
Introdução
Índice
No mundo do processamento de pós metálicos, são utilizados dois métodos comuns para a compactação:prensagem a quente e prensagem a frio. Estas técnicas desempenham um papel crucial na criação de componentes metálicos de alta qualidade. A prensagem a quente envolve a fusão de fases metalúrgicas de pó discretas numa única câmara, onde a compactação e a sinterização ocorrem simultaneamente. Por outro lado, a prensagem a frio utiliza uma abordagem diferente, aplicando pressão sem o uso de calor. Nesta publicação do blogue, vamos aprofundar as características, os benefícios e os resultados dos métodos de prensagem a quente e a frio, fornecendo informações sobre as suas aplicações e vantagens na indústria metalúrgica.
Método de prensagem a quente em câmara de compactação
Descrição do processo de prensagem a quente
A prensagem a quente envolve a prensagem e sinterização de uma peça em pó num único passo. A força da matriz compacta o pó, ao mesmo tempo que o calor é aplicado ao trabalho. É possível obter boas propriedades mecânicas e precisão dimensional com este processo de fabrico. Deve ser mantida uma atmosfera controlada para a prensagem a quente. Os materiais do molde devem ser capazes de manter a integridade sob as condições de temperatura e pressão extremas que este processo exige.

Processo de fusão de fases discretas da metalurgia do pó
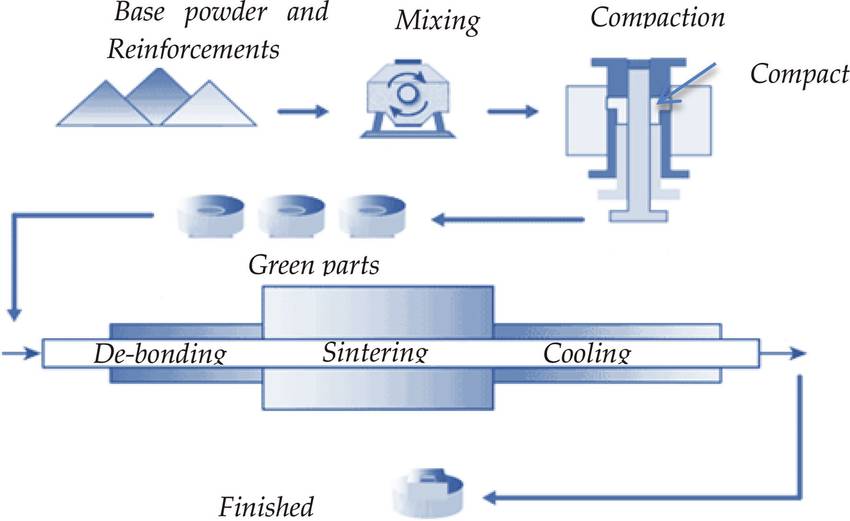
Duas das fases discretas da metalurgia do pó podem ser combinadas. Trata-se da prensagem a quente, em que o trabalho de compactação e a operação de sinterização são efectuados numa única câmara. Primeiro, a matriz cria a peça verde, que continua a ser uma massa de partículas metálicas individuais. De seguida, os grãos "pescam" e sinterizam. A temperatura elevada é mantida imediatamente abaixo do ponto crítico de fusão da liga selecionada, pelo que as partículas se combinam. Não há liquefação, nem fluxo de metais fundidos. Mais uma vez, são utilizadas duas fontes de energia separadas numa única câmara. Pressões imensas conferem ao pó a sua geometria e, em seguida, a energia térmica aplicada incentiva o pó compactado a fundir-se.
Mecanismo de compactação e sinterização numa única câmara
As câmaras de compactação/sinterização por prensagem a quente são utilizadas para produzir ferramentas densificadas. Pressionadas em matrizes de grafite com distribuição de calor, a energia térmica e o processo de compactação melhoram as características de sinterização de pós metálicos que, de outra forma, resistiriam ao processo. Combinando as duas fases, as ferramentas de corte de carboneto densificado de baixa porosidade podem ser produzidas em quantidade numa forma de máquina que não foi originalmente concebida para esse fim. Alternativamente, quando se trata de prensagem a frio, as duas fases discretas de formação produzem produtos geometricamente detalhados, que exibem um quociente de porosidade calculado, mais algum tipo de fluido/cera armazenado internamente. Os óleos lubrificantes são popularmente armazenados desta forma no interior de rolamentos auto-lubrificantes.
Prensagem a quente vs. Prensagem a frio de pós metálicos: Qual é a diferença?
De volta à câmara de compactação, estão disponíveis dois sistemas de prensagem alternativos. No método de prensagem a quente, são utilizadas temperaturas elevadas. É uma operação de processo duplo, em que o metal em pó é compactado e depois sinterizado. Quase sólido, apenas ligeiramente poroso, a abordagem de processamento combinado produz resultados de qualidade de ferramenta. Em alternativa, a prensagem a frio é efectuada sem calor. Esta última fase do processo é deixada até que o produto compactado atinja a fase de sinterização.
Método de prensagem a frio em câmara de compactação
Descrição do processo de prensagem a frio
A prensagem a frio é um método utilizado em câmaras de compactação para produzir produtos geometricamente detalhados com um quociente de porosidade calculado. Ao contrário da prensagem a quente, a prensagem a frio não envolve a aplicação de calor para transformar o compacto verde numa massa sólida. Em vez disso, são aplicadas altas pressões na câmara de compactação, onde as secções superiores da matriz e os seus componentes inferiores se juntam. Um elemento central e uma sapata de alimentação completam a arquitetura da matriz. A câmara de compactação pode ser submetida a uma cozedura a baixa temperatura para queimar o lubrificante de prensagem.
Contraste com a prensagem a quente em termos de aplicação de calor
A prensagem a quente, por outro lado, utiliza temperaturas elevadas numa operação de processo duplo. O metal em pó é primeiro compactado e depois sinterizado. O calor estimula o pó compactado a coalescer, resultando num produto quase sólido e ligeiramente poroso. A combinação de compactação e sinterização numa única câmara produz resultados de qualidade de ferramenta. Em contrapartida, a prensagem a frio não envolve quaisquer elementos de aquecimento e o processo de sinterização é efectuado separadamente após a compactação.
Diferenças na arquitetura da matriz entre a prensagem a quente e a prensagem a frio
A arquitetura da matriz também difere entre a prensagem a quente e a prensagem a frio. Na prensagem a quente, são utilizados núcleos de grafite para substituir as variantes de aço endurecido encontradas na prensagem a frio. Esta diferença na arquitetura da matriz é necessária para acomodar a aplicação de calor na prensagem a quente, uma vez que a grafite é um melhor condutor de calor em comparação com o aço.
De um modo geral, tanto os métodos de prensagem a quente como a frio têm as suas próprias vantagens e aplicações. A prensagem a quente é adequada para produzir ferramentas densificadas com características de sinterização melhoradas, enquanto a prensagem a frio é ideal para produzir produtos geometricamente detalhados com um quociente de porosidade calculado. Além disso, a prensagem a frio pode ser combinada com outros processos, como a prensagem isostática a frio, que aplica uma pressão uniforme em toda a superfície do molde e resulta em densidades mais uniformes.
O método de prensagem a frio em câmaras de compactação oferece uma abordagem versátil para produzir produtos de alta qualidade utilizando técnicas de metalurgia do pó.
Vantagens dos métodos de prensagem a quente e a frio
Produção de ferramentas densificadas utilizando compactação por prensagem a quente
As câmaras de compactação/sinterização por prensagem a quente são utilizadas para produzir ferramentas densificadas. Este método envolve a aplicação de pressão de compactação e energia térmica a pós metálicos prensados em matrizes de grafite com distribuição de calor. A combinação de pressão e calor melhora as características de sinterização dos pós metálicos, resultando em ferramentas de corte de carboneto densificado e de baixa porosidade. Esta técnica permite a produção de ferramentas de alta qualidade em grandes quantidades numa forma de máquina que não foi originalmente concebida para esse fim.

Características de sinterização melhoradas com fases combinadas
A prensagem a quente combina as fases de compactação e sinterização numa única câmara. Primeiro, a matriz cria a peça verde, que é uma massa de partículas individuais de metal. De seguida, os grãos "pescam" e sinterizam sob temperaturas elevadas, logo abaixo do ponto crítico de fusão da liga. Este processo incentiva as partículas a combinarem-se e a fundirem-se sem que os metais derretam. Ao utilizar duas fontes de energia separadas numa única câmara, a prensagem a quente consegue características de sinterização melhoradas e a produção de produtos com grãos finos e boas propriedades mecânicas e eléctricas.
Características especiais dos produtos produzidos por prensagem a frio
A prensagem a frio é uma técnica que não envolve calor durante a fase de compactação. Em vez disso, o produto compactado é sinterizado separadamente. Este método é utilizado para criar componentes finamente detalhados com vazios pré-determinados, caminhos capilares e fluidos lubrificantes. Os produtos produzidos através da prensagem a frio apresentam um quociente de porosidade calculado e fluido/cera armazenado internamente, tal como os óleos lubrificantes armazenados no interior de rolamentos auto-lubrificantes. A prensagem a frio oferece as vantagens de uma maior flexibilidade na forma e no tamanho, rácios de aspeto mais longos, melhor compactação do pó e a capacidade de processar materiais com diferentes características e formas.
Em conclusão, tanto os métodos de prensagem a quente como a frio têm as suas vantagens únicas na produção de ferramentas e componentes densificados. A compactação por prensagem a quente melhora as características de sinterização e permite a produção de ferramentas de alta qualidade em grandes quantidades. Por outro lado, a prensagem a frio oferece uma maior flexibilidade em termos de forma e tamanho, bem como a capacidade de criar componentes finamente detalhados com características pré-determinadas. Compreender as diferenças entre estes dois métodos é essencial para selecionar a técnica mais apropriada para requisitos de fabrico específicos.
Comparação de resultados entre as técnicas de prensagem a quente e a frio
Melhorias na resistência e densidade com a prensagem a quente
As técnicas de prensagem a quente são conhecidas pela sua capacidade de remover potenciais fragilidades do material, resultando em peças mais fortes e mais densas. À medida que o quociente de porosidade diminui, o produto acabado torna-se mais robusto. Isto torna a prensagem a quente um método preferido para a criação de artigos especializados, tais como ferramentas de metal duro sinterizado. O processo envolve a utilização de uma única câmara que aplica pressão de compactação e energia térmica para alcançar o resultado desejado.

Criação de artigos especializados com a técnica de câmara única
As técnicas de prensagem a quente, realizadas numa única câmara, oferecem a vantagem de criar artigos especializados com maior resistência e densidade. Este método é normalmente utilizado para o fabrico de ferramentas de metal duro sinterizado e outros componentes especializados. Ao aplicar pressão de compactação e energia térmica num ambiente controlado, a prensagem a quente garante a produção de componentes de alta qualidade.
Produção de componentes com detalhes finos através da prensagem a frio
As técnicas de prensagem a frio são utilizadas para criar componentes finamente detalhados com espaços vazios pré-determinados, caminhos capilares e fluidos lubrificantes. Os componentes produzidos através da prensagem a frio podem parecer sólidos, mas possuem estas propriedades únicas. Este método é amplamente utilizado em várias indústrias, como o fabrico de telemóveis, de ecrãs tácteis, de computadores, de impressoras e de interruptores de membrana.

Propriedades únicas dos componentes produzidos por prensagem a frio
Os componentes produzidos por prensagem a frio têm várias propriedades únicas. Possuem espaços vazios pré-determinados, trajectos capilares e fluidos lubrificantes, embora possam parecer sólidos. Isto permite uma maior flexibilidade na forma e tamanho do produto acabado. A prensagem a frio também permite a produção de componentes com rácios de aspeto mais longos, possibilitando a criação de pellets longos e finos. Além disso, a prensagem a frio permite uma melhor compactação do pó, levando a uma melhor densificação do produto final. Este método também oferece a capacidade de processar materiais com diferentes características e formas, resultando em componentes com propriedades melhoradas.
Em resumo, tanto a prensagem a quente como a prensagem a frio têm as suas próprias vantagens e são utilizadas para diferentes objectivos. A prensagem a quente é preferida pelas suas melhorias em termos de resistência e densidade, enquanto a prensagem a frio é preferida para a criação de componentes com detalhes finos e propriedades únicas. A escolha entre as duas técnicas depende dos objectivos específicos do projeto e das características dos materiais envolvidos.
Conclusão
Em conclusão, tanto aprensagem a quente e a frio têm as suas próprias vantagens e aplicações no processamento de pós metálicos. A prensagem a quente oferece as vantagens de produzir ferramentas densificadas, características de sinterização melhoradas e a capacidade de fundir as fases de compactação e sinterização numa única câmara. Por outro lado, a prensagem a frio permite a produção de componentes finamente detalhados e oferece propriedades únicas nos produtos finais. A escolha entre as duas técnicas depende do resultado pretendido e dos requisitos específicos do projeto. Compreender as diferenças e as capacidades de cada método é essencial para obter resultados óptimos no processamento de pós metálicos.
Produtos relacionados
- Máquina de Prensa Hidráulica Automática Calefactada com Placas Calefactadas para Prensa Caliente de Laboratorio 25T 30T 50T
- Máquina de Prensagem Hidráulica Manual de Alta Temperatura com Placas Aquecidas para Laboratório
- Prensa Térmica Automática a Vácuo com Tela Sensível ao Toque
- Máquina de Prensagem Hidráulica Automática Aquecida Dividida 30T 40T com Placas Aquecidas para Prensagem a Quente de Laboratório
- Máquina de Forno de Prensagem a Quente a Vácuo Prensagem a Vácuo Aquecida
Artigos relacionados
- Mais do que um Aperto: A Física e a Psicologia da Prensa Hidráulica Quente
- Por que suas peças compostas e poliméricas continuam falhando: O segredo é calor e pressão simultâneos
- Guia completo para máquinas de prensagem a quente e consumíveis essenciais
- Prensa hidráulica a quente: Princípios, componentes, caraterísticas, vantagens e aplicações
- Guia completo para máquinas de prensagem a quente


















