Para projetos que exigem protótipos de alta fidelidade e tiragens de produção de baixo volume, o vazamento a vácuo é um processo notavelmente preciso. Ele geralmente atinge uma tolerância dimensional de ±0,3% da dimensão nominal. Para peças menores, uma tolerância de base comum é de aproximadamente ±0,15 mm no primeiro milímetro.
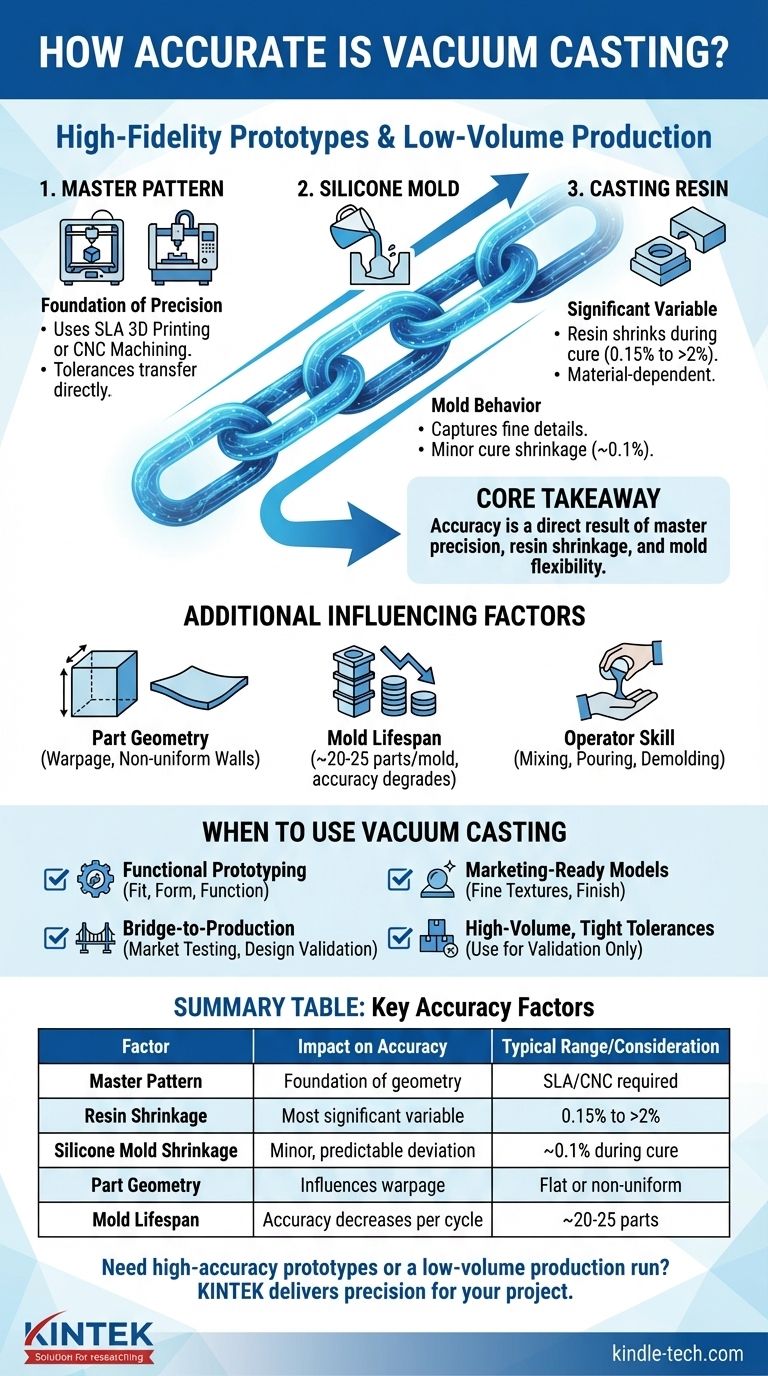
A principal conclusão é que a precisão do vazamento a vácuo não é um número único, mas um resultado direto de três fatores chave: a precisão do molde mestre, a retração previsível da resina de fundição e a flexibilidade inerente do molde de silicone.

O Que Governa a Precisão do Vazamento a Vácuo?
Para entender verdadeiramente se o processo é adequado para sua peça, você deve observar as variáveis que contribuem para as dimensões finais. A precisão é uma cadeia de dependências, começando com seu modelo mestre.
O Molde Mestre: Sua Fundação de Precisão
A peça fundida final nunca pode ser mais precisa do que o molde mestre usado para criar o molde. Este modelo inicial é a fonte de toda a geometria subsequente.
Métodos de alta precisão como a impressão 3D SLA (Estereolitografia) ou a usinagem CNC são usados para criar o mestre. As tolerâncias desta etapa inicial são diretamente transferidas para o produto final.
Comportamento do Molde de Silicone
Uma borracha de silicone líquida é despejada ao redor do molde mestre para criar o molde. Embora este material seja excelente para capturar detalhes finos de superfície, ele tem seus próprios comportamentos físicos.
O próprio silicone sofre uma pequena quantidade de retração à medida que cura, tipicamente em torno de 0,1%. Isso é considerado no projeto, mas é uma fonte de desvio menor.
Retração da Resina de Fundição
Este é frequentemente o fator mais significativo que afeta a precisão dimensional. As resinas de poliuretano usadas no vazamento a vácuo encolhem à medida que passam por uma reação química para curar e solidificar.
Os fabricantes de materiais fornecem fichas de dados especificando a taxa de retração para cada resina, que pode variar de 0,15% a mais de 2%. Técnicos experientes levam isso em consideração, mas continua sendo uma variável crítica.
Geometria e Tamanho da Peça
O projeto da sua peça desempenha um papel direto em sua precisão final.
Peças grandes e planas são mais suscetíveis à deformação, enquanto peças com espessuras de parede não uniformes podem ter retração variada, levando a tensões internas e distorção menor.
Entendendo as Compensações
O vazamento a vácuo oferece um equilíbrio excepcional de recursos, mas é crucial reconhecer suas limitações em relação a outros processos.
Precisão vs. Vida Útil do Molde
Um único molde de silicone pode tipicamente produzir 20 a 25 peças. No entanto, o molde se degrada ligeiramente a cada ciclo de fundição.
Isso significa que a 20ª peça retirada de um molde pode ter tolerâncias ligeiramente mais folgadas e detalhes menos nítidos do que a primeira peça. Para precisão consistente em uma tiragem, novos moldes podem ser necessários.
Não é um Substituo para Ferramental Rígido
O vazamento a vácuo não é um substituto direto para a moldagem por injeção de alto volume. A moldagem por injeção usa ferramentas de aço robustas que podem produzir centenas de milhares de peças altamente repetíveis com tolerâncias mais rigorosas.
A compensação é custo e velocidade. Uma ferramenta de aço é ordens de magnitude mais cara e demorada de criar do que um molde de silicone.
A Influência da Habilidade do Operador
O processo envolve um grau significativo de habilidade humana. A mistura correta da resina, um vazamento controlado e a desmoldagem cuidadosa dependem de um técnico experiente para minimizar a variabilidade e garantir o melhor resultado possível.
O Vazamento a Vácuo é Preciso o Suficiente para o Seu Projeto?
Use estas diretrizes para determinar se o processo se adequa ao seu objetivo específico.
- Se seu foco principal for prototipagem funcional: O vazamento a vácuo é uma excelente escolha, pois sua precisão é mais do que suficiente para testes de ajuste, forma e função com materiais de qualidade de produção.
- Se seu foco principal for criar modelos prontos para marketing: Sua capacidade de replicar texturas finas e produzir um acabamento de superfície impecável o torna uma opção superior.
- Se seu foco principal for uma tiragem de ponte para produção: É ideal para produzir algumas centenas de peças para testar o mercado ou validar um projeto antes de se comprometer com ferramentas de aço caras para moldagem por injeção.
- Se seu foco principal for fabricação de alto volume com tolerâncias muito rigorosas: Você deve planejar usar o vazamento a vácuo para validação e, em seguida, fazer a transição para a moldagem por injeção ou usinagem CNC para produção em massa.
Ao entender esses fatores, você pode alavancar com confiança o equilíbrio exclusivo de velocidade, qualidade do material e precisão do vazamento a vácuo para sua aplicação.
Tabela Resumo:
| Fator | Impacto na Precisão | Faixa Típica/Consideração |
|---|---|---|
| Molde Mestre | Fundação de toda a geometria | Impressão 3D SLA ou usinagem CNC necessária |
| Retração da Resina | Variável mais significativa | 0,15% a mais de 2% (depende do material) |
| Retração do Molde de Silicone | Desvio menor e previsível | ~0,1% durante a cura |
| Geometria da Peça | Influencia a deformação e distorção | Áreas grandes e planas ou paredes não uniformes são desafiadoras |
| Vida Útil do Molde | A precisão diminui ligeiramente a cada ciclo | ~20-25 peças por molde para qualidade consistente |
Precisa de protótipos de alta precisão ou uma tiragem de produção de baixo volume?
O vazamento a vácuo da KINTEK oferece a precisão de que você precisa para testes funcionais e modelos prontos para o mercado. Nossa experiência em equipamentos de laboratório e consumíveis garante que seu projeto se beneficie da seleção ideal de materiais e técnica especializada.
Vamos discutir seus requisitos de tolerância específicos e metas de projeto. Contate nossos especialistas hoje para ver se o vazamento a vácuo é a solução certa para você!
Guia Visual
Produtos relacionados
- Máquina de Montagem a Frio a Vácuo para Preparação de Amostras
- Sistema de Rotação por Fusão a Vácuo Forno de Fusão a Arco
- Máquina de Forno de Prensagem a Quente a Vácuo para Laminação e Aquecimento
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Sinterização de Porcelana Dental a Vácuo
As pessoas também perguntam
- O que faz uma prensa a vácuo? Obtenha uma Fixação Perfeita e Uniforme para Laminados e Compósitos
- Como funciona uma prensa a vácuo? Aproveite a Pressão Atmosférica para Laminação Perfeita
- O que é uma máquina de prensa a vácuo? Aproveite a Pressão Atmosférica para uma Laminação Perfeita
- Quais são as desvantagens da preparação de amostras? Minimize Erros, Custos e Atrasos no Seu Laboratório
- Quais métodos de preparação de amostras são usados em laboratórios? Domine a Etapa Inicial Crítica para Análises Confiáveis



















