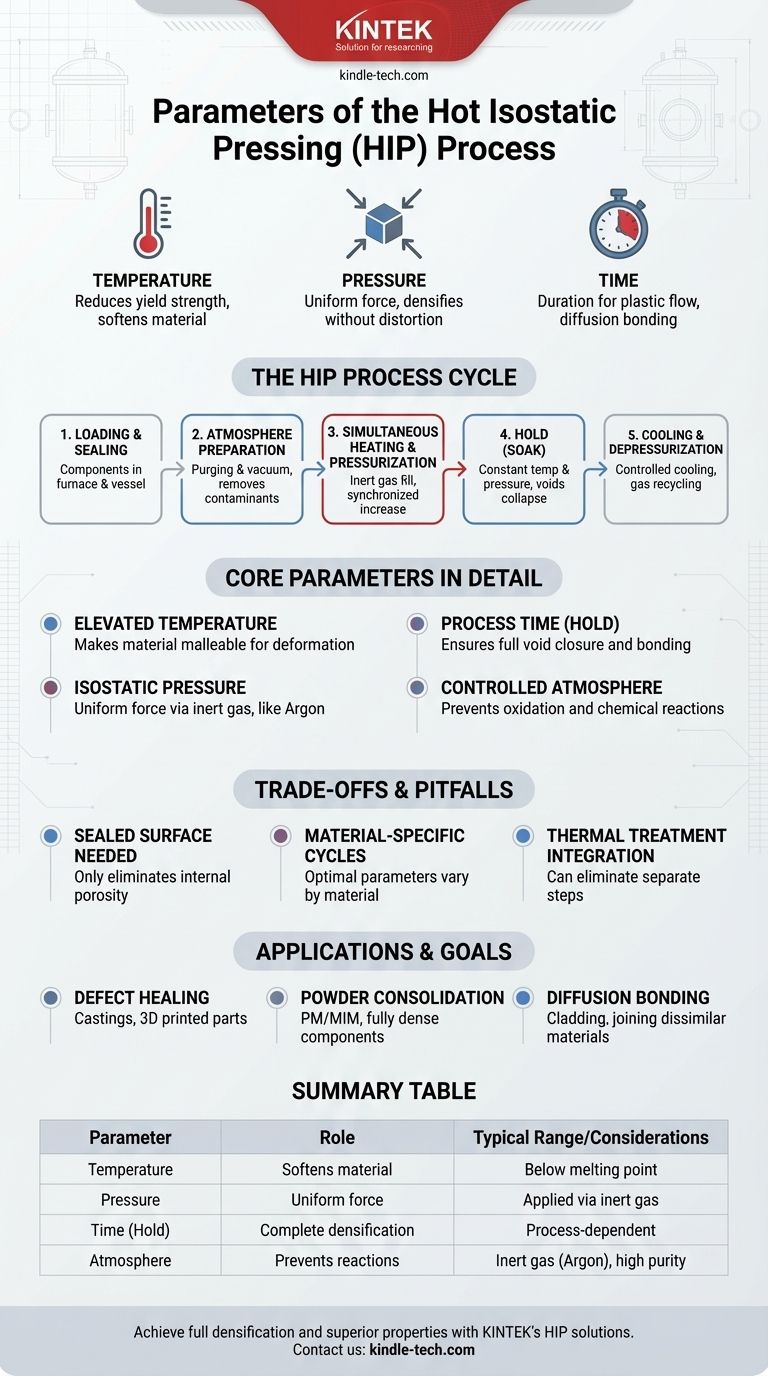
Em sua essência, o processo de Prensagem Isostática a Quente (HIP) é governado por três parâmetros primários: temperatura, pressão e tempo. Essas variáveis são aplicadas dentro de uma atmosfera controlada e inerte para eliminar a porosidade interna e melhorar as propriedades mecânicas de um componente. O ciclo inteiro é gerenciado com precisão para alcançar a densificação total do material sem distorcer a forma final da peça.
A percepção crucial é que o HIP não é uma simples operação de aquecimento e compressão. É um ciclo termodinâmico sofisticado onde a temperatura torna o material maleável, e o gás inerte de alta pressão atua como uma força uniforme para colapsar os vazios internos e criar um componente totalmente denso e metalurgicamente superior.

Desconstruindo o Ciclo do Processo HIP
Os parâmetros do HIP são aplicados dentro de um processo distinto e de várias etapas. Compreender este ciclo fornece o contexto de como a temperatura, a pressão e o tempo são manipulados para alcançar o resultado desejado.
Passo 1: Carregamento e Vedação
Os componentes são carregados em um forno, que é então colocado dentro de um vaso de contenção de alta pressão. O vaso é vedado para criar um sistema fechado.
Passo 2: Preparação da Atmosfera
Antes do aquecimento, a câmara passa por ciclos de purga e vácuo. Esta etapa crítica remove umidade, ar e outros contaminantes que poderiam reagir com o material em altas temperaturas.
Passo 3: Aquecimento e Pressurização Simultâneos
A câmara é preenchida com um gás inerte de alta pureza, mais comumente argônio, para prevenir reações químicas. A temperatura e a pressão são então elevadas simultaneamente de acordo com um perfil cuidadosamente programado, específico para o material e a aplicação.
Passo 4: Manutenção (Soak)
Uma vez atingidas a temperatura e a pressão alvo, elas são mantidas constantes por uma duração específica. É durante este tempo de "manutenção" ou "imersão" que os vazios internos e defeitos do material colapsam e se soldam.
Passo 5: Resfriamento e Despressurização
Após o término do tempo de manutenção, os componentes são resfriados de forma controlada, e a pressão é liberada. O gás inerte é tipicamente capturado, limpo e reciclado para uso futuro.
Os Parâmetros Centrais do HIP
Cada parâmetro desempenha um papel distinto e crítico no sucesso do processo. Eles não são variáveis independentes, mas são selecionados em combinação para alcançar um resultado metalúrgico específico.
1. Temperatura Elevada
O papel principal da temperatura é reduzir a resistência ao escoamento do material, tornando-o macio e maleável o suficiente para que ocorra a deformação plástica. A temperatura escolhida é tipicamente abaixo do ponto de fusão do material, mas alta o suficiente para permitir que os vazios internos colapsem sob pressão.
2. Pressão Isostática
A pressão fornece a força motriz para a densificação. O termo "isostática" é chave — significa que a pressão é aplicada uniformemente de todas as direções pelo meio gasoso. Isso garante que a peça se densifique sem alterar sua forma líquida.
3. Tempo de Processo (Tempo de Manutenção/Imersão)
O tempo é o terceiro parâmetro crítico. O componente é mantido na temperatura e pressão alvo por tempo suficiente para que o fluxo plástico e a ligação por difusão fechem completamente toda a porosidade interna. Tempos mais curtos podem deixar vazios residuais, enquanto tempos excessivamente longos podem ser antieconômicos.
4. Atmosfera Controlada
O uso de um gás inerte (como argônio) é um parâmetro fundamental do processo. Ele previne a oxidação e outras reações químicas que degradariam as propriedades do material em temperaturas elevadas, garantindo a integridade da química do componente.
Compreendendo as Trocas e Armadilhas
Embora altamente eficaz, o processo HIP não é uma solução universal. Compreender suas restrições operacionais é essencial para uma implementação bem-sucedida.
A Necessidade de uma Superfície Selada
O HIP só pode eliminar a porosidade interna. Se um defeito estiver aberto à superfície, o gás pressurizador simplesmente preencherá o vazio, e nenhuma diferença de pressão existirá para fechá-lo. Esta é uma consideração crítica para peças com trincas ou porosidade conectadas à superfície.
Ciclos Específicos do Material
Não existe um único conjunto de parâmetros HIP. A temperatura, pressão e tempo ideais dependem muito do material específico que está sendo processado — seja uma liga de titânio, uma superliga de níquel ou uma cerâmica. Cada um requer um ciclo desenvolvido de forma única.
Integração do Tratamento Térmico
Um benefício significativo do HIP é que suas temperaturas de operação são frequentemente semelhantes às usadas para homogeneização ou tratamentos térmicos de solução. O ciclo HIP pode, às vezes, ser projetado para eliminar a necessidade de uma etapa de tratamento térmico separada, economizando tempo e custo.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção dos parâmetros HIP é impulsionada inteiramente pela aplicação pretendida e pelo sistema de material envolvido.
- Se o seu foco principal é curar defeitos em fundições ou peças impressas em 3D: Os parâmetros são escolhidos para alcançar o fechamento completo dos vazios, aumentando drasticamente a vida útil à fadiga e a confiabilidade mecânica.
- Se o seu foco principal é consolidar pós metálicos (PM/MIM): O ciclo é projetado para transformar um bloco poroso de pó em um componente sólido e totalmente denso com propriedades equivalentes ao material forjado.
- Se o seu foco principal é a ligação por difusão ou revestimento: Os parâmetros são otimizados para promover a difusão atômica através da interface de dois materiais diferentes, criando uma solda robusta em estado sólido.
Em última análise, dominar a interação entre temperatura, pressão e tempo é a chave para desbloquear todo o potencial do processo HIP para seus componentes.
Tabela Resumo:
| Parâmetro | Função no Processo HIP | Faixa Típica/Considerações |
|---|---|---|
| Temperatura | Amacia o material para deformação plástica | Abaixo do ponto de fusão, específico do material |
| Pressão Isostática | Força uniforme para colapsar vazios internos | Aplicada via gás inerte (ex: Argônio) |
| Tempo (Manutenção/Imersão) | Duração para densificação completa | Garante o fechamento total dos vazios, dependente do processo |
| Atmosfera | Previne oxidação e reações químicas | Gás inerte (Argônio), alta pureza |
Pronto para alcançar densificação total e propriedades mecânicas superiores para seus componentes?
Na KINTEK, somos especializados em fornecer equipamentos de laboratório avançados e consumíveis, incluindo soluções de Prensagem Isostática a Quente, para atender às necessidades precisas de laboratórios e fabricantes. Quer você esteja trabalhando com fundições, peças impressas em 3D ou metais em pó, nossa experiência garante parâmetros HIP ideais para seu material e aplicação específicos.
Entre em contato conosco hoje para discutir como nossas soluções podem aprimorar o desempenho do seu material e otimizar seu processo de produção. Entre em contato através do nosso formulário de contato para falar com um especialista!
Guia Visual
Produtos relacionados
- Reator Visual de Alta Pressão para Observação In-Situ
- Circulador de Arrefecimento de 10L Banho de Água de Arrefecimento Banho de Reação de Temperatura Constante de Baixa Temperatura
- Circulador de Banho de Água de Aquecimento e Refrigeração de 10L para Reação de Temperatura Constante de Alta e Baixa Temperatura
- Prensa Hidráulica de Laboratório para Aplicações em XRF KBR FTIR
- Circulador de Refrigeração e Aquecimento de 5L para Banho de Água de Refrigeração para Reação de Temperatura Constante Alta e Baixa
As pessoas também perguntam
- Qual o papel de um reator de alta pressão na SHS? Obtenha a Síntese Precisa de Fases MAX Dopadas com Manganês
- Como os reatores de alta pressão aprimoram a atividade redox do biochar? Otimizando a Funcionalização da Superfície e a Densidade de Energia
- Qual é a importância de usar um reator de alta pressão para o tratamento da casca de arroz? Aumenta o Rendimento e a Velocidade da Furfural
- Por que um sistema de reator precisamente controlado é necessário para a síntese de ZVINP? Garanta Pureza e Uniformidade
- Quais são as vantagens técnicas do uso de reatores de alta pressão para nanopartículas de ferro? Precisão e Pureza Superior


















