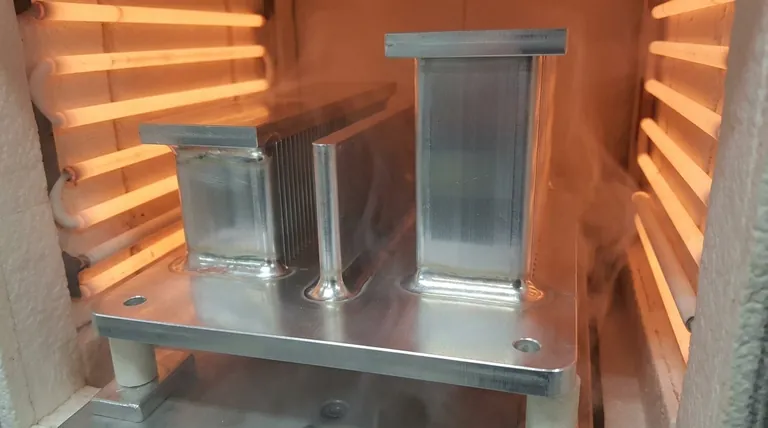
Sim, é absolutamente possível brasagem a vácuo de alumínio. É um processo industrial sofisticado e altamente eficaz usado para criar uniões fortes e limpas sem a necessidade de fluxos químicos. O método baseia-se em um ambiente de alto vácuo combinado com um ativador metálico, tipicamente magnésio, para remover quimicamente a camada de óxido teimosa que se forma naturalmente nas superfícies de alumínio, permitindo que o metal de adição de brasagem molhe e se una adequadamente ao material base.
A brasagem de alumínio é fundamentalmente uma batalha contra sua camada de óxido resistente e passiva (Al₂O₃). A brasagem a vácuo vence essa batalha não pela força, mas com sutileza — usando alto vácuo e um ativador de magnésio para minar e destacar o filme de óxido por baixo da superfície, permitindo uma união impecável e sem fluxo.
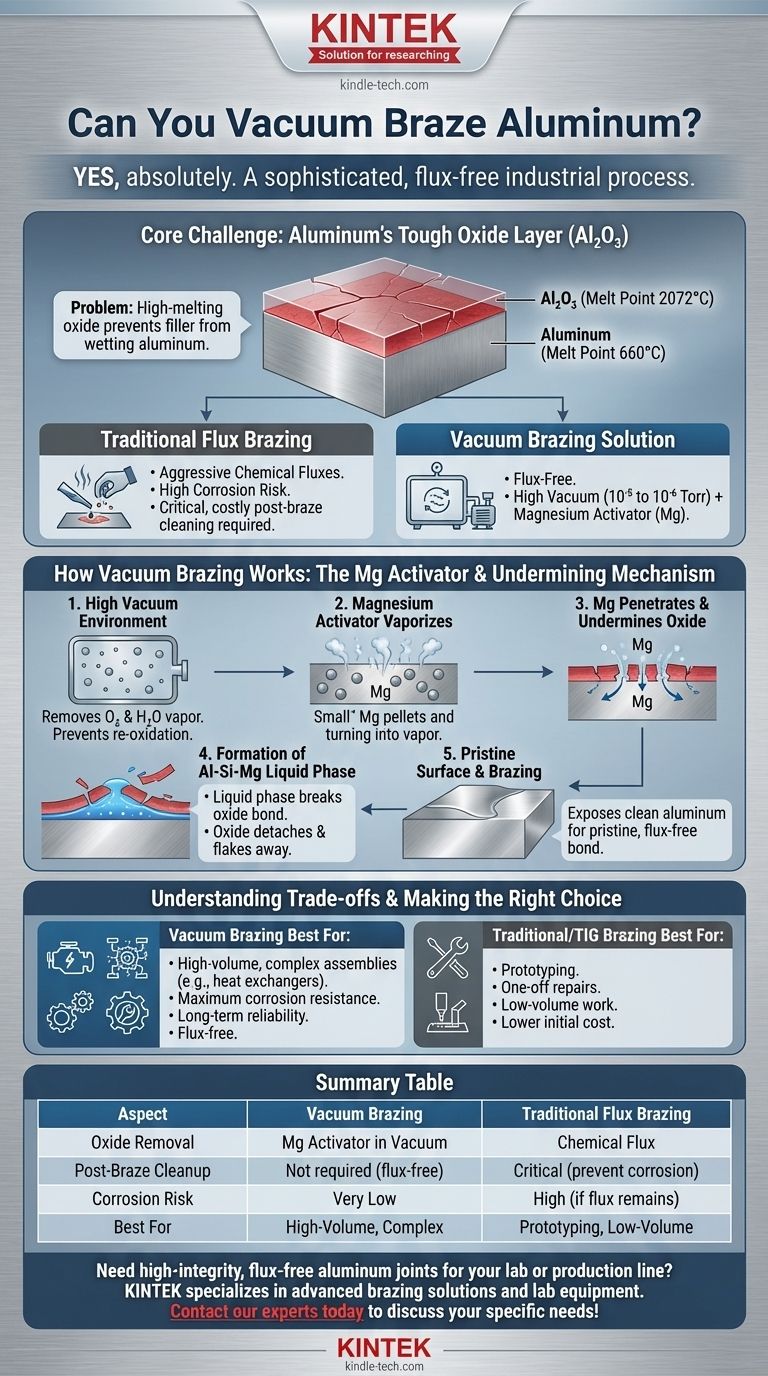
O Desafio Principal: A Camada de Óxido do Alumínio
O principal obstáculo na união de alumínio não é o próprio metal, mas a fina e transparente camada de óxido de alumínio (Al₂O₃) que se forma instantaneamente em sua superfície quando exposta ao ar.
Por que o Al₂O₃ é um Problema
Essa camada de óxido é incrivelmente tenaz e estável. Ela derrete a aproximadamente 2072°C (3762°F), enquanto o próprio alumínio derrete a uma temperatura muito mais baixa de 660°C (1220°F).
Durante a brasagem, o metal de adição deve derreter e fluir para o metal base. O filme de óxido de alto ponto de fusão atua como uma barreira, impedindo que o metal de adição fundido faça contato e "molhe" a superfície do alumínio, inibindo assim uma ligação metalúrgica adequada.
A Solução Tradicional (e suas Desvantagens)
Historicamente, esse problema era resolvido usando fluxos químicos agressivos. Esses fluxos atacavam quimicamente e dissolviam a camada de óxido, mas são altamente corrosivos.
Se não for completamente removido após a brasagem, o fluxo residual pode ficar preso na união, levando a corrosão catastrófica e falha do componente ao longo do tempo. Isso torna a limpeza pós-brasagem uma etapa crítica, custosa e difícil.
Como a Brasagem a Vácuo Resolve o Problema do Óxido
A brasagem a vácuo oferece uma solução elegante e sem fluxo, alterando o ambiente químico dentro de um forno selado.
O Papel do Vácuo
O processo é realizado em alto vácuo, tipicamente na faixa de 10⁻⁵ a 10⁻⁶ Torr. Este ambiente de baixa pressão remove virtualmente todo o oxigênio e vapor de água da câmara do forno.
Ao eliminar esses gases reativos, o vácuo impede que o alumínio reoxide à medida que é aquecido até sua temperatura de brasagem.
O Ingrediente Chave: O Ativador de Magnésio
Com a oxidação prevenida, o desafio final é remover o filme de óxido pré-existente. Isso é conseguido adicionando uma pequena quantidade de um ativador, mais comumente magnésio (Mg), ao forno, muitas vezes como parte do material de adição de brasagem.
Teorias iniciais sugeriam que o magnésio simplesmente "eliminava" qualquer oxigênio restante. No entanto, o verdadeiro mecanismo é mais sofisticado.
O Mecanismo de Minagem
À medida que o forno aquece, o magnésio vaporiza. Este vapor de Mg penetra através de rachaduras e defeitos microscópicos na camada de Al₂O₃.
Uma vez sob o filme de óxido, o magnésio reage com o alumínio base e o silício (do metal de adição) para formar uma fase líquida de Al-Si-Mg de baixo ponto de fusão diretamente na interface.
Essa fase líquida derrete antes da liga de adição principal, quebrando efetivamente a ligação entre o filme de óxido e o alumínio base. O filme de óxido se desprende e se solta, expondo uma superfície de alumínio perfeitamente limpa e crua para o metal de adição de brasagem se unir.
Compreendendo as Trocas
Embora poderosa, a brasagem a vácuo não é uma solução universal. Ela envolve equipamentos específicos e considerações de processo.
Alto Investimento Inicial
Os fornos de brasagem a vácuo são complexos e representam um investimento de capital significativo em comparação com o equipamento necessário para brasagem convencional por tocha ou indução.
Experiência no Processo Necessária
O processo requer controle preciso sobre perfis de temperatura, níveis de vácuo e química do material. É um processo altamente projetado, mais adequado para ambientes de produção controlados e repetíveis.
Restrições de Material e Design
Nem todas as ligas de alumínio são adequadas para brasagem a vácuo. O processo funciona melhor com ligas "brasáveis" específicas e materiais revestidos. O design da peça também deve permitir que o vapor de magnésio alcance todas as áreas da união.
Fazendo a Escolha Certa para Sua Aplicação
Decidir se deve especificar a brasagem a vácuo depende inteiramente dos objetivos, escala e requisitos de desempenho do seu projeto.
- Se o seu foco principal é a produção de alto volume de conjuntos complexos (como trocadores de calor automotivos ou placas frias aeroespaciais): A brasagem a vácuo é o padrão da indústria por sua repetibilidade inigualável e capacidade de produzir uniões limpas, confiáveis e sem fluxo em processos em lote.
- Se o seu foco principal é a máxima resistência à corrosão e confiabilidade a longo prazo: A brasagem a vácuo é a escolha superior porque elimina completamente o risco de fluxo corrosivo aprisionado, que é um modo de falha comum em componentes brasados com fluxo.
- Se o seu foco principal é prototipagem, reparos únicos ou trabalho de baixo volume: O alto custo e a complexidade da brasagem a vácuo a tornam impraticável. A brasagem TIG tradicional ou métodos modernos baseados em fluxo são muito mais acessíveis e econômicos.
Ao compreender a ciência subjacente, você pode alavancar com confiança a brasagem a vácuo para aplicações que exigem o mais alto nível de qualidade e desempenho.
Tabela Resumo:
| Aspecto | Brasagem a Vácuo | Brasagem Tradicional com Fluxo |
|---|---|---|
| Remoção de Óxido | Ativador de magnésio em vácuo | Fluxo químico |
| Limpeza Pós-Brasagem | Não necessária (sem fluxo) | Crítica para prevenir corrosão |
| Risco de Corrosão | Muito baixo | Alto se o fluxo não for totalmente removido |
| Melhor Para | Montagens complexas de alto volume (ex: trocadores de calor) | Prototipagem, reparos de baixo volume |
Precisa de uniões de alumínio de alta integridade e sem fluxo para seu laboratório ou linha de produção? A KINTEK é especializada em soluções avançadas de brasagem e equipamentos de laboratório. Nossa experiência garante que suas montagens de alumínio alcancem máxima resistência e resistência à corrosão. Entre em contato com nossos especialistas hoje para discutir como podemos apoiar suas necessidades específicas de laboratório e fabricação!
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Grafitação a Vácuo de Ultra-Alta Temperatura de Grafite
- Forno de Tratamento Térmico a Vácuo e Sinterização por Pressão para Aplicações de Alta Temperatura
- Forno de Prensagem a Quente a Vácuo Máquina de Prensagem a Vácuo Forno Tubular
- Forno de Tubo Rotativo de Trabalho Contínuo com Vedação a Vácuo Forno de Tubo Giratório
As pessoas também perguntam
- A brasagem pode ser usada para metais ferrosos? Sim, e eis como garantir uma junta forte.
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados
- Como se brasa um forno? Um Guia para a União de Metais de Alto Volume e Precisão



















