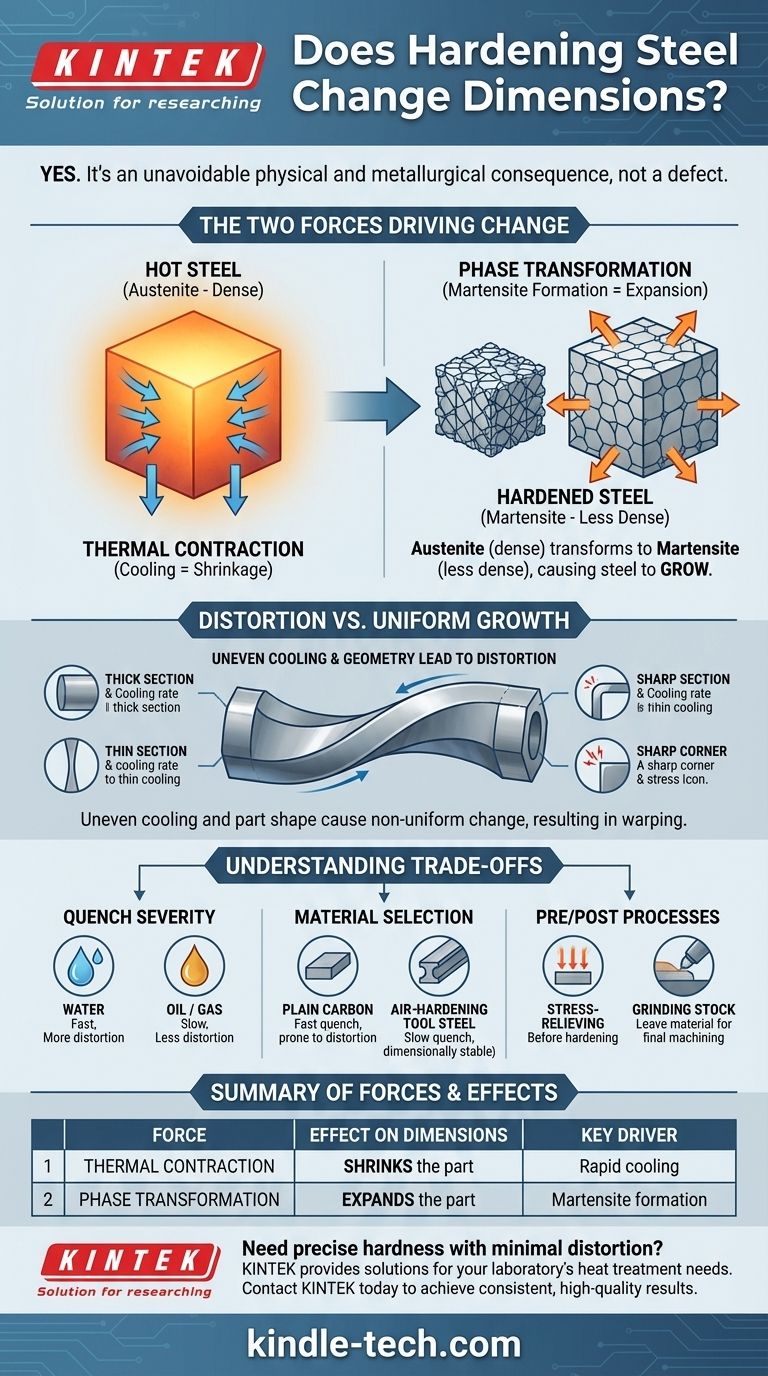
Sim, o endurecimento do aço absolutamente causa uma mudança em suas dimensões. Essa mudança não é um defeito, mas uma consequência física e metalúrgica inevitável do processo. O aço sofre contração térmica devido ao resfriamento e uma expansão volumétrica à medida que sua estrutura cristalina interna se transforma em um estado mais duro.
O desafio central não é que o aço mude de dimensão durante o endurecimento, mas que essa mudança pode ser não uniforme, levando à distorção. Entender as duas forças concorrentes — contração térmica e expansão metalúrgica — é a chave para prever e controlar a forma final de uma peça.

As Duas Forças que Impulsionam a Mudança Dimensional
Cada peça que passa pelo processo de endurecimento está sujeita a duas forças distintas e poderosas que determinam seu tamanho e forma finais. Essas forças frequentemente trabalham uma contra a outra.
O Impacto da Contração Térmica
À medida que o aço é resfriado rapidamente (quenched) a partir de uma alta temperatura (muitas vezes acima de 900°C), ele esfria rapidamente. Assim como qualquer material, esse resfriamento rápido faz com que ele encolha.
Este processo, conhecido como contração térmica, é a parte mais intuitiva da mudança. Um objeto mais quente é maior; um objeto mais frio é menor.
O Papel Crítico da Transformação de Fase
A mudança mais significativa vem da metalurgia. Em altas temperaturas, os átomos de ferro do aço estão dispostos em uma estrutura cristalina densa e compacta chamada Austenita.
Quando o aço é resfriado rapidamente, essa estrutura fica presa e é forçada a se transformar em uma nova estrutura chamada Martensita. A Martensita é o que confere ao aço endurecido sua força e dureza excepcionais.
Crucialmente, a estrutura cristalina da Martensita é menos densa e ocupa mais volume do que a estrutura de Austenita que substitui. Essa transformação de fase faz com que o aço cresça.
Distorção vs. Crescimento Uniforme
Se a mudança fosse perfeitamente uniforme, você poderia simplesmente contabilizar o crescimento previsível. O problema real é a distorção (empenamento, torção ou arqueamento), que surge porque o aquecimento e o resfriamento nunca são perfeitamente uniformes.
Taxas de Resfriamento Desiguais
A superfície de uma peça de aço sempre esfria mais rápido do que seu núcleo. Esse diferencial de temperatura cria uma imensa tensão interna.
A superfície externa se contrai e se transforma em Martensita primeiro, enquanto o núcleo ainda está quente e expandido. À medida que o núcleo finalmente esfria e se transforma, ele se expande contra a casca externa já endurecida, criando uma batalha que pode empenar a peça.
A Influência da Geometria da Peça
A forma de uma peça tem um impacto enorme na distorção.
Seções finas esfriam muito mais rápido do que seções grossas, fazendo com que se transformem em momentos diferentes. Características como cantos internos agudos, furos e chavetas atuam como concentradores de tensão, tornando-os altamente suscetíveis a rachaduras ou distorção.
Entendendo as Compensações (Trade-offs)
Controlar a mudança dimensional exige gerenciar uma série de compensações. O objetivo é atingir a dureza necessária sem introduzir distorção inaceitável.
Severidade do Resfriamento (Quench)
A velocidade do resfriamento é a variável mais crítica. Um resfriamento mais rápido (como em água ou salmoura) produz a dureza máxima, mas também cria o choque térmico mais severo e o maior risco de distorção e rachaduras.
Resfriamentos mais lentos (em óleo ou gás) são mais suaves com a peça, reduzindo significativamente a distorção. No entanto, eles podem não atingir o mesmo nível de dureza, especialmente em aços de baixa liga.
Seleção de Material
Diferentes ligas de aço são projetadas para diferentes respostas de endurecimento. Aços carbono simples requerem um resfriamento muito rápido e são propensos à distorção.
Em contraste, os aços ferramenta com endurecimento ao ar (como o A2) são ligados para se transformarem em Martensita com uma taxa de resfriamento muito mais lenta. Isso reduz drasticamente o choque térmico e os torna muito mais estáveis dimensionalmente.
Processos de Pré e Pós-Endurecimento
Para garantir um resultado previsível, você deve considerar todo o processo de fabricação. Aliviar as tensões (stress-relieving) na peça após a usinagem bruta, mas antes do endurecimento final, pode remover as tensões induzidas pela própria usinagem.
Para peças com tolerâncias extremamente apertadas, é prática padrão deixar uma pequena quantidade de material extra (margem de retificação) nas superfícies críticas. Isso permite a retificação final após o tratamento térmico para levar a peça à sua dimensão final precisa.
Fazendo a Escolha Certa para o Seu Projeto
Sua estratégia para gerenciar a mudança dimensional depende inteiramente dos requisitos da peça.
- Se seu foco principal é dureza máxima e resistência ao desgaste: Você deve aceitar um potencial maior de distorção e planejar o acabamento pós-endurecimento, como a retificação, para atingir as tolerâncias finais.
- Se seu foco principal é estabilidade dimensional e tolerância apertada: Selecione um aço com endurecimento ao ar, projete a peça com seções transversais uniformes e raios generosos, e use um resfriamento mais lento e controlado.
- Se você está equilibrando custo e desempenho para uma peça de uso geral: Um resfriamento a óleo em um aço ligado adequado é frequentemente o melhor compromisso, mas sempre deixe uma pequena margem para usinagem final nas dimensões críticas.
Tratar o tratamento térmico como uma etapa integral no processo de projeto, e não como um pensamento posterior, é a maneira definitiva de alcançar resultados consistentes e bem-sucedidos.
Tabela de Resumo:
| Força | Efeito nas Dimensões | Motor Principal |
|---|---|---|
| Contração Térmica | Encolhe a peça | Resfriamento rápido a partir de alta temperatura |
| Transformação de Fase | Expande a peça | Formação de Martensita de menor densidade |
Precisa atingir dureza precisa com distorção mínima?
Endurecer o aço é um equilíbrio delicado. Os especialistas da KINTEK são especializados em fornecer os equipamentos de laboratório e consumíveis certos para ajudá-lo a controlar o processo de endurecimento. Se você está trabalhando com aços de endurecimento ao ar ou precisa de controle preciso do resfriamento, temos as soluções para as necessidades do seu laboratório.
Entre em contato com a KINTEK hoje mesmo para discutir como podemos ajudá-lo a alcançar resultados consistentes e de alta qualidade.
Guia Visual