Uma junta brasada superaquecida é mais claramente indicada pela aparência do metal de adição e pela condição do metal base circundante. Em vez de um filete brilhante, liso e limpo, você verá uma superfície opaca, cinzenta, porosa e áspera. O próprio metal base frequentemente mostrará sinais de oxidação excessiva, como uma crosta escura e escamosa, o que sinaliza que a integridade da junta foi fundamentalmente comprometida.
O superaquecimento não é um problema cosmético; é um sinal de falha química e metalúrgica. Indica que o fluxo foi destruído e a liga de adição foi danificada, resultando em uma conexão fraca, quebradiça e não confiável, propensa a vazamentos e falhas estruturais.

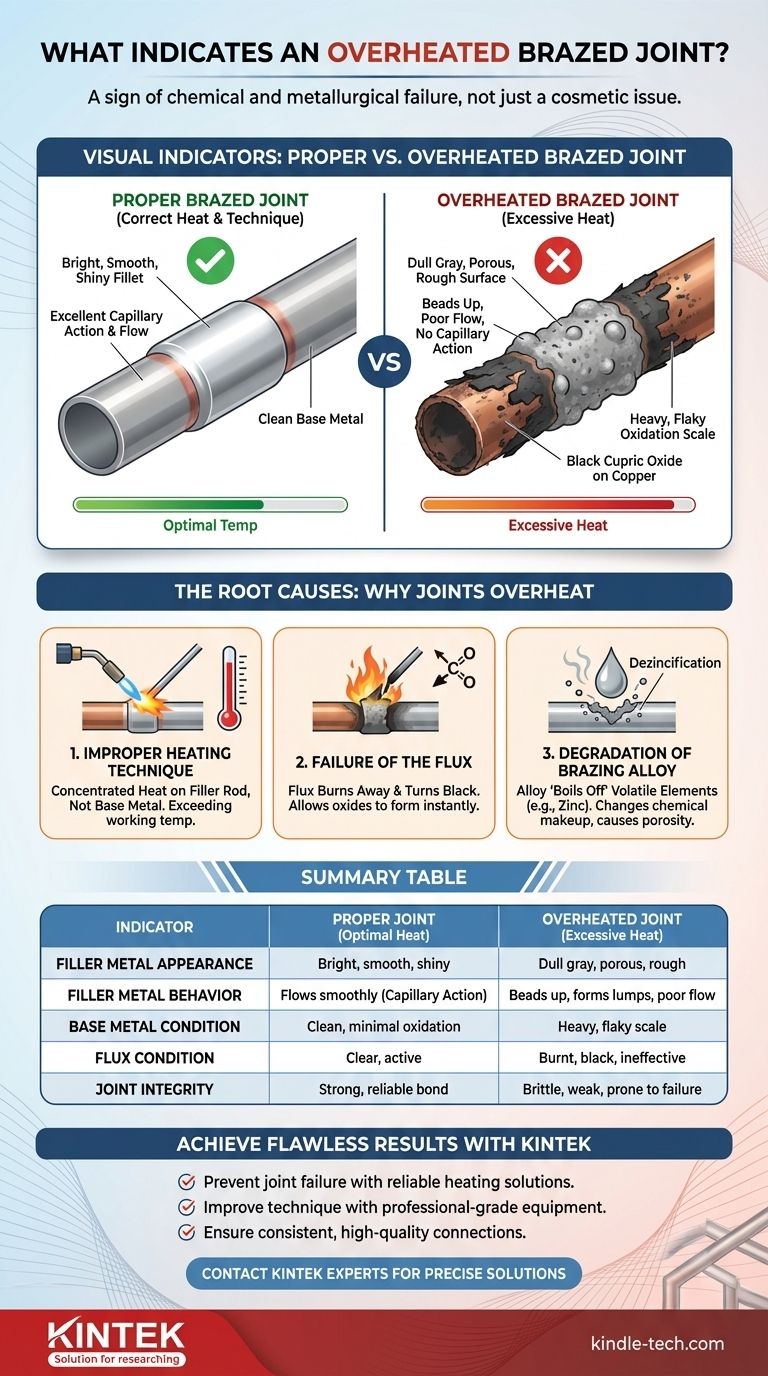
Indicadores Visuais de uma Junta Superaquecida
Uma brasagem executada corretamente é facilmente identificada por sua aparência limpa e lisa. O superaquecimento deixa para trás um conjunto distinto de sinais visuais que indicam uma junta falha.
A Aparência do Metal de Adição
O sinal mais imediato é a própria liga de brasagem. Uma boa junta terá um filete brilhante, lustroso e liso que se mistura perfeitamente entre os dois metais base.
Uma junta superaquecida apresentará um metal de adição que é cinza opaco ou até preto. A superfície será áspera e porosa, muitas vezes parecendo picada ou cristalina em vez de lisa.
O Comportamento do Metal de Adição
A brasagem adequada depende da ação capilar, onde o metal de adição fundido é puxado de forma limpa para o espaço apertado entre os metais base.
Quando uma junta é superaquecida, o metal de adição não fluirá corretamente. Ele tenderá a formar gotas ou caroços na superfície, em vez de ser puxado para a junta. Isso indica que o fluxo se decompôs e não está mais limpando as superfícies metálicas.
A Condição do Metal Base
O dano do superaquecimento se estende além do metal de adição. Preste muita atenção aos metais base imediatamente adjacentes à junta.
Em tubos de cobre, por exemplo, o superaquecimento cria uma crosta espessa e escamosa de óxido cúprico preto. Isso é diferente do óxido cuproso fino e avermelhado de uma junta aquecida corretamente. No aço, você pode ver uma forte descoloração azul ou cinza longe da área da junta.
As Causas Raiz: Por Que as Juntas Superaquecem
Compreender o que está acontecendo em nível químico é fundamental para prevenir este modo de falha comum. O superaquecimento é resultado de uma técnica deficiente, não simplesmente uma questão de tempo.
Técnica de Aquecimento Inadequada
A causa mais comum é a má aplicação do maçarico. O aquecimento deve ser amplo, uniforme e focado nos metais base, não na própria liga de adição.
Quando a chama é mantida em um único ponto por muito tempo ou é concentrada diretamente na vareta de brasagem, você excede rapidamente a faixa de temperatura de trabalho tanto do fluxo quanto da liga.
Falha do Fluxo
O fluxo é um agente químico com uma faixa específica de temperatura de ativação. Sua função é limpar o metal e prevenir a oxidação durante o aquecimento.
Se você superaquecer a junta, você queima o fluxo. O fluxo ficará preto e parará de funcionar, permitindo que óxidos se formem instantaneamente no metal quente. Esses óxidos criam uma barreira que a liga de adição não consegue penetrar, impedindo uma ligação adequada.
Degradação da Liga de Brasagem
As ligas de brasagem são misturas metálicas cuidadosamente formuladas. O calor excessivo pode danificar essa formulação, muitas vezes "fervendo" elementos mais voláteis.
Por exemplo, em ligas de brasagem comuns à base de latão, o superaquecimento pode fazer com que o zinco evapore da liga (um processo conhecido como dezincificação). Isso altera a composição química da liga, reduz sua resistência e muitas vezes cria porosidade dentro da junta.
Compreendendo as Compensações: Controle de Calor vs. Velocidade
Pode ser tentador usar calor excessivo para concluir um trabalho mais rapidamente. Este é um erro crítico que sacrifica a integridade do trabalho.
A Tentação de "Mais Calor"
Iniciantes frequentemente acreditam que uma chama mais quente ou um tempo de aquecimento mais longo garantirá o fluxo do metal de adição. Eles aplicam calor intenso e direto, esperando forçar o processo a acontecer mais rápido.
A Consequência: Uma Junta Frágil e Não Confiável
Essa abordagem alcança o oposto do resultado desejado. A "velocidade" obtida pelo superaquecimento vem diretamente à custa da resistência e confiabilidade. A junta resultante é cosmeticamente deficiente, estruturalmente fraca e quase certamente falhará sob pressão ou vibração.
Subaquecimento: O Outro Lado da Moeda
Embora menos destrutivo, o subaquecimento também resulta em uma junta falha. Se os metais base não estiverem quentes o suficiente, a liga de adição não derreterá ou fluirá corretamente, criando uma "junta fria" que simplesmente assenta na superfície sem ligação. O objetivo é uma janela de temperatura precisa, não apenas "quente".
Fazendo a Escolha Certa para o Seu Objetivo
Alcançar uma brasagem perfeita é sobre controle preciso do calor. Os indicadores visuais não são apenas sinais de um problema; são feedback para ajudá-lo a refinar sua técnica.
- Se o seu foco principal é resistência e confiabilidade: Priorize o aquecimento uniforme dos metais base e permita que eles derretam a liga de adição, nunca aquecendo a vareta de adição diretamente com a chama.
- Se o seu foco principal é controle de qualidade: Treine seus olhos para procurar um filete brilhante, liso e bem formado, e rejeite imediatamente qualquer junta que pareça opaca, porosa ou cercada por crosta queimada.
- Se o seu foco principal é aprendizado e prática: Use o fluxo como seu indicador de temperatura; quando ele se tornar claro e líquido como água, o metal base estará na temperatura perfeita para aceitar a liga de adição.
Dominar o controle do calor é a habilidade que define um novato de um especialista e uma junta falha de uma bem-sucedida.
Tabela Resumo:
| Indicador | Junta Brasada Adequada | Junta Brasada Superaquecida |
|---|---|---|
| Aparência do Metal de Adição | Filete brilhante, liso, lustroso | Superfície cinza opaca, porosa, áspera |
| Comportamento do Metal de Adição | Flui suavemente por ação capilar | Forma gotas, caroços, fluxo deficiente |
| Condição do Metal Base | Limpo, oxidação mínima | Crosta pesada e escamosa (ex: óxido cúprico preto no cobre) |
| Condição do Fluxo | Claro, ativo | Queimado, preto, ineficaz |
| Integridade da Junta | Ligação forte, confiável | Frágil, fraca, propensa a falhas |
Obtenha Resultados de Brasagem Impecáveis com a KINTEK
Não deixe que o superaquecimento comprometa seus projetos de brasagem. A técnica adequada e o equipamento certo são essenciais para criar juntas fortes e confiáveis. A KINTEK é especializada em equipamentos e consumíveis de laboratório de alta qualidade, fornecendo as ferramentas e a experiência necessárias para controle preciso de temperatura e resultados consistentes.
Nós ajudamos você a:
- Prevenir falhas de junta com soluções de aquecimento confiáveis
- Melhorar sua técnica de brasagem com equipamentos de nível profissional
- Garantir conexões consistentes e de alta qualidade para suas aplicações críticas
Pronto para aperfeiçoar seu processo de brasagem? Entre em contato com nossos especialistas hoje para discutir como as soluções da KINTEK podem atender às necessidades específicas de brasagem e aquecimento do seu laboratório!
Guia Visual