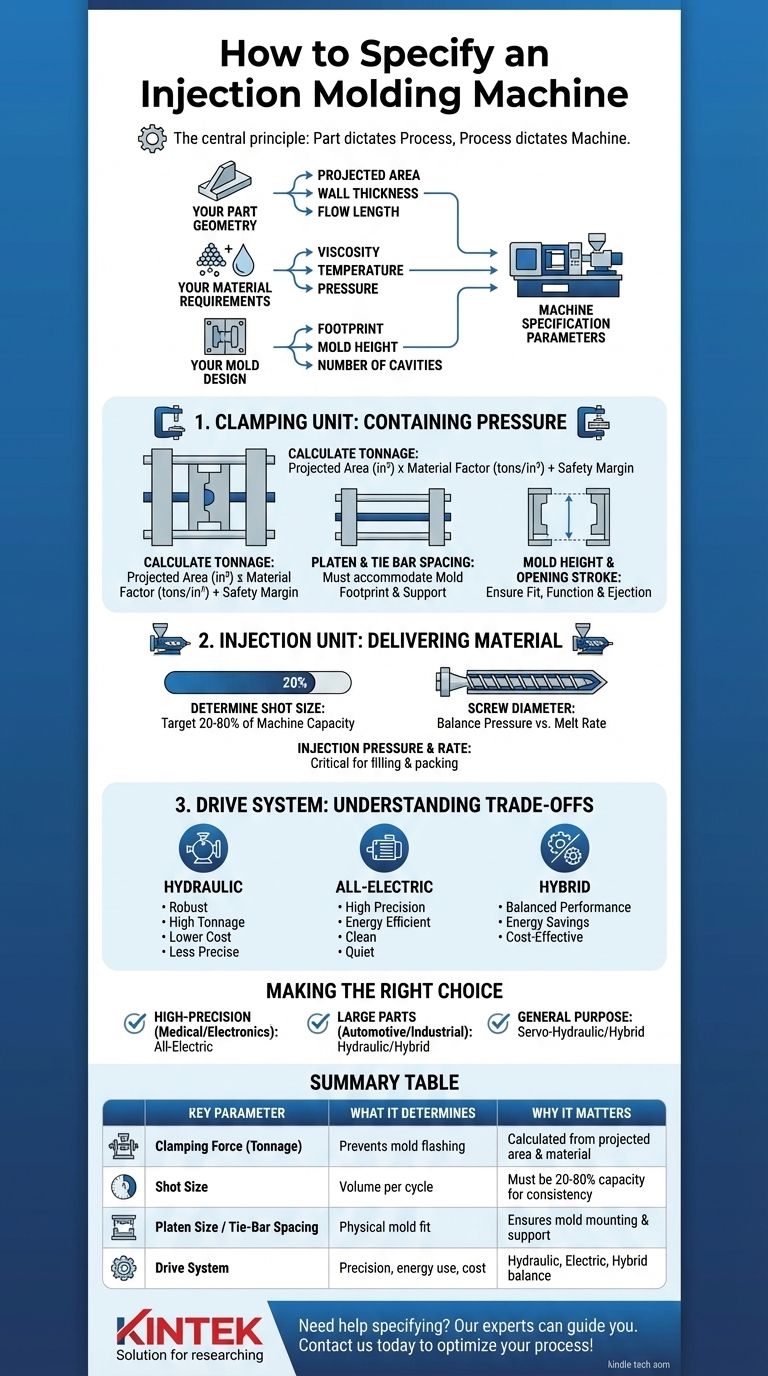
Para especificar uma máquina de moldagem por injeção, você deve definir quatro parâmetros primários impulsionados pelo design da sua peça e molde: força de fechamento (tonelagem), tamanho do tiro, tamanho da placa/espaçamento entre colunas, e o tipo de sistema de acionamento (hidráulico, elétrico ou híbrido). Essas especificações garantem que a máquina possa segurar fisicamente seu molde, injetar a quantidade certa de plástico e produzir peças que atendam aos seus requisitos de qualidade, custo e volume.
O princípio central da especificação da máquina é que a peça dita o processo, e o processo dita a máquina. Você não pode selecionar a máquina certa sem antes realizar uma análise detalhada da geometria da sua peça, da resina plástica que você usará e do design do próprio molde.

A Base: Peça e Molde Primeiro, Máquina Depois
Antes mesmo de você poder olhar um catálogo de máquinas, você deve ter uma compreensão clara do componente que pretende produzir. Cada especificação da máquina flui diretamente das demandas da sua aplicação específica.
Analisando a Geometria da Sua Peça
A forma física e o tamanho da sua peça são os principais impulsionadores. Preste muita atenção à sua área projetada — a área total da sombra da peça quando vista na direção da abertura do fechamento. Este é o fator mais importante para calcular a força de fechamento necessária.
Além disso, considere a espessura da parede e o comprimento do fluxo da peça. Peças de parede fina ou aquelas com caminhos de fluxo longos e complexos exigem pressões e velocidades de injeção mais altas para preencher completamente antes que o plástico congele.
Compreendendo os Requisitos do Seu Material
Diferentes resinas plásticas se comportam de maneira diferente. Um material de alta viscosidade como o policarbonato (PC) requer significativamente mais pressão de injeção para preencher um molde do que um material de baixa viscosidade como o polipropileno (PP).
Cada material também tem uma janela de processamento específica para temperatura e pressão, que a unidade de injeção da máquina deve ser capaz de manter consistentemente.
Considerando o Design do Seu Molde
O tamanho físico do molde, ou sua pegada, determina o tamanho da placa necessário. A espessura do molde dita a faixa de altura do molde que a máquina deve acomodar.
Além disso, o número de cavidades no molde impacta diretamente tanto a força de fechamento necessária (mais cavidades = maior área projetada) quanto o tamanho do tiro necessário.
Especificando a Unidade de Fechamento: Contendo a Pressão
O trabalho da unidade de fechamento é manter as duas metades do molde fechadas contra a imensa força gerada pela unidade de injeção.
Calculando a Força de Fechamento (Tonnagem)
Esta é a especificação principal para qualquer máquina. Tonnagem insuficiente permitirá que o molde dê rebarba, criando peças defeituosas e potencialmente danificando a ferramenta.
O cálculo básico é Área Projetada (pol²) x Fator Material (toneladas/pol²). O fator material é uma regra geral, tipicamente variando de 2 a 8 toneladas por polegada quadrada, dependendo da viscosidade do material e da complexidade da peça. Por exemplo, uma peça simples de PP pode precisar de 2-3 toneladas/pol², enquanto uma peça de PC de parede fina pode precisar de 5 toneladas/pol² ou mais.
Sempre adicione uma margem de segurança de pelo menos 10-20% à sua tonnagem calculada.
Combinando a Pegada do Molde: Tamanho da Placa e Espaçamento entre Colunas
O molde deve caber fisicamente dentro da máquina. As colunas são os quatro grandes postes que conectam as placas estacionárias e móveis. A distância entre as colunas (horizontal e vertical) define as dimensões máximas do molde que podem ser montadas.
O tamanho total da placa também é importante, pois deve ser grande o suficiente para suportar adequadamente toda a base do molde.
Garantindo Ajuste e Função: Altura do Molde e Curso de Abertura
A altura do molde é a capacidade da máquina de lidar com uma faixa específica de espessuras de molde. A espessura do seu molde deve estar entre o mínimo e o máximo especificados da máquina.
O curso de abertura é a distância máxima que a placa móvel pode percorrer. Este curso deve ser grande o suficiente para permitir que a peça acabada seja ejetada e removida do molde, muitas vezes por um robô.
Especificando a Unidade de Injeção: Entregando o Material
A unidade de injeção é responsável por derreter a resina plástica e injetá-la na cavidade do molde com precisão e potência.
Determinando o Tamanho do Tiro
O tamanho do tiro é o volume máximo (muitas vezes expresso em peso em onças ou gramas para um material específico como o Poliestireno) de plástico que a máquina pode injetar em um ciclo.
Seu peso total do tiro (peça(s) + sistema de canal) deve idealmente cair entre 20% e 80% da capacidade máxima de tiro da máquina. Usar menos de 20% pode levar à degradação da resina devido ao tempo de residência excessivo no cilindro. Usar mais de 80% arrisca tiros inconsistentes e controle de processo deficiente.
O Papel do Diâmetro da Rosca
A rosca é o coração da unidade de injeção. Uma rosca de diâmetro menor pode gerar maior pressão de injeção, mas tem uma taxa de fusão menor. Uma rosca de diâmetro maior fornece uma taxa de fusão e capacidade de plastificação maiores, mas com pressões máximas mais baixas. A escolha é um equilíbrio baseado no seu material e nas necessidades de tempo de ciclo.
Pressão e Taxa de Injeção
A pressão máxima de injeção é a força que a máquina pode exercer para empurrar o material para dentro do molde. Como mencionado, materiais de alta viscosidade e peças de parede fina exigem pressões mais altas.
A taxa de injeção (ou velocidade) é a rapidez com que esse material pode ser entregue. Isso é crítico para peças onde o plástico pode esfriar e solidificar antes que o molde esteja totalmente preenchido.
Compreendendo as Trocas: Hidráulica vs. Elétrica vs. Híbrida
O sistema de acionamento é uma escolha fundamental que impacta a precisão, o uso de energia e o custo.
O Caso das Máquinas Hidráulicas
As máquinas hidráulicas são os cavalos de batalha tradicionais da indústria. Elas oferecem forças de fechamento muito altas, são robustas, duráveis e têm um preço de compra inicial mais baixo. São excelentes para peças maiores e menos complexas, onde a precisão máxima não é a principal preocupação.
A Precisão das Máquinas Totalmente Elétricas
As máquinas totalmente elétricas usam servomotores de alta precisão em vez de hidráulica. Isso proporciona excepcional repetibilidade, precisão e eficiência energética. Elas também são muito mais silenciosas e limpas, tornando-as o padrão para aplicações médicas, eletrônicas e outras de alta precisão.
A Abordagem Equilibrada: Máquinas Híbridas
As máquinas híbridas combinam tecnologias, tipicamente usando um acionamento de rosca elétrico para fusão e injeção precisas, combinado com um fechamento hidráulico para tonnagem potente e econômica. Elas oferecem um equilíbrio atraente de desempenho, economia de energia e preço.
Fazendo a Escolha Certa para o Seu Objetivo
Selecionar uma máquina é um processo de alinhamento de capacidades com seus objetivos de fabricação específicos.
- Se seu foco principal são peças médicas ou eletrônicas de alta precisão: Uma máquina totalmente elétrica é a escolha superior por sua repetibilidade inigualável e operação limpa.
- Se seu foco principal são peças automotivas, de eletrodomésticos ou industriais grandes: Uma máquina hidráulica ou híbrida grande fornecerá a força de fechamento e durabilidade necessárias em um pacote econômico.
- Se seu foco principal é a moldagem de uso geral com um equilíbrio de custo e desempenho: Uma máquina servo-hidráulica moderna ou uma máquina híbrida oferece uma excelente combinação de eficiência energética e capacidade.
Ao começar com sua peça e definir sistematicamente esses parâmetros, você transforma a seleção da máquina de um palpite em uma decisão de engenharia precisa.
Tabela Resumo:
| Parâmetro Chave | O Que Ele Determina | Por Que É Importante |
|---|---|---|
| Força de Fechamento (Tonnagem) | Evita rebarbas no molde | Calculado a partir da área projetada da peça e do material |
| Tamanho do Tiro | Volume de plástico por ciclo | Deve ser 20-80% da capacidade da máquina para consistência |
| Tamanho da Placa / Espaçamento entre Colunas | Ajuste físico do molde | Garante que o molde possa ser montado e suportado |
| Sistema de Acionamento | Precisão, uso de energia, custo | Hidráulico (robusto), Elétrico (precisão), Híbrido (equilibrado) |
Precisa de ajuda para especificar a máquina de moldagem por injeção perfeita para seu laboratório ou linha de produção? A KINTEK é especializada em equipamentos e consumíveis de laboratório, atendendo às necessidades laboratoriais com precisão e confiabilidade. Nossos especialistas podem guiá-lo através do processo de seleção para garantir que você obtenha uma máquina que corresponda à geometria da sua peça, material e requisitos de volume. Entre em contato conosco hoje para otimizar seu processo de moldagem por injeção e alcançar qualidade superior de peças!
Guia Visual
Produtos relacionados
- Pequena Máquina de Moldagem por Injeção para Uso em Laboratório
- Molde de Prensa Infravermelha de Laboratório
- Molde de Prensa Infravermelha de Laboratório Sem Desmoldagem para Aplicações Laboratoriais
- Molde de Prensagem de Anel para Aplicações Laboratoriais
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
As pessoas também perguntam
- Que máquina faz moldagem? Máquinas de Moldagem por Injeção para Produção em Massa
- O que se pode fazer com uma máquina de moldagem por injeção? Produzir em massa peças plásticas de alta qualidade de forma eficiente
- Qual é a aplicação da máquina de moldagem por injeção? Potencializando a Produção em Massa de Peças Complexas
- Qual é a importância da máquina de moldagem por injeção? Desbloqueando a Fabricação de Precisão e Alto Volume
- Qual é a capacidade de injeção de uma máquina de moldagem por injeção? Otimize o Tamanho do Seu Tiro para Peças Impecáveis



















