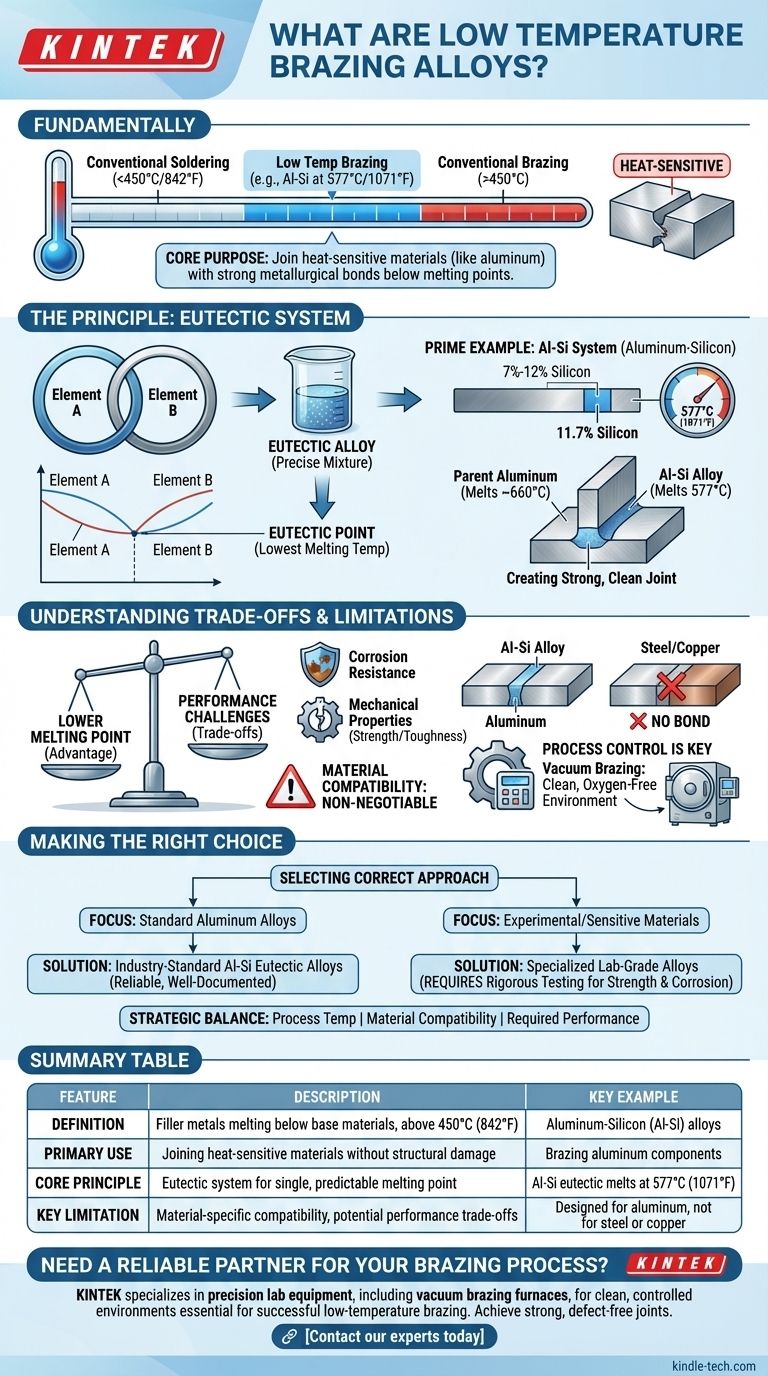
Fundamentalmente, as ligas de brasagem de baixa temperatura são metais de adição especializados projetados para criar juntas fortes entre materiais sem expô-los a altas temperaturas prejudiciais. Essas ligas fundem a uma temperatura significativamente mais baixa do que os materiais base que estão sendo unidos, mas ainda acima do limiar convencional de 450°C (842°F) que separa a brasagem da soldagem. O exemplo industrial mais comum é o sistema alumínio-silício (Al-Si) usado para brasagem de alumínio, que tem um ponto de fusão em torno de 577°C (1071°F).
O propósito principal de uma liga de brasagem de baixa temperatura é permitir a união de materiais sensíveis ao calor, como ligas de alumínio, criando uma ligação metalúrgica robusta bem abaixo do seu ponto de fusão. O segredo é alcançar essa vantagem de baixa temperatura sem comprometer a resistência ou a resistência à corrosão da junta final.

O Princípio por Trás das Ligas de Baixa Temperatura
A eficácia dessas ligas não é mágica; ela está enraizada em um princípio metalúrgico específico conhecido como sistema eutético. Compreender esse conceito é fundamental para entender por que elas funcionam tão bem para aplicações específicas.
O que é uma Liga Eutética?
Uma liga eutética é uma mistura precisa de dois ou mais elementos que possui um ponto de fusão mais baixo do que qualquer outra mistura desses mesmos elementos.
Quando combinados nesta proporção exata, os elementos fundem e solidificam a uma única e nítida temperatura, comportando-se quase como uma substância pura. Esse comportamento de fusão previsível é ideal para um processo de brasagem controlado.
O Sistema Al-Si: Um Exemplo Primordial
As ligas de brasagem de baixa temperatura mais prevalentes são baseadas no sistema alumínio-silício (Al-Si). Essas ligas geralmente contêm entre 7% e 12% de silício.
O ponto eutético para este sistema ocorre com 11,7% de silício, o que cria uma liga que funde a precisos 577°C (1071°F). Este é o padrão para brasagem de muitas ligas de alumínio comuns.
Por Que Isso Importa para o Alumínio
A maioria das ligas de alumínio funde a temperaturas em torno de 660°C (1220°F). O ponto de fusão mais baixo da liga eutética Al-Si, de 577°C, cria uma janela de temperatura crucial.
Esta janela permite que um fabricante aqueça uma montagem até que a liga de brasagem derreta e flua para a junta, enquanto os componentes de alumínio originais permanecem sólidos e estruturalmente intactos. Este processo cria uma junta forte e limpa com excelente consistência de cor.
Compreendendo as Vantagens e Limitações
Embora extremamente úteis, as ligas de brasagem de baixa temperatura não são uma solução universal. Sua natureza especializada vem com considerações específicas que são críticas para o sucesso em um ambiente industrial.
O Desafio do Desempenho
Enquanto as ligas Al-Si padrão são comprovadas e confiáveis, ligas de baixa temperatura mais avançadas desenvolvidas em laboratórios muitas vezes lutam para atender às demandas industriais.
Essas ligas experimentais podem oferecer um ponto de fusão ainda mais baixo, mas podem ficar aquém em resistência à corrosão e propriedades mecânicas como tenacidade e resistência, tornando-as inadequadas para muitas aplicações comerciais.
A Compatibilidade do Material Não é Negociável
As ligas de baixa temperatura são projetadas para famílias específicas de materiais base. Uma liga de brasagem Al-Si é projetada exclusivamente para unir alumínio.
Usá-la em outros metais, como aço ou cobre, não funcionará porque as interações metalúrgicas necessárias não ocorrerão. A liga deve ser compatível com os materiais originais.
O Controle do Processo é Fundamental
Alcançar uma brasagem bem-sucedida requer mais do que apenas a liga certa. O processo em si é crítico.
Técnicas como a brasagem a vácuo são frequentemente usadas para garantir um ambiente limpo e livre de oxigênio. Isso evita a oxidação das superfícies de alumínio, o que, de outra forma, inibiria o fluxo da liga de brasagem e resultaria em uma junta fraca ou falha.
Fazendo a Escolha Certa para Sua Aplicação
A seleção da abordagem correta depende inteiramente dos materiais com os quais você está trabalhando e dos requisitos de desempenho do produto final.
- Se seu foco principal é unir ligas de alumínio padrão: As ligas de brasagem eutéticas Al-Si padrão da indústria são a escolha mais confiável e bem documentada.
- Se seu foco principal é unir materiais experimentais ou altamente sensíveis: Você pode precisar investigar ligas especializadas de nível laboratorial, mas deve orçar testes rigorosos para validar sua resistência mecânica e resistência à corrosão.
Em última análise, selecionar a liga de brasagem de baixa temperatura certa é um equilíbrio estratégico entre a temperatura do processo, a compatibilidade do material e o desempenho exigido da junta final.
Tabela Resumo:
| Característica | Descrição | Exemplo Chave |
|---|---|---|
| Definição | Metais de adição que fundem abaixo dos materiais base, mas acima de 450°C (842°F) | Ligas de Alumínio-Silício (Al-Si) |
| Uso Principal | Unir materiais sensíveis ao calor sem danos estruturais | Brasagem de componentes de alumínio |
| Princípio Central | Sistema eutético para um único e previsível ponto de fusão | Eutético Al-Si funde a 577°C (1071°F) |
| Limitação Chave | Compatibilidade específica do material e possíveis desvantagens em resistência/corrosão | Projetado para alumínio, não para aço ou cobre |
Precisa de um parceiro confiável para seu processo de brasagem?
O equipamento certo é tão crítico quanto a liga certa. A KINTEK é especializada em equipamentos de laboratório de precisão, incluindo fornos de brasagem a vácuo, que fornecem o ambiente limpo e controlado essencial para uma brasagem de baixa temperatura bem-sucedida. Seja você trabalhando com ligas de alumínio padrão ou materiais avançados, nossas soluções ajudam você a obter juntas fortes e sem defeitos.
Entre em contato com nossos especialistas hoje para discutir como podemos apoiar suas necessidades específicas de laboratório e produção.
Guia Visual
Produtos relacionados
- Pó Granulado de Alumina Avançada para Engenharia Cerâmica Fina a Baixa Temperatura
- Congelador Vertical de Ultra Baixa Temperatura Avançado 408L para Preservação de Materiais Críticos de Pesquisa
- Congelador Essencial de Laboratório de Temperatura Ultrabaixa de 608L para Preservação Crítica de Amostras
- Congelador Vertical de Ultra Baixa Temperatura (ULT) de 108L
- Congelador de Temperatura Ultrabaixa de Precisão 308L para Aplicações Laboratoriais
As pessoas também perguntam
- Por que é necessário aplicar pó de alumina aos moldes de grafite para TiC10/Cu-Al2O3? Garanta a liberação suave.
- Como a cerâmica de alumina é fabricada? Um guia sobre métodos de fabricação e propriedades do material
- Qual é a cerâmica industrial mais comum? Descubra Por Que a Alumina Domina Inúmeras Aplicações
- Quais são os exemplos de pó cerâmico? Um Guia para Materiais Óxidos e Não Óxidos
- Quais são as propriedades e precauções de manuseio do pó de alumina como material de polimento? Obtenha um Acabamento Impecável com Precisão












