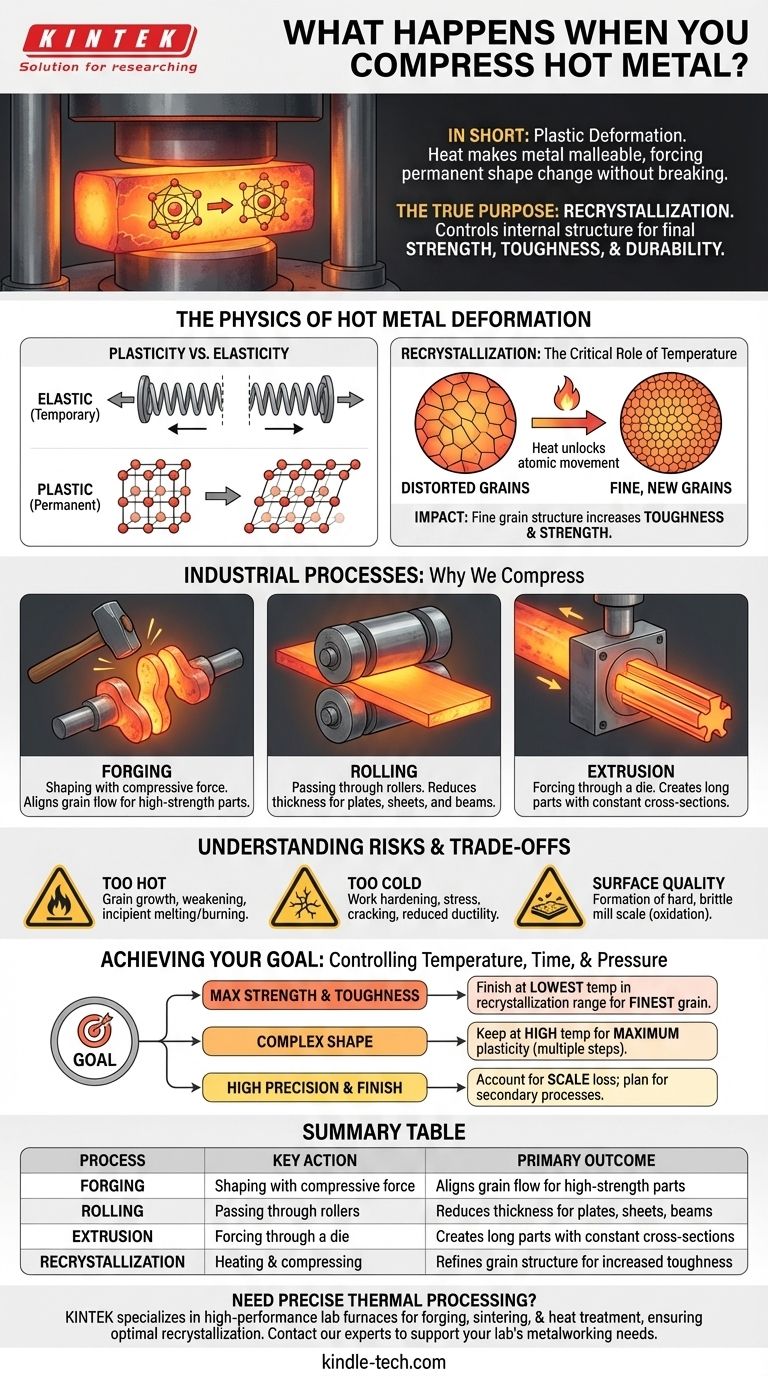
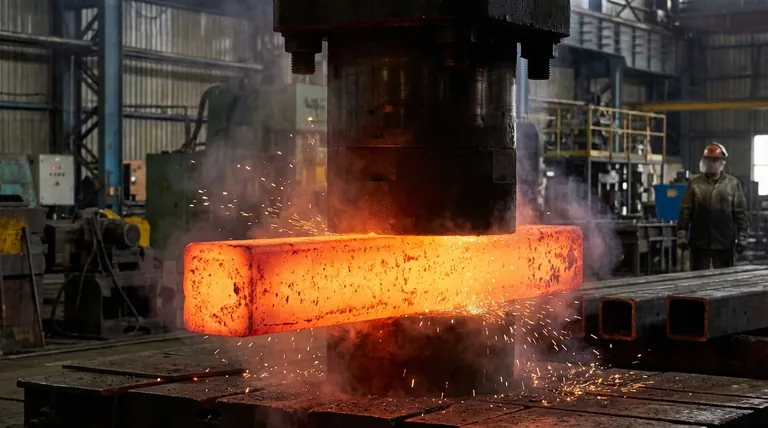
Em resumo, comprimir metal quente o força a mudar permanentemente de forma sem quebrar, um processo conhecido como deformação plástica. O calor é o elemento crítico, tornando o metal macio e maleável o suficiente para ser moldado. Esta ação é a base de processos de fabricação como forjamento, laminação e extrusão.
Comprimir metal quente não se trata apenas de remodelá-lo. O verdadeiro propósito é controlar e refinar sua estrutura cristalina interna, um processo chamado recristalização, que em última análise determina a resistência, tenacidade e durabilidade finais do material.
A Física da Deformação de Metais Quentes
Para entender o que acontece durante a compressão, devemos olhar o metal em nível microscópico. As propriedades que observamos são um resultado direto do comportamento de sua estrutura cristalina interna.
Plasticidade vs. Elasticidade
Todos os materiais sólidos exibem algum grau de elasticidade e plasticidade. A deformação elástica é temporária; como um elástico, o material retorna à sua forma original assim que a força é removida.
A deformação plástica é permanente. Quando você comprime metal quente, está aplicando força suficiente para exceder seu limite elástico. Os átomos dentro de sua rede cristalina são forçados a deslizar uns sobre os outros para novas posições estáveis, alterando permanentemente a forma do objeto.
O Papel Crítico da Temperatura: Recristalização
O calor é a chave que destrava a deformação plástica. Em altas temperaturas (tipicamente acima de 40-50% de seu ponto de fusão), os átomos no metal têm energia suficiente para se mover.
Quando o metal é comprimido, seus cristais internos, chamados grãos, tornam-se distorcidos e estressados. O calor permite imediatamente que novos grãos menores e livres de tensão se formem e cresçam, substituindo os antigos distorcidos. Este processo dinâmico é chamado de recristalização.
O Impacto na Estrutura de Grãos
A recristalização é o objetivo do trabalho a quente. O processo quebra grãos grandes e grosseiros em uma estrutura de grãos muito mais fina e uniforme.
Uma estrutura de grãos fina é altamente desejável. Ela aumenta a tenacidade (resistência à fratura) e a resistência do metal. Ao controlar a temperatura e a quantidade de compressão, os engenheiros podem adaptar precisamente essas propriedades finais.
Por Que Comprimimos Metal Quente: Processos Industriais
Este princípio de deformação a quente é a espinha dorsal da indústria pesada. É assim que transformamos lingotes de metal bruto em componentes úteis e de alto desempenho.
Forjamento
O forjamento envolve moldar metal usando forças compressivas localizadas, muitas vezes com um martelo ou uma prensa. Este processo é usado para criar peças críticas de alta resistência, como virabrequins de motor, pás de turbina e ferramentas.
Um benefício chave do forjamento é que ele alinha o fluxo interno dos grãos com a forma da peça, tornando-a excepcionalmente forte e resistente à fadiga ao longo das linhas de tensão.
Laminação
A laminação a quente é um processo onde o metal é passado através de um ou mais pares de rolos maciços para reduzir sua espessura e torná-lo uniforme. É assim que produzimos chapas de aço para navios, vigas I para construção e chapas para carrocerias de automóveis.
Extrusão
Na extrusão, um tarugo de metal quente é forçado através de uma matriz moldada, emergindo como uma peça longa com uma seção transversal constante. Este método é perfeito para produzir itens como caixilhos de janelas de alumínio, tubos e trilhos estruturais complexos.
Compreendendo as Trocas e os Riscos
Embora poderoso, trabalhar com metal quente requer controle preciso. Desviar do processo ideal pode comprometer severamente a integridade do material.
O Risco de Trabalhar Demasiado Quente
Se a temperatura do metal for muito alta, seus grãos podem crescer excessivamente. Este crescimento de grãos enfraquece o material, reduzindo sua tenacidade e tornando-o quebradiço. Em casos extremos, o superaquecimento pode levar à fusão incipiente nos contornos de grão ou queima (oxidação rápida), tornando a peça inútil.
O Perigo de Trabalhar Demasiado Frio
Se o metal esfriar demais durante a compressão, a recristalização diminui ou para completamente. Em vez disso, o material começa a endurecer por trabalho – os grãos tornam-se distorcidos e alongados sem serem substituídos por novos. Isso aumenta rapidamente a tensão interna, reduz a ductilidade e pode levar a rachaduras superficiais ou falha catastrófica durante o processo.
Qualidade da Superfície e Oxidação
Uma desvantagem significativa do trabalho a quente é a formação de uma camada dura e quebradiça de óxido de ferro, ou carepa de laminação, na superfície. Esta carepa deve ser removida e pode afetar as dimensões finais e o acabamento superficial do componente, muitas vezes exigindo operações de usinagem secundárias.
Fazendo a Escolha Certa para o Seu Objetivo
Controlar a interação entre temperatura, tempo e pressão é como metalurgistas e engenheiros alcançam resultados específicos.
- Se o seu foco principal é maximizar a resistência e a tenacidade: Seu objetivo é finalizar o processo de compressão na temperatura mais baixa possível dentro da faixa de recristalização para alcançar a estrutura de grãos mais fina possível.
- Se o seu foco principal é alcançar uma forma complexa: Seu objetivo é manter o material em alta temperatura para garantir a máxima plasticidade, muitas vezes usando múltiplas etapas de aquecimento e compressão para evitar que ele esfrie e endureça por trabalho.
- Se o seu foco principal é alta precisão e acabamento superficial: Você deve considerar a perda de material devido à carepa e pode precisar usar atmosferas controladas ou planejar processos subsequentes de trabalho a frio ou usinagem.
Em última análise, dominar a compressão de metal quente é usar a força não apenas para mudar a forma externa de um objeto, mas para projetar intencionalmente sua estrutura interna para um desempenho superior.
Tabela Resumo:
| Processo | Ação Chave | Resultado Principal |
|---|---|---|
| Forjamento | Moldagem com força compressiva | Alinha o fluxo de grãos para peças de alta resistência |
| Laminação | Passagem por rolos | Reduz a espessura para chapas, folhas e vigas |
| Extrusão | Forçar através de uma matriz | Cria peças longas com seções transversais constantes |
| Recristalização | Aquecimento e compressão | Refina a estrutura de grãos para maior tenacidade |
Precisa de processamento térmico preciso para seus materiais? A KINTEK é especializada em fornos e equipamentos de laboratório de alto desempenho que fornecem o controle de temperatura exato necessário para processos bem-sucedidos de compressão de metal quente, como forjamento, sinterização e tratamento térmico. Nossas soluções ajudam você a alcançar recristalização ideal e propriedades de material superiores. Entre em contato com nossos especialistas hoje para discutir como podemos apoiar as necessidades de metalurgia e pesquisa do seu laboratório.
Guia Visual