a Porosidade Interna
Quer sejam pequenas bolhas de gás em uma fundição ou vazios microscópicos entre as camadas em uma peça impressa em 3D, o HIP força esses espaços vazios a colapsar e desaparecer. Isso eleva a densidade da peça para quase 100% de seu máximo teórico.
Melhorando as Propriedades Mecânicas
Ao remover defeitos, o HIP melhora drasticamente o desempenho de um material. O resultado é o aumento da ductilidade, resistência à fadiga e tenacidade geral. Isso é crítico para peças de alto desempenho usadas em aplicações aeroespaciais, médicas e de energia.
Criando uma Microestrutura Uniforme
O processo cura ligações fracas entre as camadas em peças fabricadas aditivamente e alivia tensões internas em fundidos. Isso cria uma estrutura de material homogênea e consistente, garantindo desempenho confiável e previsível sob carga.
Compreendendo as Trocas
Embora incrivelmente poderoso, o HIP não é uma solução universal. Compreender suas limitações é fundamental para usá-lo de forma eficaz.
Não é uma Solução para Defeitos de Superfície
O processo HIP depende da pressão externa para fechar vazios internos. Ele não pode corrigir porosidade ou rachaduras que estão conectadas à superfície da peça, pois a pressão dentro do defeito se igualará à pressão da câmara.
Custo e Tempo Adicionados
O HIP é um processo em lote que requer equipamentos especializados e caros. Ele adiciona uma etapa significativa ao fluxo de trabalho de fabricação, aumentando tanto o custo por peça quanto o tempo de espera geral.
Restrições de Material e Design
O processo é mais adequado para componentes de alto valor onde o desempenho e a confiabilidade não são negociáveis. As altas temperaturas e pressões também podem impor restrições ao design e à seleção de materiais para as peças que estão sendo tratadas.
Fazendo a Escolha Certa para o Seu Objetivo
Decidir se deve usar o HIP depende inteiramente do seu material, método de fabricação e requisitos de desempenho.
- Se o seu foco principal é melhorar peças fabricadas aditivamente: O HIP é essencial para fechar a porosidade interna e criar uma microestrutura homogênea necessária para aplicações de missão crítica.
- Se o seu foco principal é salvar fundidos de alto valor: O HIP pode curar o encolhimento interno e a porosidade de gás, aumentando drasticamente o rendimento e a confiabilidade dos componentes fundidos.
- Se o seu foco principal é criar peças a partir de pós metálicos: O HIP é um método poderoso para alcançar a densificação total e criar materiais com propriedades superiores às dos feitos por fundição ou forjamento.
- Se o seu foco principal é fabricar compósitos complexos: O HIP fornece o calor e a pressão necessários para unir materiais dissimilares, como na criação de compósitos de matriz metálica.
Em última análise, a prensagem isostática a quente é uma ferramenta de acabamento que transforma bons componentes em excepcionais, aperfeiçoando sua estrutura interna.
Tabela Resumo:
| Elemento Chave | Função | Faixa Típica |
|---|---|---|
| Pressão | Aplica força uniforme e isostática de todas as direções | 100 - 200 MPa (15.000 - 30.000 psi) |
| Temperatura | Amolece o material para permitir a densificação | 1000°C - 2200°C |
| Meio Gasoso | Gás inerte (Argônio) transfere pressão sem reação química | Argônio |
| Benefício Primário | Elimina porosidade interna, aumenta a vida útil à fadiga e a tenacidade | Alcança quase 100% de densidade |
Pronto para aperfeiçoar seus componentes de alto desempenho?
A KINTEK é especializada em equipamentos e consumíveis de laboratório, fornecendo soluções para processos de fabricação avançados como a Prensagem Isostática a Quente. Nossa experiência pode ajudá-lo a eliminar defeitos internos em suas fundições, peças impressas em 3D e componentes de metalurgia do pó, resultando em propriedades mecânicas e confiabilidade superiores.
Entre em contato com nossos especialistas hoje para discutir como nossas soluções podem aprimorar as capacidades e o desempenho de materiais do seu laboratório.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Moldes de Prensagem Isostática para Laboratório
As pessoas também perguntam
- Qual é a temperatura de uma prensa isostática a quente? Alcance a Densificação Ótima para Seus Materiais
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?

















