Visão geral da prensagem isostática
Índice
- Visão geral da prensagem isostática
- Prensagem isostática a frio (CIP) vs Prensagem isostática a quente (HIP)
- Comparação da prensagem isostática a frio e a quente
- Explicação da utilização da prensagem isostática a frio (CIP) na compactação de peças verdes à temperatura ambiente
- Descrição da prensagem isostática a quente (HIP) na consolidação total de peças a altas temperaturas e o seu papel na eliminação da porosidade residual de uma peça PM sinterizada
- Vantagens e aplicações da prensagem isostática a frio (CIP)
- Vantagens da prensagem isostática a frio, especialmente para compactos grandes ou complexos
- Gama de materiais que podem ser prensados isostaticamente, incluindo metais, cerâmicas, plásticos e compósitos
- Detalhes sobre as pressões necessárias para a compactação na prensagem isostática a frio
- Utilização de moldes elastoméricos no processo de saco húmido ou seco na prensagem isostática a frio
Definição e importância da prensagem isostática na metalurgia do pó
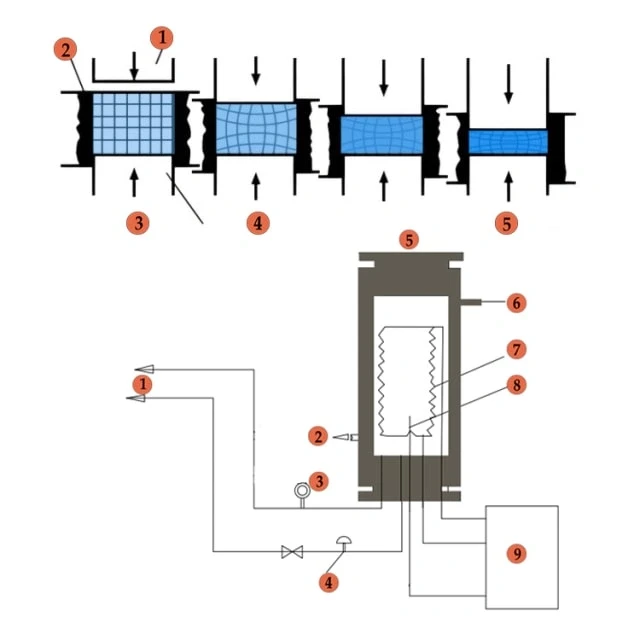
A prensagem isostática é uma técnica de processamento de pós que utiliza a pressão do fluido para compactar a peça. Envolve a colocação de pós metálicos num recipiente flexível, que actua como um molde para a peça. A pressão do fluido é exercida sobre toda a superfície externa do recipiente, fazendo com que o pó seja formado na geometria desejada. Ao contrário de outros processos que exercem força sobre o pó através de um eixo, a prensagem isostática aplica pressão igualmente em todas as direcções.
A prensagem isostática é amplamente utilizada na indústria transformadora pela sua capacidade de produzir materiais com uma densidade elevada e uniforme. Este processo é especialmente benéfico para peças de maiores dimensões, com rácios de espessura e diâmetro elevados ou que requerem propriedades materiais superiores. Permite a produção de formas complexas e tolerâncias precisas, reduzindo a necessidade de maquinação dispendiosa. A prensagem isostática é normalmente utilizada na consolidação de pós e na correção de defeitos de peças fundidas em várias indústrias, incluindo cerâmica, metais, compósitos, plásticos e carbono.

Compreender a uniformidade da densidade e da microestrutura obtida através da prensagem isostática
A prensagem isostática garante a compactação uniforme do pó e a densidade uniforme dentro da peça compactada. A pressão total exercida pelo fluido durante o processo de prensagem elimina as variações de densidade que são frequentemente uma preocupação nos métodos de processamento convencionais. A utilização de uma membrana flexível ou de um recipiente hermético como barreira de pressão entre o pó e o meio de pressurização (líquido ou gás) assegura que a pressão é aplicada de forma igual em todas as direcções.
A densidade uniforme obtida através da prensagem isostática é altamente desejável para várias aplicações. Permite propriedades e desempenho consistentes do material, garantindo produtos fiáveis e de alta qualidade. Além disso, a eliminação da porosidade na mistura de pó resulta numa maior resistência mecânica e integridade estrutural.
A prensagem isostática oferece várias vantagens em relação a outras técnicas de fabrico. Permite a compactação do pó com a mesma pressão em todas as direcções, conduzindo a uma densidade elevada e uniforme. Este processo também elimina muitas das restrições que limitam a geometria das peças compactadas unidireccionalmente em moldes rígidos. A prensagem isostática é particularmente adequada para materiais caros e difíceis de compactar, tais como superligas, titânio, aços para ferramentas, aço inoxidável e berílio, uma vez que assegura uma utilização altamente eficiente do material.

Prensagem isostática a frio (CIP) vs Prensagem isostática a quente (HIP)
Comparação da prensagem isostática a frio e a quente
No domínio do processamento de materiais, destacam-se duas técnicas poderosas: A Prensagem Isostática a Frio (CIP) e a Prensagem Isostática a Quente (HIP). Embora ambos os métodos partilhem o objetivo de melhorar as propriedades dos materiais, fazem-no em condições diferentes, oferecendo cada um deles vantagens únicas.
A prensagem isostática a frio (CIP) consiste em submeter um material a uma pressão uniforme de todos os lados. Isto é conseguido através da imersão do material num meio fluido de alta pressão e da aplicação de pressão hidráulica. A CIP é particularmente eficaz para moldar e consolidar materiais em pó, criar formas complexas e obter uma elevada densidade verde.
A prensagem isostática a quente (HIP), por outro lado, leva o processo um passo mais além, combinando alta pressão com temperaturas elevadas. Este método submete um material a alta pressão e alta temperatura simultâneas numa câmara de alta pressão. O HIP é utilizado para densificar materiais, eliminar defeitos e melhorar as propriedades através da difusão e consolidação. É especialmente valioso para materiais que requerem integridade estrutural melhorada, porosidade reduzida e propriedades mecânicas mais elevadas.
Explicação da utilização da prensagem isostática a frio (CIP) na compactação de peças verdes à temperatura ambiente
A prensagem isostática a frio (CIP) é um método de compactação de materiais em pó numa massa sólida homogénea antes da maquinação ou sinterização. A CIP envolve a compactação a frio utilizando pressão isostática, em que o pó é sujeito a igual pressão de todas as direcções. Este método é particularmente útil para a moldagem e consolidação inicial de materiais em pó. É normalmente utilizado para peças demasiado grandes para serem prensadas em prensas uniaxiais e que não requerem uma elevada precisão no estado sinterizado. A CIP é também conhecida como prensagem hidrostática e é um processo simples, capaz de produzir biletes ou pré-formas de elevada integridade com um mínimo de distorção ou fissuração quando cozinhados.
Descrição da prensagem isostática a quente (HIP) na consolidação total de peças a altas temperaturas e o seu papel na eliminação da porosidade residual de uma peça PM sinterizada
A prensagem isostática a quente (HIP) é um processo que consolida o material e fecha os poros das peças através da aplicação de calor e pressão. Pode ser aplicado a muitos materiais diferentes, incluindo metais e cerâmicas. A HIP é utilizada para consolidar totalmente as peças a temperaturas elevadas por difusão em estado sólido. Este método combina alta pressão e alta temperatura dentro de uma câmara de alta pressão para obter densificação e propriedades melhoradas.
A HIP é particularmente eficaz na eliminação da porosidade residual de uma peça sinterizada de metalurgia do pó (PM). Melhora a densidade da peça, a ductilidade, a resistência à fadiga e outras propriedades do material. A HIP também pode incluir etapas de pós-processamento, como a têmpera e o envelhecimento, para melhorar ainda mais o desempenho do material.
A prensagem isostática a quente (HIP) tem sido utilizada há décadas para consolidar pós metálicos e compósitos de matriz metálica, produzir componentes totalmente densos, eliminar a porosidade em peças sinterizadas, produzir peças revestidas de metal através de ligação por difusão e eliminar defeitos em peças fundidas. Nos últimos anos, a HIP também desempenhou um papel crucial na garantia e no aumento da qualidade dos componentes críticos produzidos pelo fabrico de aditivos à base de pó.

Em geral, a prensagem isostática a frio (CIP) e a prensagem isostática a quente (HIP) são duas técnicas de metalurgia do pó utilizadas para produzir componentes metálicos densos e de alta qualidade. A CIP é ideal para a modelação e consolidação inicial, enquanto a HIP é preferida para obter peças totalmente consolidadas com propriedades melhoradas e porosidade reduzida.
Vantagens e aplicações da prensagem isostática a frio (CIP)
Vantagens da prensagem isostática a frio, especialmente para compactos grandes ou complexos
A prensagem isostática a frio (CIP) oferece várias vantagens, especialmente para a produção de compactos grandes ou complexos. Ao contrário dos métodos de prensagem tradicionais que requerem matrizes dispendiosas, a CIP permite a produção de peças sem o elevado custo inicial das matrizes de prensagem. Isto torna-a uma opção económica para o fabrico de peças em que o elevado custo das matrizes não se justifica. Além disso, o processo CIP permite a produção de peças compactas muito grandes ou complexas, o que pode não ser possível com outros métodos de prensagem.

Gama de materiais que podem ser prensados isostaticamente, incluindo metais, cerâmicas, plásticos e compósitos
O CIP é um processo versátil que pode ser utilizado para prensar uma vasta gama de materiais, incluindo metais, cerâmicas, plásticos e compósitos. Isto torna-o adequado para várias indústrias e aplicações. Quer necessite de produzir componentes metálicos, peças cerâmicas ou produtos plásticos, a CIP pode acomodar diferentes tipos de materiais e fornecer compactos de alta qualidade.
Detalhes sobre as pressões necessárias para a compactação na prensagem isostática a frio
As pressões necessárias para a compactação em prensagem isostática a frio podem variar consoante o material específico e a aplicação. Geralmente, as pressões variam de menos de 5.000 psi a mais de 100.000 psi (34,5 a 690 MPa). A elevada pressão aplicada durante o processo CIP ajuda a obter uma compactação e densidade uniformes no produto final. Isto resulta em peças com uma contração previsível durante os processos subsequentes, como a sinterização.
Utilização de moldes elastoméricos no processo de saco húmido ou seco na prensagem isostática a frio
Na prensagem isostática a frio, os pós são compactados envolvendo-os num molde elastomérico. Os moldes elastoméricos, normalmente feitos de materiais como poliuretano, borracha ou cloreto de polivinilo (PVC), têm baixa resistência à deformação. Isto permite que o molde seja uniformemente comprimido quando a pressão do líquido é aplicada.
Existem dois tipos de processos de prensagem isostática a frio: saco húmido e saco seco. No processo de saco húmido, o molde elastomérico é removido e enchido novamente após cada ciclo de pressão. Este método é adequado para a compactação de peças grandes e complicadas. Por outro lado, o método de saco seco envolve a utilização de um molde integral que faz parte do recipiente. Este método é utilizado para peças mais simples e mais pequenas.
Em geral,prensagem isostática a frio é um método versátil e económico para a produção de compactos grandes ou complexos em vários materiais. As suas vantagens, tais como a capacidade de acomodar diferentes tipos de materiais e produzir produtos de densidade uniforme, tornam-na uma opção viável para indústrias que vão desde a aeroespacial à automóvel.
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Moldes de Prensagem Isostática para Laboratório
Artigos relacionados
- Etapas da operação de prensagem isostática dividida
- Prensagem isostática a frio: um divisor de águas na ciência dos materiais
- Princípio e processo de prensagem isostática a frio
- O Preço da Uniformidade: Um Guia Estratégico para Custos de Prensas Isostáticas a Frio
- Para Além do Molde: A Vantagem Invisível da Prensagem Isostática a Frio

















