
A Fraqueza Oculta em Metal Forte
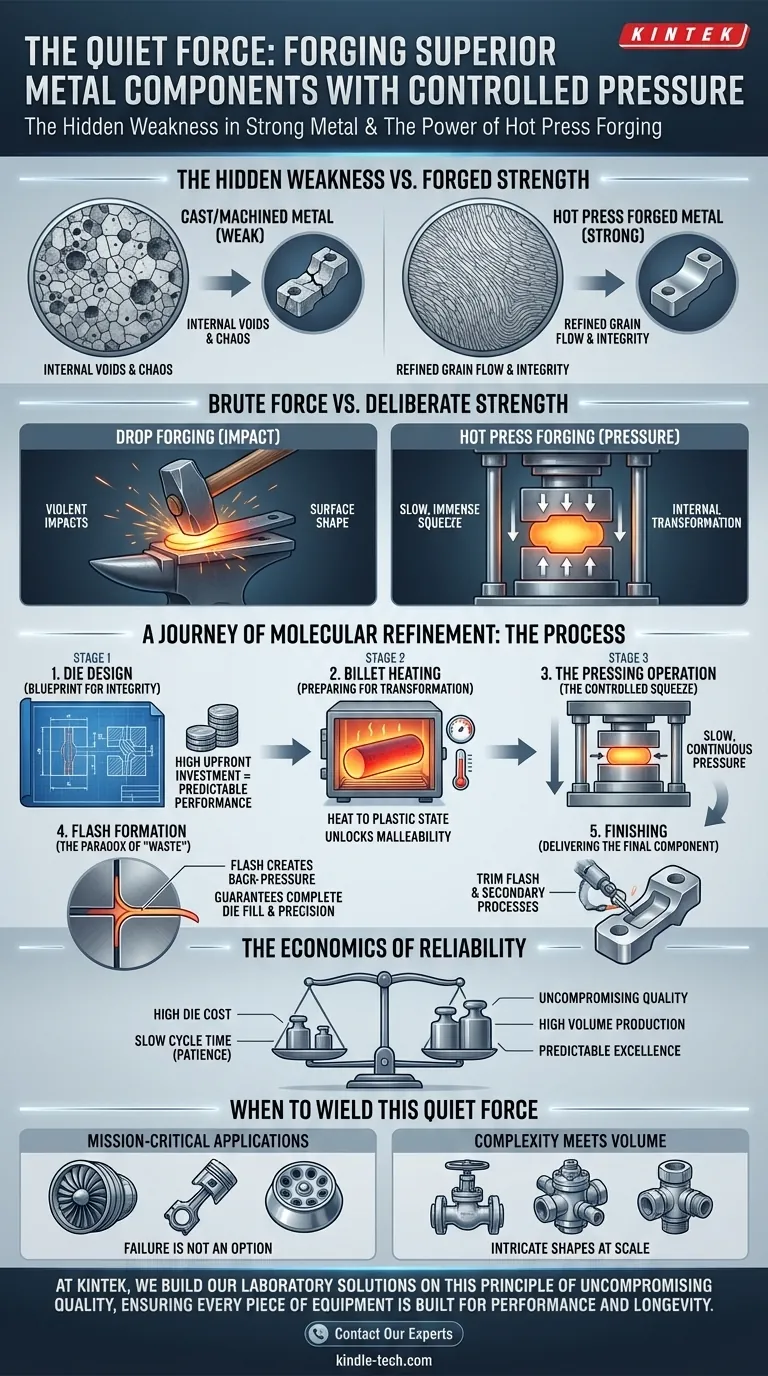
Imagine um componente crítico dentro de uma centrífuga de laboratório de alta velocidade ou uma conexão estrutural em uma prensa industrial. A olho nu, parece sólido, um monólito de força. No entanto, sua verdadeira vulnerabilidade reside profundamente em sua estrutura cristalina — uma paisagem microscópica de limites de grãos e potenciais vazios.
A falha catastrófica muitas vezes começa neste nível invisível. É por isso que o método usado para moldar uma peça de metal é tão importante quanto o próprio metal. Não se trata apenas de criar uma forma; trata-se de incutir integridade de dentro para fora.
Força Bruta vs. Força Deliberada
Quando pensamos em forjamento, muitas vezes imaginamos os golpes violentos e percussivos de um martelo. Essa é uma maneira, conhecida como forjamento por queda. Mas existe uma abordagem mais silenciosa e metódica: a forjagem por prensagem a quente.
Em vez de uma série de impactos, a forjagem por prensagem a quente aplica uma única pressão contínua e imensa. É a diferença entre socar massa e amassá-la lentamente. Um cria uma forma superficial, mas o outro transforma completamente a estrutura interna. Esta aplicação lenta de força é a chave para forjar propriedades mecânicas superiores.
Uma Jornada de Refinamento Molecular
A jornada de um tarugo de metal bruto a um componente de alta fadiga é uma aula magna em metalurgia controlada. Cada etapa é deliberada, projetada para organizar o caos interno do metal em uma estrutura uniforme e resiliente.
H3: O Projeto para Integridade: Design de Ferramentas e Matrizes
O processo começa não com calor ou pressão, mas com engenharia. As matrizes — moldes de aço endurecido — são meticulosamente projetadas. Elas são o projeto para a forma final da peça e, mais importante, para o fluxo de grãos interno.
O custo inicial significativo dessas matrizes não é apenas para um molde; é um investimento no desempenho final e previsível da peça.
H3: Preparando para a Transformação: Aquecimento do Tarugo
Em seguida, um tarugo de metal bruto é aquecido em um forno. O objetivo não é derretê-lo, mas levá-lo a uma temperatura precisa onde ele se torna plástico e maleável.
Este é o momento em que a grade cristalina rígida do metal se destrava, tornando-o receptivo à mudança sem rachar ou enfraquecer. Ele está preparado para sua transformação.
H3: O Aperto Controlado: A Operação de Prensagem
O tarugo aquecido é colocado na matriz inferior. Uma prensa hidráulica ou mecânica, em seguida, aciona a matriz superior para baixo com um aperto lento, poderoso e contínuo.
Essa pressão penetra profundamente no núcleo do metal, forçando os grãos a se reorientarem e se refinarem ao longo dos contornos da matriz. Vazios são comprimidos e eliminados. O resultado é uma estrutura de grãos densa e uniforme que confere à peça sua excepcional resistência à fadiga e resistência à tração.
H3: O Paradoxo do "Desperdício": O Papel da Rebarba
À medida que as matrizes se fecham, uma pequena quantidade de material em excesso espreme para fora em uma fina fita ao redor da peça. Isso é chamado de "rebarba".
Longe de ser um defeito, a rebarba é uma característica crucial e planejada. À medida que essa fina fita esfria e resiste ao fluxo, ela cria uma contrapressão dentro da cavidade da matriz. Essa pressão garante que o metal preencha completamente todos os detalhes intrincados do molde, criando uma peça de forma quase final com incrível precisão. O que parece ser desperdício é, na verdade, uma garantia de qualidade.
A Economia da Confiabilidade
Escolher a forjagem por prensagem a quente é uma decisão estratégica, impulsionada por uma compreensão clara de seus prós e contras.
- O Alto Custo da Certeza: As matrizes robustas e resistentes ao calor são caras. Isso torna o processo mais adequado para tiragens de produção de volume médio a alto, onde o custo pode ser amortizado em milhares de peças confiáveis. É o preço pago pela excelência previsível.
- Paciência como Virtude de Engenharia: O tempo de ciclo lento é uma troca direta pela qualidade. A velocidade é sacrificada para garantir que a pressão tenha tempo de fazer sua mágica profundamente no material, um compromisso que é inegociável para aplicações críticas.
| Estágio Chave | Ação Principal | Resultado Principal |
|---|---|---|
| Design da Matriz | Engenharia de ferramentas de alta resistência | Define a geometria da peça e a integridade interna |
| Aquecimento do Tarugo | Aquecer o metal a um estado plástico | Destrava a maleabilidade do material |
| Prensagem | Aplicar pressão lenta e contínua | Refina e alinha a estrutura de grãos |
| Formação de Rebarba | Gerenciar o fluxo de material em excesso | Garante o preenchimento completo da matriz e detalhes nítidos |
| Acabamento | Cortar a rebarba e realizar processos secundários | Entrega o componente final e preciso |
Quando Usar Esta Força Silenciosa
Em última análise, a decisão de usar a forjagem por prensagem a quente é psicológica, enraizada em quanto risco você está disposto a aceitar.
- Escolha quando a falha não é uma opção. Para peças de missão crítica em aeroespacial, automotivo ou equipamentos de laboratório de alto desempenho, a estrutura de grãos refinada fornece uma margem de segurança que outros processos não podem.
- Escolha quando a complexidade deve encontrar o volume. Para formas intrincadas que precisam ser produzidas de forma confiável e consistente em escala, o processo justifica seu investimento inicial.
Em um laboratório, a integridade de cada peça — de um rotor de centrífuga a uma válvula em um sistema de alta pressão — é primordial. O equipamento é tão confiável quanto seu componente mais fraco. Compreender a profunda disciplina metalúrgica por trás de um processo como a forjagem por prensagem a quente é o que separa ferramentas confiáveis de potenciais responsabilidades.
Na KINTEK, construímos nossas soluções de laboratório com base neste mesmo princípio de qualidade intransigente, garantindo que cada peça de equipamento seja construída para desempenho e longevidade. Entre em Contato com Nossos Especialistas
Guia Visual
Produtos relacionados
- Máquina de Forno de Prensagem a Quente a Vácuo para Laminação e Aquecimento
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Molde de Prensa de Bolas para Laboratório
- Máquina de Prensa Hidráulica Automática Calefactada com Placas Calefactadas para Prensa Caliente de Laboratorio 25T 30T 50T
- Máquina Manual de Prensa Hidráulica Aquecida com Placas Aquecidas para Prensa a Quente de Laboratório
Artigos relacionados
- O Paradoxo da Pureza: Escolhendo o Coração do seu Forno de Prensagem a Quente a Vácuo
- A Física Invisível da Perfeição: Dominando Calor, Pressão e Tempo
- Além da Cola: A Alquimia Controlada da Laminação por Prensagem a Quente
- Guia completo para a aplicação do forno de prensagem a quente com vácuo
- A Física da Perfeição: Por Que o Vácuo é a Ferramenta Mais Poderosa do Cientista de Materiais


















