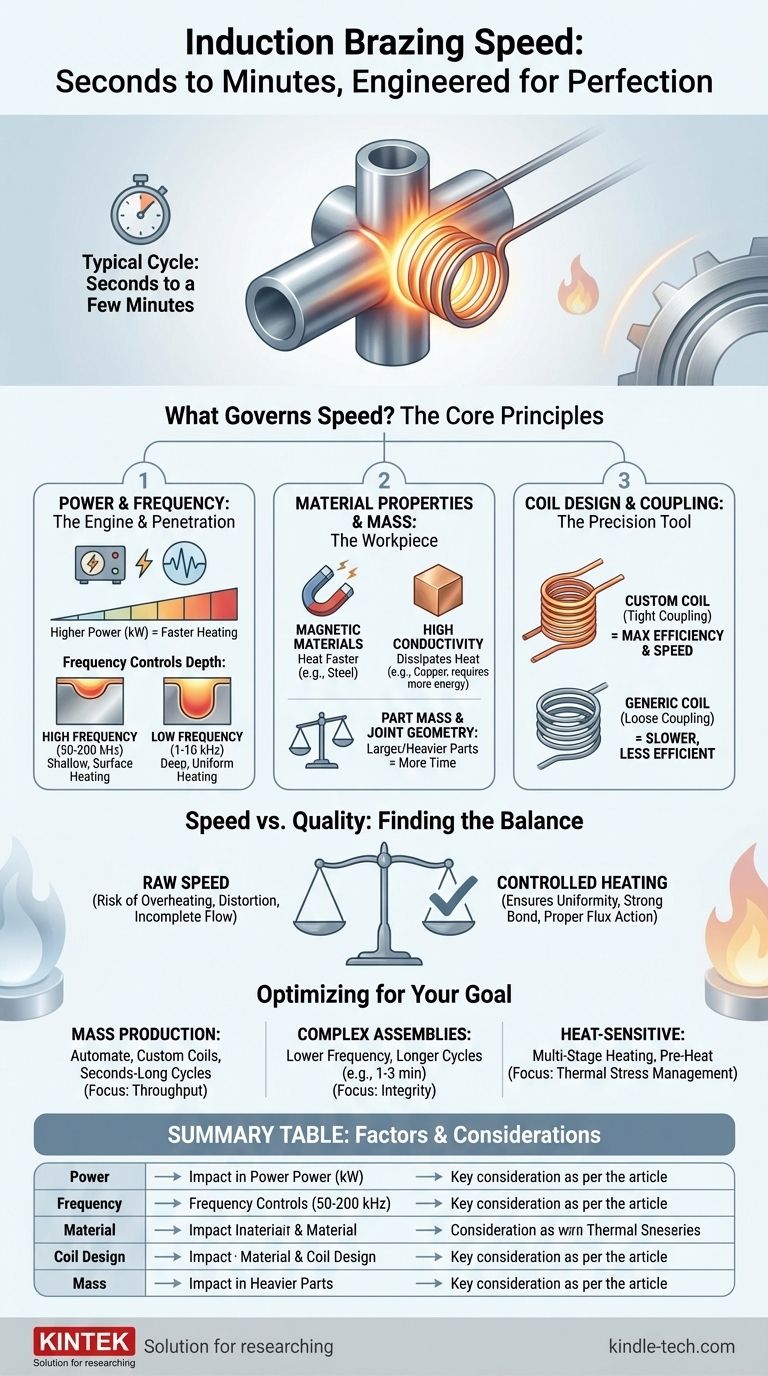
Na prática, a brasagem por indução é excepcionalmente rápida. Um ciclo típico de brasagem por indução é concluído em questão de segundos a alguns minutos. Essa velocidade é uma das principais vantagens do processo, mas o tempo exato não é um número único; é o resultado de um sistema cuidadosamente projetado que equilibra o design da peça, as propriedades do material e as especificidades do equipamento de aquecimento.
O tempo necessário para a brasagem por indução é uma função direta da massa da peça, do material, do design da junta e da potência do sistema de indução. Embora seja frequentemente medido em segundos, o objetivo real não é a velocidade máxima, mas sim o ciclo repetível mais rápido que produz uma junta perfeita e de alta integridade.
A Física da Indução: O Que Governa a Velocidade?
Para entender o tempo de brasagem, você deve primeiro compreender os princípios centrais do aquecimento por indução. O processo usa um campo magnético alternado para induzir correntes elétricas (correntes parasitas) dentro das peças de metal. A resistência do metal a essas correntes gera calor preciso e localizado.
O Papel da Potência e da Frequência
A fonte de alimentação é o motor do sistema. Maior potência (medida em quilowatts, kW) permite que mais energia seja entregue à peça, resultando em aquecimento mais rápido. Dobrar a potência disponível geralmente pode reduzir o tempo de aquecimento pela metade.
A frequência é mais sutil. Ela controla a profundidade da penetração do calor.
- Frequências altas (por exemplo, 50-200 kHz) criam um efeito de aquecimento superficial, ideal para peças pequenas, paredes finas ou aplicações onde você precisa aquecer apenas a superfície rapidamente.
- Frequências baixas (por exemplo, 1-10 kHz) penetram mais profundamente no material, o que é necessário para aquecer peças grandes, espessas ou maciças uniformemente até o núcleo.
Como as Propriedades do Material Influenciam o Aquecimento
Nem todos os metais aquecem da mesma forma. Materiais magnéticos, como aço carbono, aquecem de forma muito eficiente abaixo do seu ponto de Curie (cerca de 770°C ou 1420°F) devido às perdas por histerese magnética, que adicionam um efeito de aquecimento secundário.
Outras propriedades chave incluem resistividade elétrica e condutividade térmica. Materiais com maior resistividade elétrica aquecem de forma mais eficaz. Materiais com alta condutividade térmica, como o cobre, exigem uma taxa muito alta de entrada de energia porque dissipam o calor da área da junta muito rapidamente.
A Importância Crítica do Design da Bobina
A bobina de indução é a "ferramenta" que molda o campo magnético e foca a energia. Seu design é talvez o fator mais importante na determinação da eficiência e velocidade.
A distância entre a bobina e a peça de trabalho, conhecida como acoplamento, é fundamental. Um acoplamento apertado (distância menor) resulta em uma transferência de energia muito mais eficiente e um aquecimento significativamente mais rápido. Uma bobina projetada sob medida que corresponda perfeitamente à geometria da junta é essencial para um desempenho ideal.
Massa da Peça e Geometria da Junta
Este é o fator mais intuitivo. Uma peça grande e pesada simplesmente contém mais massa que precisa ser aquecida à temperatura, exigindo mais energia e, portanto, mais tempo.
O design da junta de brasagem em si também desempenha um papel. O objetivo é aquecer toda a área da junta a uma temperatura uniforme. Uma junta bem projetada garante que ambas as peças atinjam a temperatura de brasagem simultaneamente, permitindo que o metal de enchimento flua de forma rápida e uniforme.
Entendendo as Compensações: Velocidade vs. Qualidade
Simplesmente aplicar potência máxima para atingir o menor tempo é um erro comum que leva a maus resultados. O objetivo é um aquecimento controlado e repetível, não apenas velocidade bruta.
O Risco de Superaquecimento e Distorção
Aquecer uma peça muito rapidamente cria gradientes térmicos severos, onde a superfície está muito mais quente que o núcleo. Isso pode levar a danos na superfície, crescimento de grãos no metal e distorção ou empenamento da peça, especialmente em conjuntos com materiais dissimilares ou formas complexas.
O Perigo do Fluxo Incompleto do Metal de Enchimento
Uma brasagem bem-sucedida requer que toda a junta esteja na temperatura correta. Se o calor for aplicado muito rapidamente e de forma não uniforme, uma área pode ficar quente o suficiente para derreter o metal de enchimento antes que o restante da junta esteja pronto. Isso faz com que o metal de enchimento flua incorretamente, criando vazios e resultando em uma ligação fraca e não confiável.
Garantindo a Atividade Adequada do Fluxo e do Metal de Enchimento
Se você estiver usando um fluxo, ele precisa de uma quantidade específica de tempo em temperatura para realizar sua ação de limpeza. Da mesma forma, a liga de metal de enchimento de brasagem precisa de um breve momento para fluir por ação capilar e molhar completamente as superfícies da junta. A pressa nesse "tempo de imersão" pode comprometer a ligação metalúrgica.
Fazendo a Escolha Certa para o Seu Objetivo
O tempo de brasagem ideal é um equilíbrio entre a velocidade de produção e a qualidade da junta. Sua aplicação específica dita onde você deve concentrar seus esforços de otimização.
- Se o seu foco principal for maximizar o rendimento para produção em massa: Invista em um sistema altamente automatizado com bobinas de formato personalizado e uma fonte de alimentação precisamente ajustada para alcançar um ciclo de aquecimento repetível de segundos.
- Se o seu foco principal for a brasagem de conjuntos grandes ou complexos: Priorize o aquecimento uniforme em vez da velocidade bruta. Use uma frequência mais baixa e uma bobina cuidadosamente projetada, aceitando um tempo de ciclo mais longo (por exemplo, 1-3 minutos) para garantir a integridade da junta e evitar distorções.
- Se o seu foco principal for trabalhar com materiais sensíveis ao calor ou dissimilares: Implemente um perfil de aquecimento em vários estágios, como um estágio de pré-aquecimento de baixa potência seguido por um aumento final, para gerenciar o estresse térmico e garantir uma ligação de qualidade.
Em última análise, o tempo ideal de brasagem por indução não é o mais rápido possível, mas o mais rápido que produz de forma confiável uma junta forte e sem defeitos.
Tabela de Resumo:
| Fator | Impacto no Tempo de Brasagem | Consideração Chave |
|---|---|---|
| Fonte de Alimentação (kW) | Maior potência = aquecimento mais rápido | Corresponder a potência à massa da peça e aos objetivos de produção |
| Frequência (kHz) | Alta frequência para peças pequenas; baixa para peças grandes | Controla a profundidade da penetração do calor |
| Propriedades do Material | Materiais magnéticos aquecem mais rápido; materiais de alta condutividade dissipam calor | Influencia a eficiência energética |
| Design da Bobina e Acoplamento | Bobinas personalizadas e acoplamento apertado reduzem drasticamente o tempo | Fator mais crítico para a eficiência |
| Massa da Peça e Geometria da Junta | Peças maiores e mais pesadas exigem mais tempo | O objetivo é o aquecimento uniforme de toda a área da junta |
Pronto para Otimizar Seu Processo de Brasagem?
Se o seu objetivo é produção de alto volume ou união de conjuntos complexos e sensíveis ao calor, a experiência da KINTEK em sistemas de brasagem por indução pode ajudá-lo a alcançar o equilíbrio perfeito entre velocidade e qualidade. Somos especializados em fornecer os equipamentos de laboratório e consumíveis certos para atender às suas necessidades laboratoriais específicas.
Entre em contato conosco hoje para discutir como nossas soluções podem oferecer tempos de ciclo mais rápidos, resultados repetíveis e juntas mais fortes e sem defeitos para suas aplicações.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
- Forno de Indução a Vácuo em Escala Laboratorial
- Fornalha de Fusão por Arco a Vácuo Não Consumível
- Forno de Fusão por Indução de Arco a Vácuo
As pessoas também perguntam
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- Como se brasa um forno? Um Guia para a União de Metais de Alto Volume e Precisão
- Como funciona um forno de brasagem a vácuo? Obtenha uma união de metal superior e sem fluxo
- Como funciona o tratamento térmico a vácuo? Alcance Propriedades Superiores do Material em um Ambiente Imaculado
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados





