Prensagem Isostática a Quente (HIP) é um processo de fabricação pós-fundição que utiliza alta temperatura e pressão isostática uniforme para eliminar a porosidade interna em componentes metálicos. Ao submeter uma peça fundida a esse ambiente dentro de um vaso selado com um gás inerte como o argônio, o material se deforma plasticamente e sofre fluência (creep) em nível microscópico, forçando os vazios e defeitos internos a colapsarem e se soldarem completamente. Este processo de adensamento melhora drasticamente as propriedades mecânicas e a confiabilidade da peça final.
O HIP não é um método de fundição em si, mas sim um tratamento secundário crítico. Ele transforma uma peça fundida padrão com potenciais falhas internas em um componente totalmente denso e de alto desempenho, com propriedades mecânicas que podem rivalizar com as de materiais forjados mais caros.

O Propósito Central: Por Que as Fundições Precisam de HIP
O Problema Inerente da Porosidade
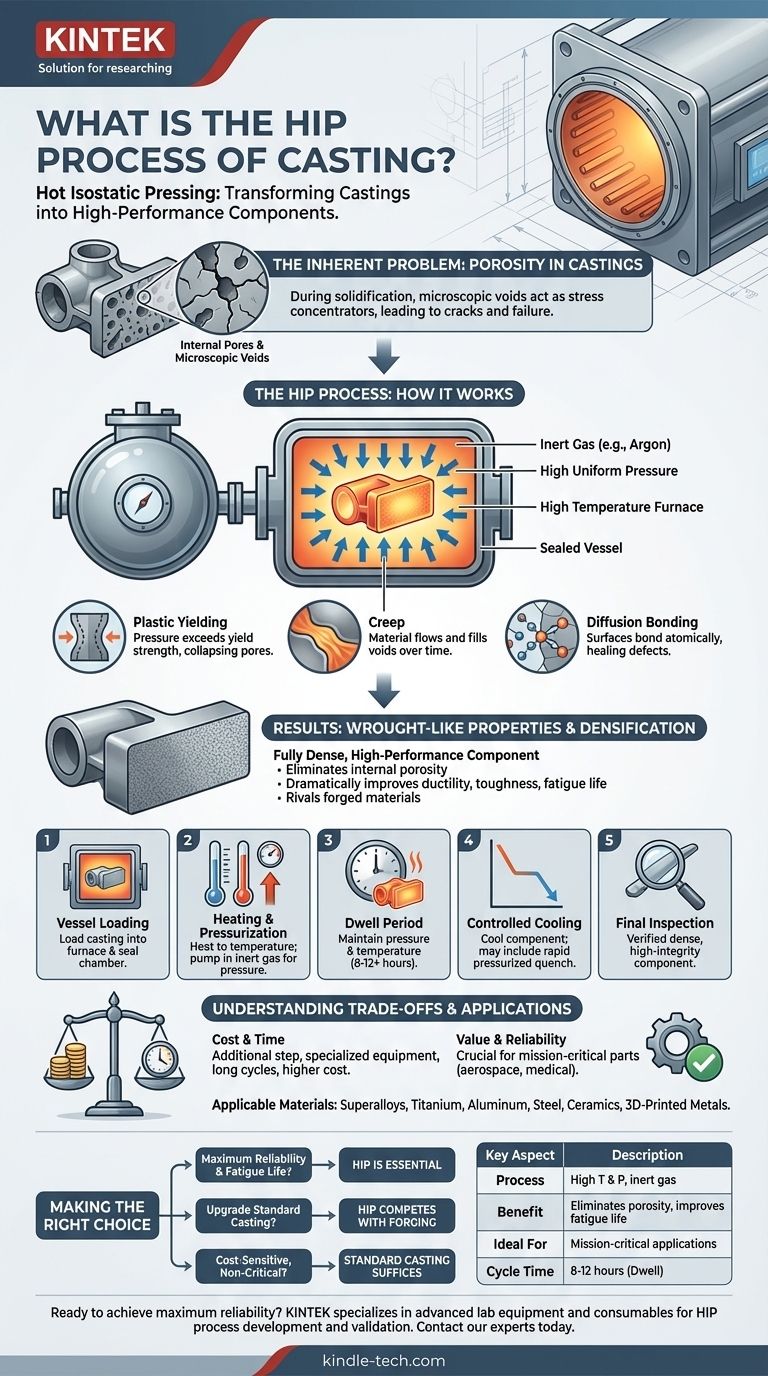
Durante o processo de solidificação, vazios microscópicos ou poros podem se formar dentro de uma peça fundida de metal. Esses defeitos são frequentemente indetectáveis por inspeção de superfície.
Esses poros internos atuam como concentradores de tensão, tornando-se os pontos de início de trincas e falha final do componente, especialmente sob condições de fadiga ou alta tensão.
Atingindo Propriedades Semelhantes às de Laminados
Ao eliminar essa porosidade interna, o processo HIP melhora significativamente as propriedades mecânicas de uma peça fundida, incluindo ductilidade, tenacidade e vida útil à fadiga.
A estrutura de material densa e uniforme resultante permite que as peças fundidas tratadas com HIP desafiem o desempenho de peças feitas de material laminado ou forjado, que são tradicionalmente consideradas superiores.
Como os Defeitos São Eliminados
O processo depende de uma combinação de três mecanismos em alta temperatura e pressão:
- Deformação Plástica: A pressão excede o limite de escoamento do material, fazendo com que ele se deforme e colapse os poros.
- Fluência (Creep): Durante o longo tempo de ciclo, o material flui lentamente ou "escorre" para preencher os vazios restantes.
- Soldagem por Difusão: No nível atômico, as superfícies colapsadas do antigo vazio se unem, curando completamente o defeito e não deixando vestígios de que ele esteve ali.
Como o Processo HIP Funciona: Uma Análise Passo a Passo
O Vaso HIP
Todo o processo ocorre dentro de um equipamento especializado que combina um forno de alta temperatura com um vaso de contenção de alta pressão.
Carregamento e Aquecimento
As peças fundidas são carregadas na câmara do forno do vaso. A câmara é selada e a temperatura é elevada a um ponto específico, que está abaixo do ponto de fusão do material, mas alto o suficiente para torná-lo maleável.
Pressurização com Gás Inerte
Simultaneamente, um gás inerte — tipicamente argônio — é bombeado para dentro do vaso, criando uma pressão imensa e uniforme. Essa pressão é "isostática", o que significa que é aplicada igualmente de todas as direções na superfície da peça.
O Período de Permanência ou "Imersão"
A peça fundida é mantida na temperatura e pressão alvo por uma duração especificada, muitas vezes durando 8 a 12 horas ou mais. Esse tempo estendido de "imersão" é o que permite que os mecanismos de fluência e difusão adensem completamente o material.
Resfriamento Controlado
Após a conclusão do ciclo, as peças são resfriadas de maneira controlada. Algumas unidades HIP podem realizar um resfriamento rápido pressurizado, que atua como uma etapa de têmpera e pode ser integrado ao plano geral de tratamento térmico do componente.
Entendendo as Compensações (Trade-offs)
Custo e Tempo de Ciclo
O HIP é uma etapa de fabricação adicional que requer equipamento especializado e tempo significativo. Isso adiciona custo e tempo de espera (lead time), tornando-o inadequado para todas as aplicações.
Especificidade da Aplicação
O processo oferece o maior valor para componentes de missão crítica onde a falha é inaceitável, como em aeroespacial, geração de energia e implantes médicos. Para aplicações menos exigentes, o custo pode não ser justificado.
Ampla Aplicabilidade de Materiais
Embora seja um custo adicional, uma vantagem chave do HIP é sua versatilidade. Pode ser aplicado a uma ampla gama de materiais, incluindo superligas à base de níquel, titânio, alumínio, aço, e até cerâmicas e metais impressos em 3D.
Fazendo a Escolha Certa para o Seu Objetivo
A decisão de especificar o HIP é uma questão de equilibrar os requisitos de desempenho em relação ao custo.
- Se seu foco principal é confiabilidade máxima e vida útil à fadiga (ex: pás de turbina aeroespacial): O HIP é uma etapa de processamento essencial para garantir a integridade do material e eliminar defeitos internos.
- Se seu foco principal é aprimorar o desempenho de uma peça fundida padrão: O HIP pode elevar suas propriedades mecânicas para serem competitivas com componentes forjados mais caros.
- Se seu foco principal é em componentes não críticos sensíveis ao custo: O custo e o tempo adicionais do HIP são provavelmente desnecessários, e uma fundição padrão será suficiente.
Em última análise, a Prensagem Isostática a Quente é uma ferramenta poderosa para transformar bons componentes em excepcionais, garantindo que estejam livres de falhas internas.
Tabela Resumo:
| Aspecto Chave | Descrição |
|---|---|
| Processo | Alta temperatura e pressão isostática uniforme aplicada através de gás inerte (ex: argônio). |
| Benefício Principal | Elimina a porosidade e os vazios internos, melhorando drasticamente a vida útil à fadiga e a tenacidade. |
| Ideal Para | Componentes de missão crítica em aeroespacial, implantes médicos e geração de energia. |
| Tempo de Ciclo | Tipicamente 8 a 12 horas para o período de "imersão" de alta pressão e alta temperatura. |
Pronto para alcançar confiabilidade e desempenho máximos para seus componentes metálicos críticos?
O processo HIP é essencial para eliminar defeitos internos e garantir a integridade do material em aplicações exigentes. A KINTEK é especializada em fornecer os equipamentos de laboratório avançados e consumíveis necessários para desenvolver e validar esses processos de fabricação de alto desempenho.
Contate nossos especialistas hoje mesmo através do nosso Formulário de Contato para discutir como nossas soluções podem apoiar suas necessidades de teste e processamento de materiais, ajudando você a transformar bons componentes em excepcionais.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Moldes de Prensagem Isostática para Laboratório
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
As pessoas também perguntam
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme para Peças Complexas
- Qual é a temperatura de uma prensa isostática a quente? Alcance a Densificação Ótima para Seus Materiais
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão

















