
A Psicologia do Compromisso na Manufatura
Na engenharia, frequentemente aceitamos uma sequência de compromissos. Pegamos uma matéria-prima, moldamo-la e, em seguida, tratamo-la para finalizar as suas propriedades.
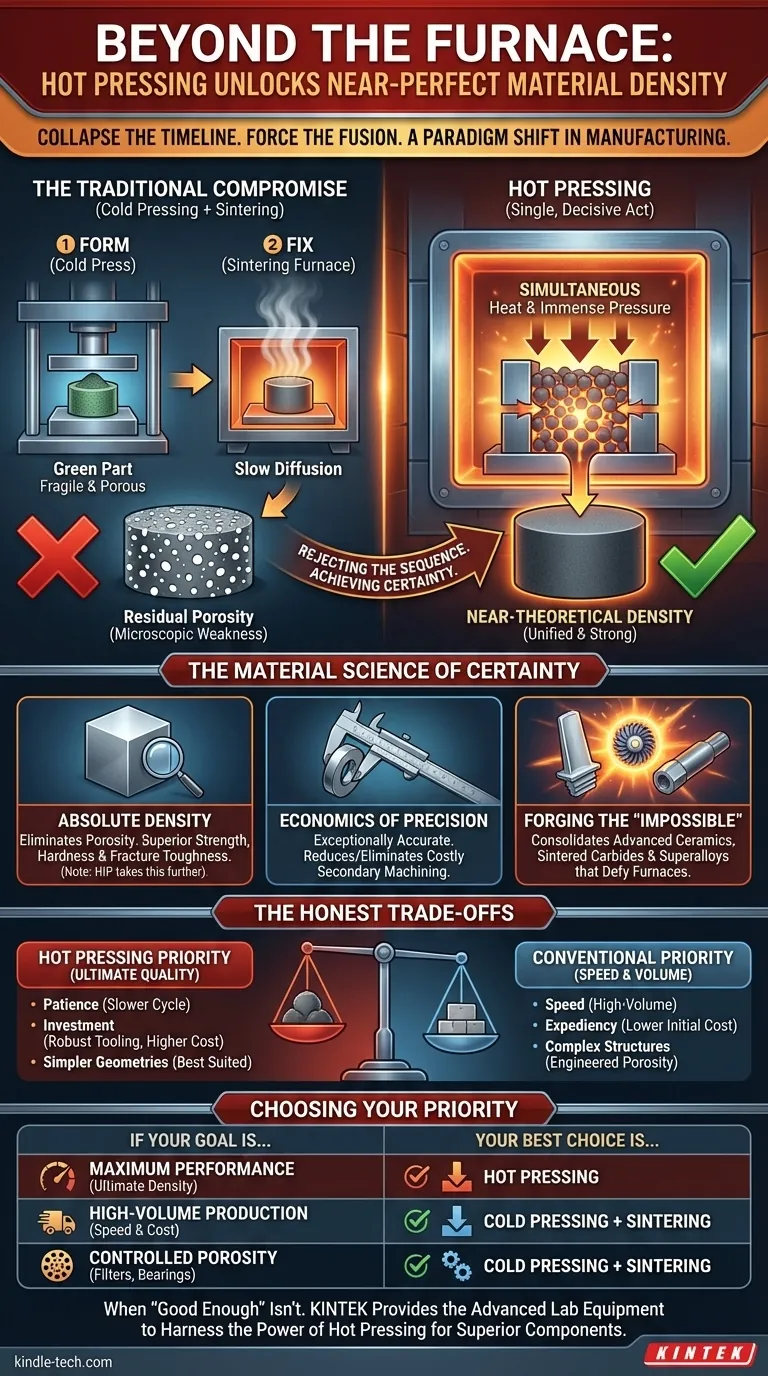
A metalurgia do pó é um exemplo clássico. Prensamos um pó fino numa peça "verde" frágil – um objeto que detém a promessa da sua forma final, mas não possui nenhuma da sua resistência. Em seguida, movemos cuidadosamente esta peça delicada para um forno para sinterização.
Este segundo passo, a sinterização, é uma batalha contra a física. Usamos calor para coaxar partículas individuais a ligarem-se, fechando lentamente as lacunas microscópicas entre elas. É um processo eficaz, mas é fundamentalmente um compromisso. Deixa para trás porosidade residual, um mapa oculto de vazios microscópicos que podem tornar-se futuros pontos de falha.
Esta lógica de duas etapas – formar, depois corrigir – é eficiente. Mas e se o próprio processo for a fonte da imperfeição?
Colapsando a Linha do Tempo: Uma Nova Filosofia
A prensagem a quente não é apenas uma melhoria nesta sequência; é uma rejeição dela.
Em vez de moldar uma peça e depois aquecê-la, a prensagem a quente faz ambos numa única ação decisiva. O pó é colocado numa matriz, e depois calor e pressão imensa são aplicados *simultaneamente*.
Isto muda tudo.
A temperatura elevada torna as partículas do material maleáveis e receptivas. A pressão mecânica força-as então a juntarem-se, colapsando fisicamente os vazios que o calor sozinho tem dificuldade em fechar. As partículas não se fundem apenas suavemente; são forjadas numa massa unificada e densa.
Isto não é meramente uma otimização do processo. É uma mudança de paradigma de uma esperança sequencial de duas etapas pela densidade para um ato único e determinístico de criação.
A Ciência dos Materiais da Certeza
Ao colapsar o processo, a prensagem a quente entrega um novo nível de qualidade e previsibilidade no componente final. Os benefícios não são incrementais; são transformadores.
A Busca pela Densidade Absoluta
O resultado mais significativo é a eliminação quase completa da porosidade. Um vazio é um concentrador de tensões, uma fraqueza inerente. Ao alcançar densidade quase teórica, a prensagem a quente produz peças com propriedades mecânicas vastamente superiores – maior resistência, dureza e tenacidade à fratura.
Este princípio é levado ainda mais longe com uma técnica relacionada, a Prensagem Isostática a Quente (HIP), onde o gás aplica pressão uniforme de todas as direções, espremendo os últimos vestígios de microporosidade para criar um componente verdadeiramente sólido.
A Economia da Precisão
Como a peça é compactada e sinterizada numa única etapa contida, as suas dimensões finais são excecionalmente precisas. Esta precisão não é apenas uma conquista técnica; é económica. Reduz drasticamente ou elimina a necessidade de maquinação secundária dispendiosa e demorada, poupando tanto material como mão de obra.
Forjando Materiais "Impossíveis"
Talvez o aspeto mais romântico da prensagem a quente seja a sua capacidade de criar componentes a partir de materiais que resistem a métodos convencionais.
Cerâmicas avançadas, carbonetos sinterizados e certas superligas têm pontos de fusão tão altos e adesão de partículas tão pobre que o calor sozinho não é suficiente para as consolidar. Elas desafiam o forno. A prensagem a quente fornece a força mecânica necessária para superar a sua relutância, permitindo a criação de ferramentas ultraduras e componentes de alto desempenho que estavam anteriormente fora de alcance.
As Trocas Honestas
Este nível de desempenho vem com trocas deliberadas. Escolher a prensagem a quente é uma decisão estratégica que prioriza a qualidade final sobre outros fatores.
- Paciência Acima da Velocidade: A prensagem a quente é metódica. Aquecer a matriz, aplicar pressão e arrefecer a montagem leva mais tempo do que a prensagem a frio de alta velocidade. É uma escolha para aplicações onde a integridade do material não pode ser apressada.
- Investimento Acima da Conveniência: As ferramentas devem suportar calor e pressão extremos simultaneamente, exigindo materiais robustos como grafite ou ligas especializadas. O investimento inicial é mais elevado porque o equipamento é construído para uma tarefa mais exigente.
- Desempenho Acima da Complexidade: O processo é mais adequado para geometrias mais simples. Para peças com estruturas internas intrincadas, como rolamentos autolubrificantes que dependem de porosidade projetada, a prensagem a frio tradicional permanece o método superior.
Escolhendo a Sua Prioridade
A decisão entre prensagem a quente e métodos convencionais resume-se a uma única pergunta: Qual é o seu objetivo principal?
| Se o Seu Objetivo é... | Então a Sua Melhor Escolha é... |
|---|---|
| Desempenho Máximo | Prensagem a Quente (para densidade e resistência finais) |
| Produção de Alto Volume | Prensagem a Frio + Sinterização (para velocidade e eficiência de custos) |
| Porosidade Controlada | Prensagem a Frio + Sinterização (para filtros, rolamentos) |
Em última análise, a prensagem a quente é a ferramenta para quando "bom o suficiente" não é suficiente. É para aplicações onde a fiabilidade é inegociável e o desempenho do material é primordial.
Alcançar este nível de integridade do material num ambiente de investigação ou produção requer equipamento que possa controlar com precisão estas condições extremas. Na KINTEK, fornecemos o equipamento de laboratório avançado e os consumíveis necessários para aproveitar o poder de processos como a prensagem a quente, permitindo-lhe transformar materiais desafiadores em componentes superiores.
Se o seu trabalho exige os mais altos padrões de densidade e resistência, temos as ferramentas para o ajudar a alcançá-los. Contacte os Nossos Especialistas
Guia Visual
Produtos relacionados
- Máquina de Prensa Hidráulica Automática Calefactada com Placas Calefactadas para Prensa Caliente de Laboratorio 25T 30T 50T
- Máquina de Prensagem Hidráulica Manual de Alta Temperatura com Placas Aquecidas para Laboratório
- Prensa Térmica Automática a Vácuo com Tela Sensível ao Toque
- Máquina de Prensagem Hidráulica Automática Aquecida Dividida 30T 40T com Placas Aquecidas para Prensagem a Quente de Laboratório
- Máquina de Forno de Prensagem a Quente a Vácuo Prensagem a Vácuo Aquecida
Artigos relacionados
- Um guia completo para máquinas de prensagem a quente: Funcionalidade, aplicação, características, princípios, classificação e requisitos técnicos
- Por que suas peças compostas e poliméricas continuam falhando: O segredo é calor e pressão simultâneos
- Passos e precauções de funcionamento da prensa térmica
- Guia completo para prensas hidráulicas a quente: Função, características e aplicações
- Prensa hidráulica a quente: Princípios, componentes, caraterísticas, vantagens e aplicações


















