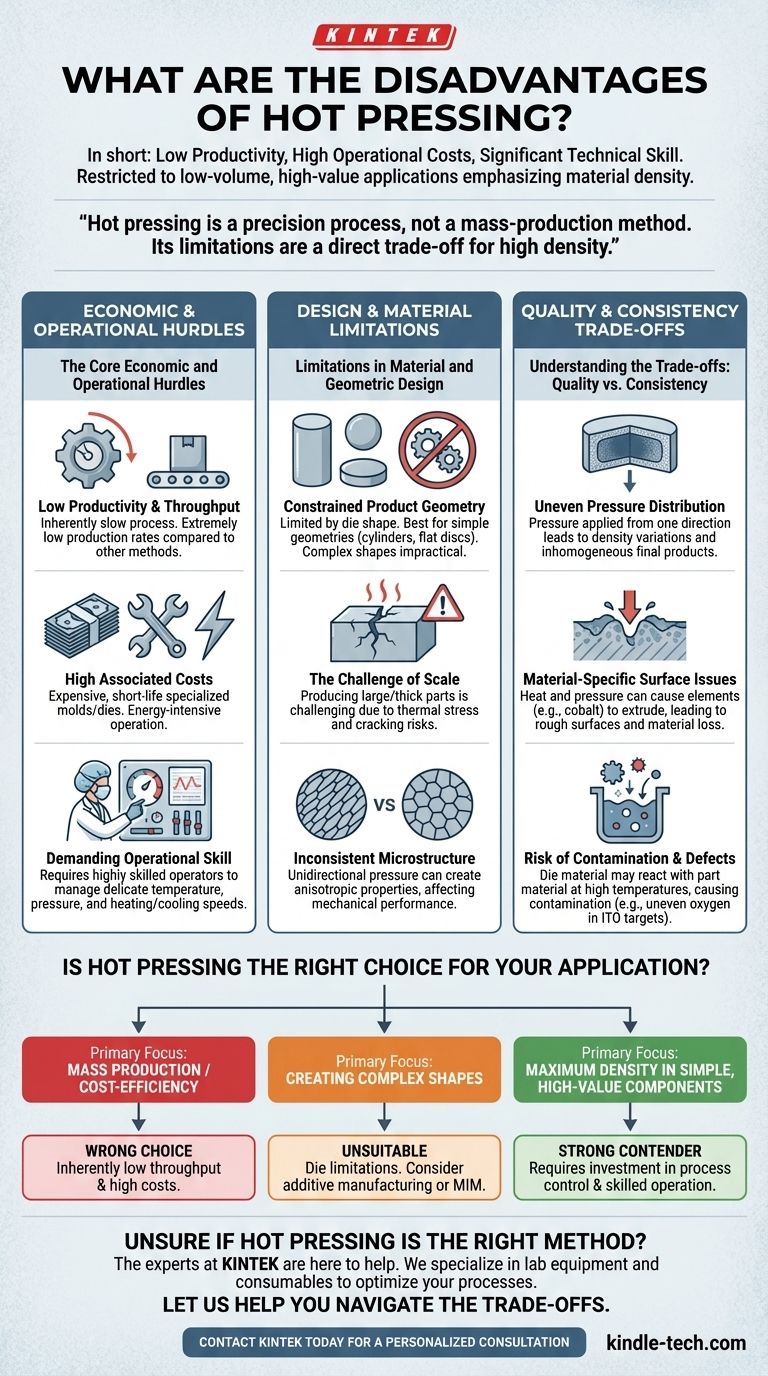
Em resumo, as principais desvantagens da prensagem a quente são a sua baixa produtividade, os custos operacionais elevados e a habilidade técnica significativa necessária para obter resultados consistentes. Estes fatores geralmente restringem o seu uso a aplicações de baixo volume e alto valor, onde a densidade do material é a prioridade absoluta.
A prensagem a quente é fundamentalmente um processo de precisão, não um método de produção em massa. As suas limitações são uma troca direta pela sua capacidade de produzir materiais altamente densos, o que significa que o processo é definido por custos elevados, baixo rendimento e complexidade operacional exigente.

Os Obstáculos Económicos e Operacionais Centrais
Os inconvenientes mais imediatos da prensagem a quente estão relacionados com a sua velocidade, custo e a experiência humana necessária para a operar eficazmente. Estes fatores muitas vezes tornam-na inviável para muitos cenários de fabricação.
Baixa Produtividade e Rendimento
A natureza do processo, que envolve aquecer e prensar cuidadosamente uma única peça ou um lote muito pequeno dentro de um molde, torna-o inerentemente lento. Isto resulta em taxas de produção extremamente baixas em comparação com outros métodos de sinterização ou fabricação.
Custos Operacionais Elevados Associados
Os custos acumulam-se a partir de múltiplas fontes. Os moldes e matrizes especializados são caros de fabricar e têm uma vida útil curta devido ao calor e pressão extremos. Além disso, o processo pode consumir muita energia.
Exigência de Habilidade Operacional
A prensagem a quente não é uma operação de "configurar e esquecer". Requer operadores altamente qualificados para gerir a interação delicada entre temperatura, pressão e velocidades de aquecimento/arrefecimento. O controlo deficiente destas variáveis pode facilmente levar a defeitos no produto ou a falhas completas.
Limitações no Design de Material e Geometria
Para além dos fatores económicos, a prensagem a quente impõe restrições físicas e materiais significativas que limitam a sua aplicação.
Geometria do Produto Restrita
O processo é limitado pela forma do molde. É mais adequado para produzir geometrias simples, como cilindros ou discos planos. Criar formas complexas e não simétricas é muitas vezes impraticável ou impossível.
O Desafio da Escala
Embora o processo possa produzir peças de grande diâmetro, produzir componentes grandes ou espessos é um desafio. O stress térmico durante os ciclos de aquecimento e arrefecimento pode facilmente fazer com que grandes blocos rachem, exigindo equipamentos excecionalmente estáveis e uniformes.
Microestrutura e Propriedades Inconsistentes
A pressão unidirecional aplicada durante a prensagem a quente pode criar uma microestrutura anisotrópica. Isto significa que as propriedades mecânicas do material, como a resistência, podem ser diferentes numa direção em comparação com outra, o que é inaceitável para muitas aplicações de alto desempenho.
Compreender as Trocas: Qualidade vs. Consistência
A troca central com a prensagem a quente é alcançar alta densidade ao custo da uniformidade. As próprias forças que criam densidade podem também introduzir inconsistências e defeitos.
Distribuição Desigual da Pressão
A pressão é tipicamente aplicada a partir de uma direção, o que pode levar a variações de densidade dentro da peça. As áreas diretamente sob a prensa serão mais densas do que as perto das bordas, levando a um produto final heterogéneo.
Problemas de Superfície Específicos do Material
A combinação de calor e pressão pode fazer com que certos elementos dentro de uma liga sejam "espremidos". Por exemplo, o cobalto pode ser extrudido da superfície de alguns produtos, causando perda de material e resultando numa superfície áspera que é difícil de processar posteriormente.
Risco de Contaminação e Defeitos
A altas temperaturas, o material do molde pode, por vezes, reagir com o material da peça, levando à contaminação. Para materiais sensíveis como os alvos de ITO, este processo também pode criar uma distribuição desigual do teor de oxigénio, o que afeta diretamente o desempenho do produto final.
A Prensagem a Quente é a Escolha Certa para a Sua Aplicação?
Escolher este método requer uma compreensão clara do objetivo principal do seu projeto. A decisão depende se prioriza a densidade e o desempenho em detrimento do custo, velocidade e complexidade geométrica.
- Se o seu foco principal for a produção em massa ou a eficiência de custos: A prensagem a quente é quase certamente a escolha errada devido ao seu baixo rendimento inerente e altos custos operacionais.
- Se o seu foco principal for a criação de formas complexas: As limitações do molde tornam a prensagem a quente inadequada; considere métodos como a fabricação aditiva ou a moldagem por injeção de metal.
- Se o seu foco principal for alcançar a densidade máxima num componente simples e de alto valor: A prensagem a quente é um forte concorrente, desde que esteja preparado para investir no controlo do processo e na operação especializada necessária para gerir os seus desafios inerentes.
Em última análise, compreender estas limitações é a chave para alavancar a prensagem a quente para o seu propósito pretendido: criar materiais especializados e altamente densos onde a precisão supera a produtividade.
Tabela de Resumo:
| Categoria de Desvantagem | Desafios Chave |
|---|---|
| Económico e Operacional | Baixa produtividade e rendimento, Altos custos de equipamento e energia, Requer operadores altamente qualificados |
| Design e Material | Limitado a geometrias simples (ex: discos), Risco de propriedades anisotrópicas, Desafiador de escalar para peças grandes |
| Qualidade e Consistência | Distribuição desigual da pressão, Potencial para defeitos superficiais e contaminação, Risco de microestrutura inconsistente |
Não tem certeza se a prensagem a quente é o método certo para os seus materiais? Os especialistas da KINTEK estão aqui para ajudar. Somos especializados em equipamentos de laboratório e consumíveis, fornecendo as ferramentas precisas e o aconselhamento especializado de que necessita para otimizar os seus processos. Deixe-nos ajudá-lo a navegar pelas trocas entre densidade, custo e complexidade para alcançar os seus objetivos específicos.
Contacte a KINTEL hoje para uma consulta personalizada!
Guia Visual
Produtos relacionados
- Máquina de Prensa Hidráulica Automática Calefactada com Placas Calefactadas para Prensa Caliente de Laboratorio 25T 30T 50T
- Máquina de Prensagem Hidráulica Manual de Alta Temperatura com Placas Aquecidas para Laboratório
- Prensa Térmica Automática a Vácuo com Tela Sensível ao Toque
- Máquina de Prensagem Hidráulica Automática Aquecida Dividida 30T 40T com Placas Aquecidas para Prensagem a Quente de Laboratório
- Máquina de Forno de Prensagem a Quente a Vácuo Prensagem a Vácuo Aquecida
As pessoas também perguntam
- Por que uma prensa hidráulica aquecida é usada para prensagem a quente de fitas verdes NASICON? Otimize a Densidade do Seu Eletrólito Sólido
- Como uma prensa hidráulica aquecida é usada para baterias de Li-LLZO? Otimize a Ligação Interfacial com Pressão Térmica
- Para que serve uma prensa hidráulica aquecida? Ferramenta essencial para cura, moldagem e laminação
- Por que a função de aquecimento de uma prensa hidráulica de laboratório é essencial para a montagem do MEA em DEFC? Otimize a Ligação Celular
- Qual é a função principal de uma prensa hidráulica aquecida de laboratório no CSP? Revolucionar a Sinterização de Cerâmica a Baixa Temperatura


















