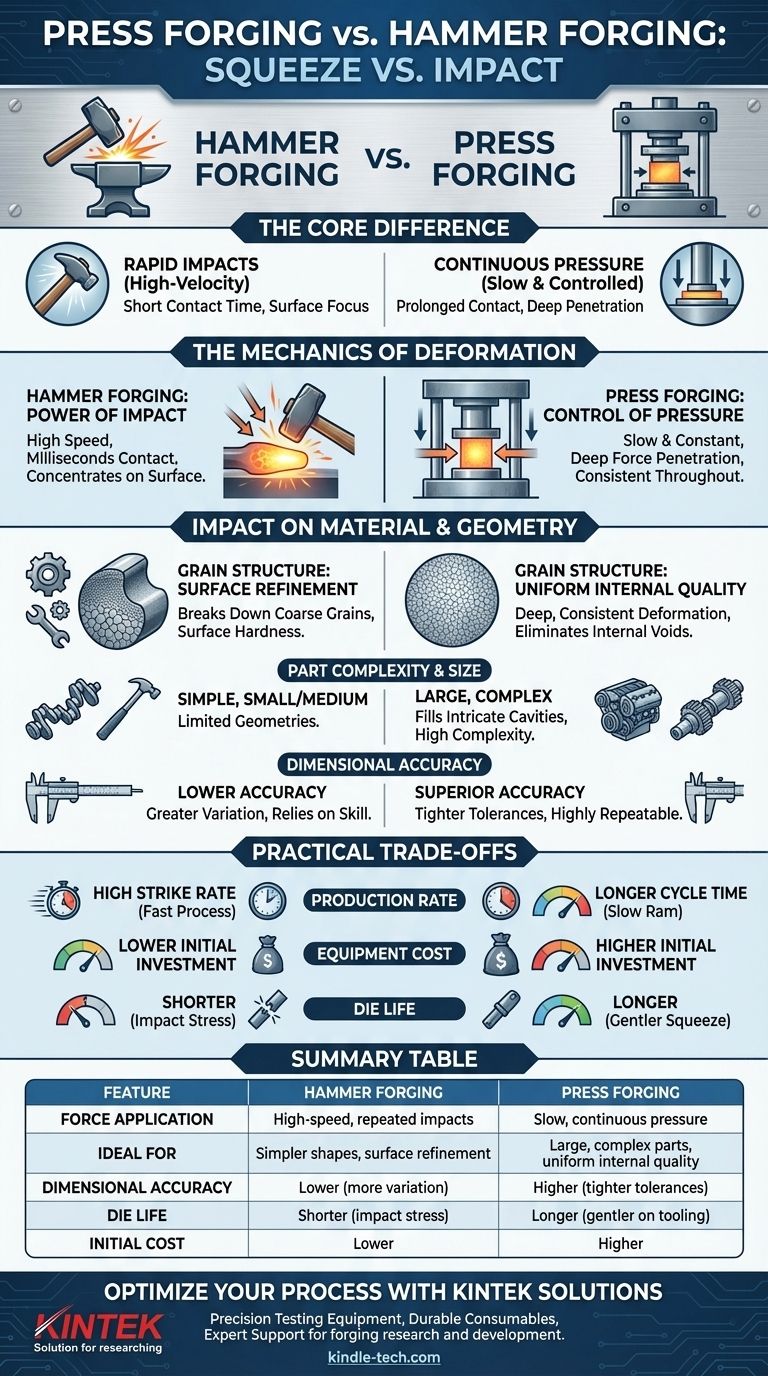
Em sua essência, a diferença entre o forjamento por prensa e o forjamento por martelo reside na forma como a força é aplicada à peça de trabalho. O forjamento por martelo aplica uma série de impactos rápidos e de alta velocidade, semelhante ao martelo de um ferreiro. Em contraste, o forjamento por prensa aplica uma pressão lenta, contínua e controlada para espremer o metal em forma.
Embora ambos os métodos moldem o metal através de deformação plástica, a escolha entre eles é uma decisão de engenharia crítica. O forjamento por martelo é definido pelo impacto de alta velocidade e é ideal para formas mais simples e refinamento de superfície, enquanto o forjamento por prensa usa pressão lenta e penetrante, tornando-o superior para peças grandes e complexas que exigem qualidade interna uniforme.

A Mecânica da Deformação: Compressão vs. Impacto
A diferença fundamental na aplicação da força dita todos os outros aspectos do processo, desde a estrutura de grão resultante do material até a complexidade e o custo da peça final.
Forjamento por Martelo: O Poder do Impacto
O forjamento por martelo utiliza um molde que atinge a peça de trabalho em alta velocidade. Isso transfere uma enorme quantidade de energia cinética em um período de tempo muito curto.
O tempo de contato entre o molde do martelo e o metal quente é extremamente breve, medido em milissegundos. Isso minimiza a transferência de calor da peça para o molde, mantendo o núcleo da peça mais quente por mais tempo.
No entanto, a energia do impacto tende a se concentrar na superfície da peça de trabalho. Isso pode resultar em uma deformação menos uniforme em toda a seção transversal do material.
Forjamento por Prensa: O Controle da Pressão
O forjamento por prensa, usando uma prensa mecânica ou hidráulica, é um processo de compressão controlada. O pistão da prensa move-se a uma velocidade constante muito mais lenta, aplicando pressão total durante todo o seu curso.
Este tempo de contato prolongado permite que a força penetre profundamente no material. A aplicação lenta garante que a deformação seja consistente da superfície até o núcleo da peça de trabalho.
Este método proporciona um controle excepcional sobre a forma final e o fluxo de grão interno do material.
Impacto nas Propriedades do Material e Geometria
A distinção "compressão vs. impacto" influencia diretamente a qualidade, a forma e a precisão do componente forjado final.
Estrutura de Grão e Qualidade Interna
O forjamento por martelo é eficaz no refino da estrutura de grão na superfície e perto dela da peça. Os impactos rápidos quebram os grãos grosseiros, melhorando a dureza superficial e a resistência à fadiga.
O forjamento por prensa cria uma microestrutura de grão muito mais uniforme e fina em todo o volume do componente. Esta deformação profunda e consistente é crítica para peças de alto desempenho e sensíveis ao estresse, como discos de turbina ou componentes estruturais aeroespaciais, pois elimina vazios internos e garante propriedades mecânicas previsíveis.
Complexidade e Tamanho da Peça Alcançáveis
O forjamento por martelo é tipicamente usado para peças de pequeno a médio porte com geometrias relativamente simples, como ferramentas manuais, virabrequins e bielas.
O forjamento por prensa se destaca na produção de peças muito grandes e geometricamente complexas. A pressão lenta e controlada permite que o metal flua mais completamente para cavidades de molde intrincadas, possibilitando a criação de componentes que são impossíveis de formar com um martelo.
Precisão Dimensional e Tolerâncias
O forjamento por prensa oferece precisão dimensional superior e a capacidade de manter tolerâncias mais rigorosas. A força e a velocidade controladas da prensa resultam em um processo altamente repetível.
O forjamento por martelo depende mais da habilidade do operador e da energia de cada golpe, que pode variar. Isso leva a uma maior variação dimensional nas peças finais, muitas vezes exigindo usinagem secundária mais extensa.
Compreendendo os Compromissos Práticos
A escolha de um processo não se trata apenas de ciência dos materiais; é também uma decisão baseada em economia, volume de produção e restrições operacionais.
Taxa de Produção vs. Tempo de Ciclo
O forjamento por martelo tem uma taxa de batida muito alta, tornando o processo em si muito rápido. Para peças mais simples, isso pode levar a uma taxa de produção geral mais alta.
O forjamento por prensa tem um tempo de ciclo mais longo por peça devido ao movimento lento do pistão. No entanto, prensas automatizadas modernas ainda podem atingir alta produtividade para componentes adequados.
Custo do Equipamento e Investimento
O equipamento de forjamento por martelo é geralmente menos caro, requer uma fundação mais simples e representa um investimento de capital inicial menor.
Prensas hidráulicas e mecânicas, especialmente aquelas com altas classificações de tonelagem, são máquinas maciças e complexas que são significativamente mais caras para comprar, instalar e manter.
Vida Útil e Manutenção do Molde
Os impactos intensos e repetidos de um martelo de forjamento causam desgaste e estresse significativos nos moldes, resultando em uma vida útil do molde mais curta e custos mais altos de substituição de ferramentas.
A compressão controlada de uma prensa é muito mais suave com as ferramentas. Isso leva a uma vida útil do molde mais longa e manutenção reduzida, o que pode compensar o custo inicial mais alto do equipamento a longo prazo.
Fazendo a Escolha Certa para Sua Aplicação
A seleção do processo de forjamento correto requer alinhar as capacidades do método com os requisitos de engenharia e de negócios específicos do seu componente.
- Se seu foco principal são componentes grandes e críticos para a segurança (por exemplo, trens de pouso de aeronaves, grandes eixos industriais): Escolha o forjamento por prensa por sua estrutura de grão interna superior, uniformidade e integridade livre de vazios.
- Se seu foco principal é a produção de alto volume de peças menores e mais simples (por exemplo, ferramentas manuais, componentes automotivos padrão): O forjamento por martelo é frequentemente a escolha mais econômica devido à sua velocidade e menor custo inicial do equipamento.
- Se seu foco principal é a precisão dimensional extrema e a geometria complexa: O forjamento por prensa fornece o controle necessário para atingir tolerâncias rigorosas e preencher cavidades de molde intrincadas, minimizando a usinagem final.
- Se seu foco principal é minimizar o investimento de capital inicial para uma nova operação: O forjamento por martelo oferece uma barreira de entrada mais baixa para a produção de uma gama de peças forjadas padrão.
Em última análise, o processo certo é aquele que produz uma peça que atende a todas as especificações de engenharia pelo custo total mais eficaz.
Tabela de Resumo:
| Recurso | Forjamento por Martelo | Forjamento por Prensa |
|---|---|---|
| Aplicação da Força | Impactos repetidos de alta velocidade | Pressão lenta e contínua |
| Ideal Para | Formas mais simples, refinamento de superfície | Peças grandes e complexas, qualidade interna uniforme |
| Precisão Dimensional | Menor (mais variação) | Maior (tolerâncias mais rigorosas) |
| Vida Útil do Molde | Mais curta (devido ao estresse de impacto) | Mais longa (mais suave com as ferramentas) |
| Custo Inicial do Equipamento | Menor | Maior |
Otimize Seu Processo de Conformação de Metais com Soluções KINTEK
A escolha entre forjamento por prensa e forjamento por martelo é fundamental para alcançar o equilíbrio certo entre qualidade da peça, custo e desempenho. Na KINTEK, nos especializamos em fornecer equipamentos de laboratório avançados e consumíveis que suportam testes de materiais e desenvolvimento de processos para aplicações de forjamento. Se você está pesquisando o comportamento do material, testando projetos de moldes ou otimizando parâmetros de produção, nossas ferramentas confiáveis ajudam você a tomar decisões baseadas em dados.
Deixe-nos ajudá-lo a aprimorar suas operações de forjamento:
- Equipamento de Teste de Precisão: Avalie as propriedades do material e a estrutura de grão.
- Consumíveis Duráveis: Garanta resultados consistentes em simulações de forjamento de alta temperatura.
- Suporte Especializado: Aproveite nossa experiência para selecionar as ferramentas certas para suas necessidades de P&D ou controle de qualidade.
Entre em contato conosco hoje para discutir como as soluções da KINTEK podem apoiar seus desafios de forjamento e impulsionar a eficiência em seu laboratório ou ambiente de produção.
Guia Visual
Produtos relacionados
- Molde de Prensagem de Anel para Aplicações Laboratoriais
- Molde de Prensagem Bidirecional Redondo para Laboratório
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
- Molde de Prensa Quadrado para Aplicações Laboratoriais
- Molde de Prensa Cilíndrico para Aplicações de Laboratório
As pessoas também perguntam
- Como usar um molde de prensa? Domine a Arte de Criar Formas Cerâmicas Consistentes
- O que é o método de molde de pressão? Um Guia para Formas Cerâmicas Consistentes e Detalhadas
- Qual é a função principal da prensagem em molde para pós LAGP? Alcançar eletrólitos sólidos de alto desempenho
- Que problemas técnicos os punções de pressão especializados resolvem? Corrigem a delaminação e os gradientes de densidade na prensagem de baterias.
- Qual é o propósito dos dispositivos de pressão especializados em baterias de estado sólido de sulfeto? Garantir a Estabilidade Químico-Mecânica

















