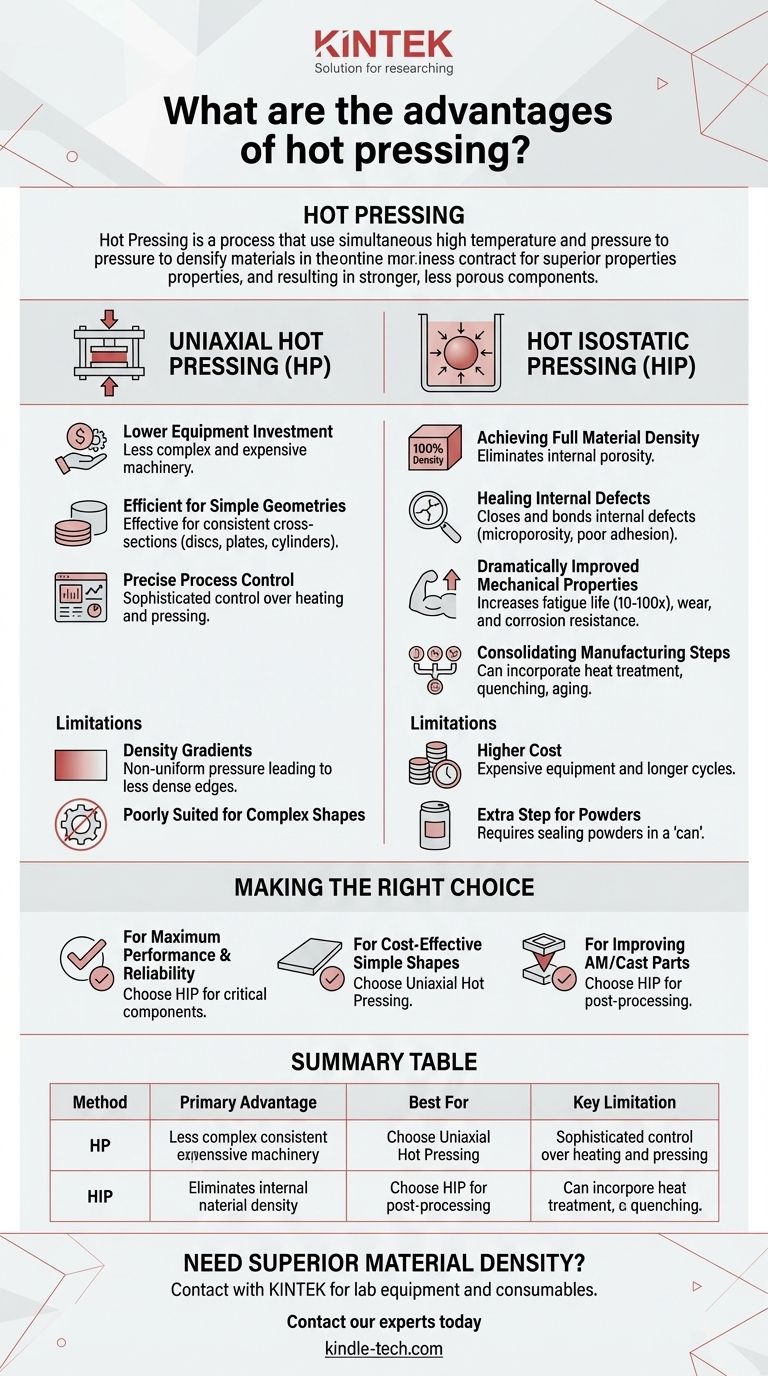
Em sua essência, a prensagem a quente é um processo de fabricação que utiliza alta temperatura e pressão simultâneas para densificar materiais e criar peças com propriedades superiores. Ao aplicar calor para amolecer o material e pressão para colapsar vazios internos, ele produz componentes significativamente mais fortes e menos porosos do que aqueles feitos por outros métodos.
A principal vantagem da prensagem a quente é sua capacidade de produzir peças com porosidade mínima e resistência mecânica aprimorada. No entanto, os benefícios específicos dependem criticamente do método utilizado: prensagem uniaxial a quente para formas simples e econômicas, e prensagem isostática a quente (HIP) para atingir densidade quase perfeita em componentes complexos e de alto desempenho.

Uma Distinção Crítica: Prensagem Uniaxial vs. Isostática
Para entender as vantagens, devemos primeiro distinguir entre as duas principais formas de prensagem a quente. Essa escolha dita o custo, a geometria da peça e o desempenho final que você pode alcançar.
Prensagem Uniaxial a Quente (HP)
Este é o método mais convencional. O pó é colocado em uma matriz, e a pressão é aplicada de uma direção (uniaxialmente), tipicamente de cima e de baixo, enquanto o material é aquecido.
Prensagem Isostática a Quente (HIP)
Neste processo, uma peça é aquecida em um vaso de alta pressão. Um gás inerte, como o argônio, aplica pressão uniforme e igual de todas as direções (isostaticamente). Isso é frequentemente usado em peças pré-formadas, fundições ou pós metálicos selados em latas.
Principais Vantagens da Prensagem Uniaxial a Quente
A prensagem uniaxial a quente é uma escolha poderosa quando o custo e a produção de geometrias mais simples são os principais impulsionadores.
Menor Investimento em Equipamento
As máquinas para prensagem uniaxial são geralmente menos complexas e caras do que os sistemas HIP, tornando-a uma tecnologia mais acessível.
Eficiente para Geometrias Simples
Este método é altamente eficaz para produzir peças com seção transversal consistente, como discos de grande diâmetro, placas e alvos cilíndricos.
Controle Preciso do Processo
As máquinas modernas de prensagem a quente oferecem controle sofisticado sobre o ciclo de aquecimento e a força de prensagem. Recursos como aquecimento por pulso e exibição de curva de temperatura em tempo real permitem um controle preciso sobre o processo de densificação.
Principais Vantagens da Prensagem Isostática a Quente (HIP)
O HIP é o processo preferido para um número crescente de aplicações de alto desempenho, desde aeroespacial até implantes médicos, onde a falha do material não é uma opção.
Atingindo a Densidade Total do Material
O HIP se destaca na eliminação de praticamente toda a porosidade interna. Ao aplicar pressão uniformemente, ele pode consolidar pós ou curar vazios em peças sólidas para atingir uma densidade próxima de 100% do máximo teórico.
Cura de Defeitos Internos
Este processo é unicamente capaz de fechar e ligar defeitos internos em fundições e peças fabricadas aditivamente (impressas em 3D). Ele corrige problemas como microporosidade e má adesão de camadas, criando uma microestrutura interna uniforme e robusta.
Propriedades Mecânicas Dramaticamente Melhoradas
A eliminação de defeitos internos tem um impacto profundo no desempenho. O HIP pode aumentar a vida útil à fadiga de um componente em um fator de 10 a 100 e melhora significativamente a resistência ao desgaste, a ductilidade e a resistência à corrosão.
Consolidando Etapas de Fabricação
Para certas ligas, o ciclo HIP pode ser projetado para incorporar processos de tratamento térmico, têmpera e envelhecimento. Essa consolidação pode reduzir significativamente o tempo e o custo total de produção.
Compreendendo as Desvantagens
Escolher o processo certo exige o reconhecimento das limitações de cada método.
Limitações da Prensagem Uniaxial a Quente
A pressão não é uniforme em toda a peça. O atrito com as paredes da matriz pode levar a gradientes de densidade, e a peça pode ser menos densa nas bordas do que no centro. Este método também é pouco adequado para formas complexas e não simétricas.
Limitações da Prensagem Isostática a Quente (HIP)
A principal desvantagem é o custo. O equipamento HIP é caro para comprar e operar. Os tempos de ciclo também são tipicamente mais longos do que a prensagem uniaxial. Além disso, ao começar com pós, eles devem ser selados em uma "lata" metálica, o que adiciona uma etapa extra e custo ao processo.
Fazendo a Escolha Certa para Sua Aplicação
Sua decisão final deve ser guiada pelos requisitos de desempenho do seu componente e pelas restrições econômicas.
- Se seu foco principal é o desempenho máximo e a confiabilidade para componentes críticos: A Prensagem Isostática a Quente (HIP) é a escolha definitiva para eliminar defeitos internos e atingir a densidade teórica.
- Se seu foco principal é produzir formas de diâmetro relativamente simples e grandes de maneira econômica: A Prensagem Uniaxial a Quente oferece uma solução equilibrada com boa densificação e menor investimento.
- Se seu foco principal é melhorar a qualidade de peças fabricadas aditivamente ou fundidas: O HIP é uma etapa de pós-processamento essencial para curar a porosidade, aliviar tensões internas e liberar todo o potencial do material.
Ao compreender as distintas vantagens de cada método, você pode selecionar o processo certo para atingir seus objetivos de desempenho de material e fabricação.
Tabela Resumo:
| Método de Prensagem a Quente | Vantagem Principal | Melhor Para | Limitação Chave |
|---|---|---|---|
| Prensagem Uniaxial a Quente (HP) | Menor custo de equipamento, eficiente para formas simples | Produção econômica de discos, placas, cilindros | Gradientes de densidade, limitado a geometrias simples |
| Prensagem Isostática a Quente (HIP) | Densidade quase perfeita, cura defeitos internos | Componentes críticos em aeroespacial, médico, peças AM/fundidas | Maior custo de equipamento e operacional |
Precisa alcançar densidade e desempenho de material superiores para seus componentes de laboratório?
Seja você desenvolvendo alvos de alto desempenho, melhorando a confiabilidade de peças fabricadas aditivamente ou consolidando pós, a escolha entre prensagem uniaxial a quente e prensagem isostática a quente (HIP) é crítica. A KINTEK é especializada em fornecer o equipamento e os consumíveis de laboratório certos para atender aos seus desafios específicos de fabricação e P&D.
Entre em contato com nossos especialistas hoje para discutir como nossas soluções podem ajudá-lo a otimizar seu processo de prensagem a quente, aprimorar o desempenho das peças e atingir seus objetivos de ciência dos materiais.
Guia Visual
Produtos relacionados
- Máquina de Prensa Hidráulica Automática Calefactada com Placas Calefactadas para Prensa Caliente de Laboratorio 25T 30T 50T
- Máquina de Prensagem Hidráulica Manual de Alta Temperatura com Placas Aquecidas para Laboratório
- Prensa Térmica Automática a Vácuo com Tela Sensível ao Toque
- Máquina de Prensagem Hidráulica Automática Aquecida Dividida 30T 40T com Placas Aquecidas para Prensagem a Quente de Laboratório
- Máquina de Forno de Prensagem a Quente a Vácuo Prensagem a Vácuo Aquecida
As pessoas também perguntam
- Qual é a função principal de uma prensa hidráulica aquecida de laboratório no CSP? Revolucionar a Sinterização de Cerâmica a Baixa Temperatura
- Por que uma prensa hidráulica de laboratório aquecida é necessária para laminados compósitos? Alcançar integridade estrutural sem vazios
- O que é uma prensa hidráulica a quente? Um Guia de Força e Calor para Transformação de Materiais
- Como uma prensa hidráulica aquecida é usada para baterias de Li-LLZO? Otimize a Ligação Interfacial com Pressão Térmica
- Para que são usadas as prensas hidráulicas aquecidas? Moldagem de Compósitos, Vulcanização de Borracha e Mais


















