Em sua essência, a prensagem isostática é superior à prensagem uniaxial porque aplica pressão uniformemente de todas as direções, e não apenas de uma. Essa diferença fundamental elimina o atrito interno e as variações de densidade que assolam os métodos uni-axiais, resultando em componentes cerâmicos com densidade significativamente maior e mais uniforme e a capacidade de formar formas muito mais complexas.
Embora a prensagem uniaxial seja um método rápido e econômico para formas simples, a prensagem isostática destrava um nível mais alto de desempenho e liberdade geométrica, garantindo que cada partícula do pó cerâmico seja compactada uniformemente.

A Diferença Fundamental: Aplicação da Pressão
Para entender os benefícios, você deve primeiro compreender o princípio físico que separa essas duas técnicas. O método de aplicação da pressão determina a qualidade final da peça.
Prensagem Uniaxial: Um Aperto de Cima para Baixo
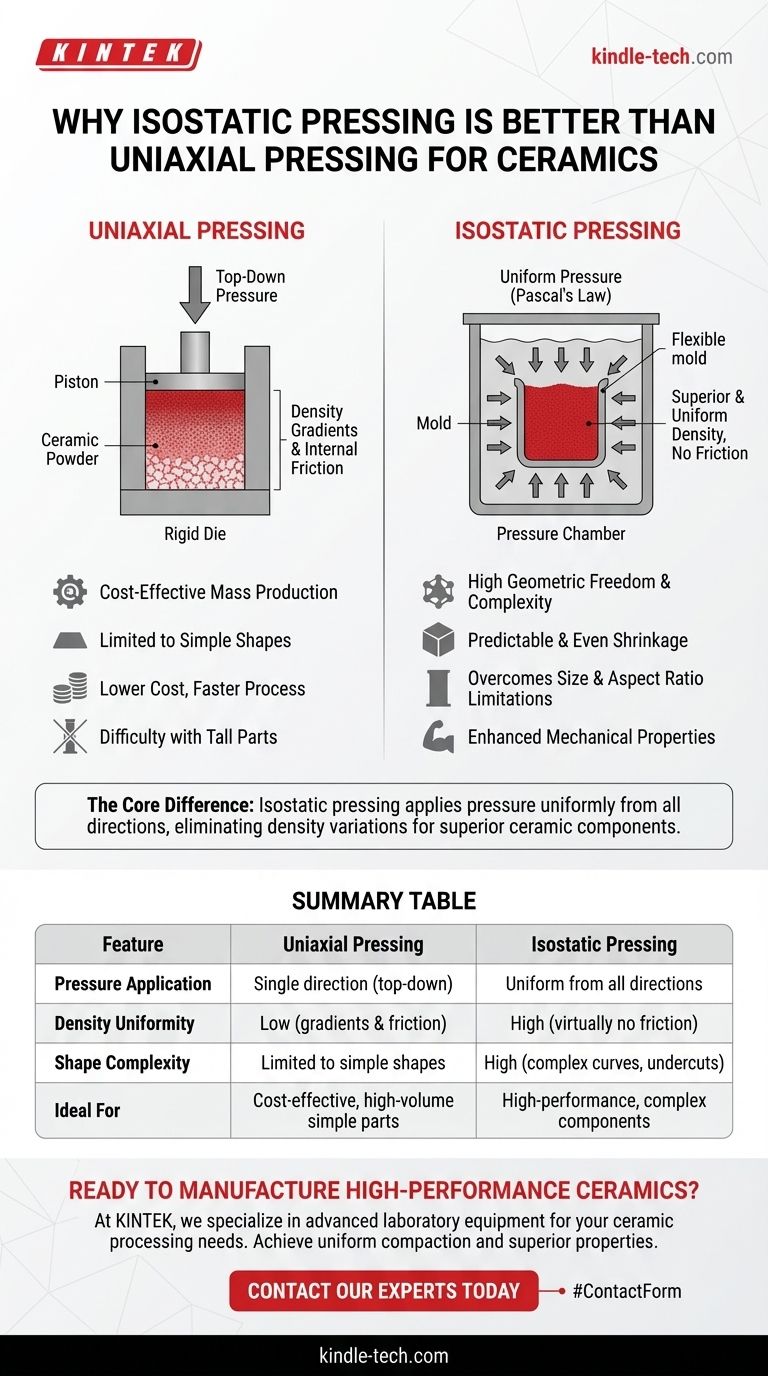
A prensagem uniaxial funciona como um pistão simples. O pó é colocado em um molde rígido e um punção o comprime de cima para baixo.
Isso cria um atrito significativo entre as partículas do pó e contra as paredes do molde. Como resultado, a pressão no topo da peça é muito maior do que na parte inferior, levando a gradientes de densidade por todo o componente.
Prensagem Isostática: Um Aperto Uniforme
A prensagem isostática submerge um molde flexível preenchido com pó em um fluido de alta pressão. De acordo com a Lei de Pascal, essa pressão é transmitida de forma igual e instantânea a cada ponto da superfície do componente.
Essa pressão abrangente elimina virtualmente o atrito interno, permitindo que as partículas se organizem em uma estrutura de empacotamento muito mais densa e regular. O resultado é uma peça "verde" (não sinterizada) com densidade excepcionalmente uniforme.
Principais Vantagens da Prensagem Isostática
Essa aplicação de pressão uniforme se traduz diretamente em benefícios tangíveis de fabricação e desempenho para componentes cerâmicos.
Densidade e Uniformidade Superiores
Como a densidade verde é uniforme, a peça encolhe de forma previsível e uniforme durante o estágio final de sinterização (queima). Isso reduz drasticamente o risco de empenamento, rachaduras ou tensões internas que são comuns em peças prensadas uniaxialmente devido às suas variações de densidade.
Liberdade Geométrica e Complexidade
A prensagem uniaxial é limitada a formas simples que podem ser ejetadas de um molde rígido. A prensagem isostática usa um molde flexível, permitindo a criação de peças com curvas complexas, rebaixos e cavidades internas intrincadas que são impossíveis de produzir de outra forma.
Superando Limitações de Tamanho
Na prensagem uniaxial, fazer uma peça alta (alta relação altura/diâmetro) é extremamente difícil. O atrito ao longo da parede do molde impede que a pressão atinja a parte inferior da peça de forma eficaz.
A prensagem isostática supera completamente essa limitação, produzindo peças de densidade uniforme, independentemente do seu tamanho ou relação de aspecto.
Propriedades do Material Aprimoradas
Uma densidade maior e mais uniforme significa menos vazios internos ou defeitos na cerâmica sinterizada final. Isso leva diretamente a propriedades mecânicas aprimoradas, como maior dureza, resistência ao desgaste e estabilidade térmica para aplicações de alto desempenho.
Compreendendo as Compensações
A prensagem isostática não é universalmente superior; suas vantagens têm um custo que a torna inadequada para certas aplicações.
Custo Mais Elevado
O equipamento para prensagem isostática, que envolve vasos de alta pressão e sistemas de fluidos especializados, é significativamente mais caro do que uma prensa mecânica padrão. A ferramental, que consiste em moldes flexíveis personalizados, também pode ser mais caro do que moldes rígidos simples.
Aumento da Complexidade do Processo
Os ciclos de prensagem isostática são tipicamente mais longos do que a ação de estampagem rápida de uma prensa uniaxial. O processo de enchimento, vedação e manuseio de moldes flexíveis adiciona etapas e complexidade, tornando-o menos adequado para a produção em grande volume de itens de mercadoria simples.
Escolhendo o Método de Prensagem Correto
A decisão de usar prensagem isostática ou uniaxial não é sobre qual é "melhor" no vácuo, mas qual está mais alinhada com seu objetivo específico.
- Se seu foco principal for a produção em massa econômica de formas simples: A prensagem uniaxial é a escolha clara devido à sua velocidade, baixo custo e simplicidade.
- Se seu foco principal for o desempenho máximo e a complexidade geométrica: A prensagem isostática é necessária para atingir a densidade uniforme e a liberdade de forma exigidas para componentes críticos.
- Se seu foco principal for a criação de peças grandes com alta relação de aspecto: A prensagem isostática é frequentemente o único método viável para garantir a integridade estrutural em todo o componente.
Em última análise, sua escolha depende de equilibrar os requisitos de engenharia do componente com as realidades econômicas de sua produção.
Tabela de Resumo:
| Característica | Prensagem Uniaxial | Prensagem Isostática |
|---|---|---|
| Aplicação da Pressão | Direção única (de cima para baixo) | Uniforme de todas as direções |
| Uniformidade da Densidade | Baixa (gradientes e atrito) | Alta (virtualmente sem atrito) |
| Complexidade da Forma | Limitada a formas simples | Alta (curvas complexas, rebaixos) |
| Ideal Para | Peças simples de alto volume e custo-benefício | Componentes complexos de alto desempenho |
Pronto para fabricar componentes cerâmicos de alto desempenho com densidade superior e geometrias complexas?
Na KINTEK, nos especializamos em fornecer equipamentos laboratoriais avançados, incluindo soluções para suas necessidades de processamento de cerâmica. Nossa experiência ajuda você a alcançar a compactação uniforme e as propriedades do material necessárias para aplicações críticas.
Entre em contato com nossos especialistas hoje mesmo através do nosso Formulário de Contato para discutir como nossas soluções podem aprimorar seu processo de fabricação de cerâmica.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
As pessoas também perguntam
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?
- Qual é o princípio da prensagem isostática a quente? Alcance 100% de Densidade e Desempenho Superior
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme para Peças Complexas
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos

















