A prensagem isostática é um processo de metalurgia do pó que forma um componente sólido submetendo um pó selado dentro de um molde flexível a alta pressão uniforme. Essa pressão é transmitida através de um meio fluido — seja um líquido ou um gás — garantindo que a força compressiva seja aplicada igualmente de todas as direções. O resultado é um "compacto verde" altamente uniforme e denso, pronto para processamento subsequente como a sinterização.
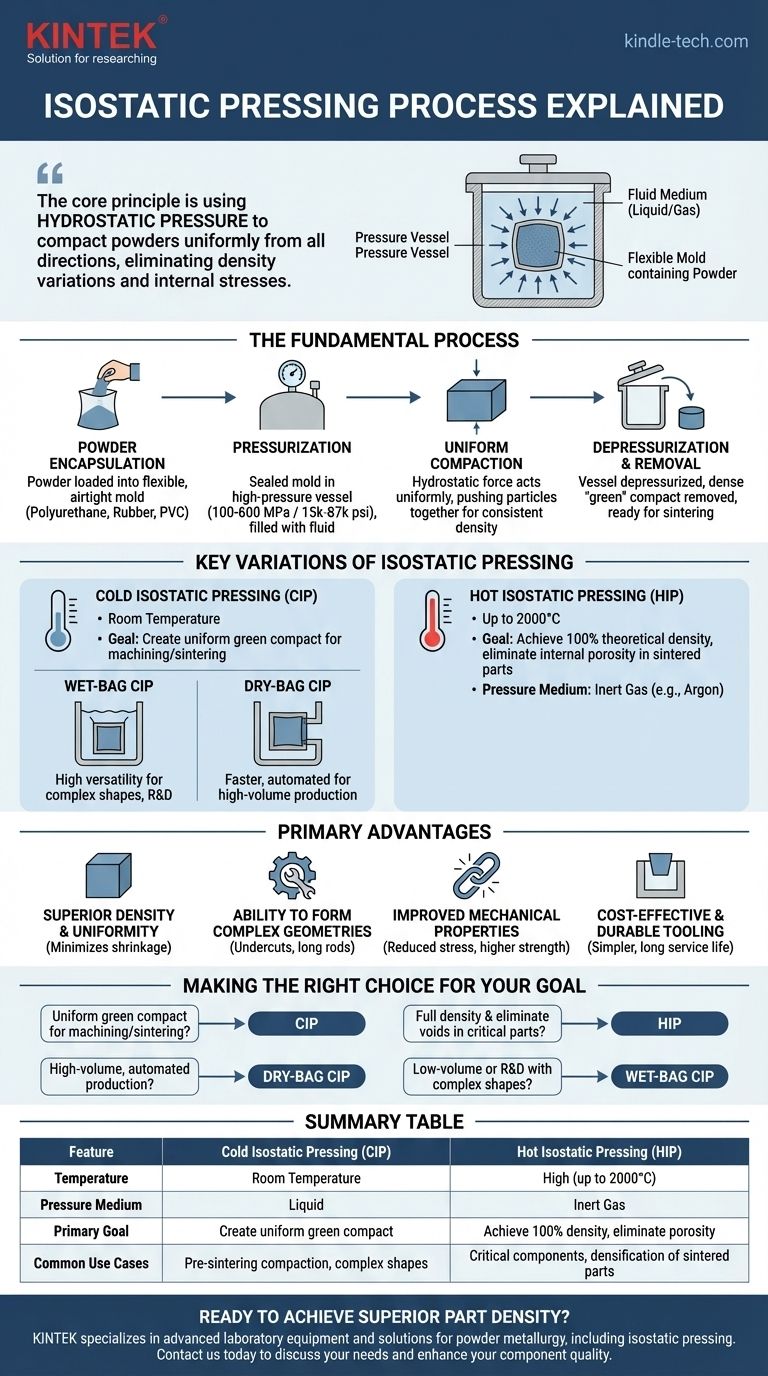
O princípio central por trás da prensagem isostática é o uso de pressão hidrostática para compactar pós. Ao contrário da prensagem tradicional que aplica força de uma ou duas direções, este método elimina variações de densidade e tensões internas, tornando-o ideal para a criação de peças complexas e de alto desempenho.

O Processo Fundamental Explicado
A eficácia da prensagem isostática decorre de um princípio básico da dinâmica dos fluidos: a pressão aplicada a um fluido confinado é transmitida sem diminuição a cada porção do fluido e às paredes do recipiente.
Passo 1: Encapsulamento do Pó
O processo começa carregando uma quantidade precisamente medida de pó em um molde ou saco flexível e hermético. Este molde é tipicamente feito de materiais como poliuretano, borracha ou PVC e é projetado para ser a forma inversa da peça desejada.
Passo 2: Pressurização
O molde selado é colocado dentro de um vaso de alta pressão. O vaso é então preenchido com um fluido, e as bombas aumentam a pressão para o nível exigido, tipicamente variando de 100 a 600 MPa (15.000 a 87.000 psi).
Passo 3: Compactação Uniforme
A pressão hidrostática do fluido atua uniformemente em toda a superfície do molde flexível. Essa força é transmitida através do molde para as partículas de pó, empurrando-as para mais perto e criando um objeto sólido com densidade consistente em toda a sua extensão.
Passo 4: Despressurização e Remoção
Após manter a pressão alvo por um período definido, o vaso é cuidadosamente despressurizado. A peça compactada, agora conhecida como "compacto verde", é removida do molde. É sólida o suficiente para ser manuseada, mas geralmente requer um tratamento térmico subsequente (sinterização) para atingir sua resistência final.
Principais Variações da Prensagem Isostática
O processo geral pode ser categorizado em dois tipos principais, diferenciados pela temperatura, e mais dois métodos baseados em como o molde é manuseado.
Prensagem Isostática a Frio (CIP)
A Prensagem Isostática a Frio (CIP) é realizada à temperatura ambiente ou próxima dela. Seu principal objetivo é criar um compacto verde com resistência suficiente e densidade uniforme para usinagem ou sinterização.
CIP de Saco Úmido vs. Saco Seco
Dentro do CIP, existem duas técnicas comuns. O método de saco úmido envolve a submersão do molde selado diretamente no fluido de pressurização no vaso, oferecendo alta versatilidade para formas complexas e P&D. O método de saco seco integra o molde no próprio vaso de pressão, permitindo um carregamento e descarregamento mais rápido e automatizado, adequado para produção de alto volume.
Prensagem Isostática a Quente (HIP)
A Prensagem Isostática a Quente (HIP) combina calor intenso (até 2.000°C) com alta pressão. Um gás inerte, tipicamente argônio, é usado como meio de pressão em vez de um líquido. O HIP é usado não apenas para compactar pós, mas também para eliminar qualquer porosidade interna restante em peças já sinterizadas, atingindo 100% da densidade teórica.
Compreendendo as Vantagens Principais
A prensagem isostática é escolhida em detrimento dos métodos convencionais por várias razões críticas que impactam diretamente a qualidade final da peça.
Densidade e Uniformidade Superiores
A vantagem mais significativa é a criação de uma peça com alta e uniforme densidade. Isso minimiza o encolhimento e a distorção durante a etapa final de sinterização, um problema comum com a prensagem uniaxial que cria gradientes de densidade.
Capacidade de Formar Geometrias Complexas
Como a pressão é aplicada de todos os lados, o processo pode produzir peças com formas complexas, altas relações comprimento-diâmetro (como hastes ou tubos longos) e rebaixos que são impossíveis de obter com a prensagem em matriz rígida.
Melhoria das Propriedades Mecânicas
A compactação uniforme reduz o estresse interno dentro do componente. Isso resulta em produtos com maior resistência e excelente usinabilidade em comparação com aqueles feitos por outros métodos.
Ferramental Custo-Eficaz e Durável
Os moldes flexíveis são frequentemente mais simples e menos caros de fabricar do que as matrizes de aço temperado exigidas para a prensagem convencional. Eles também tendem a ter uma longa vida útil.
Fazendo a Escolha Certa para o Seu Objetivo
O método específico que você escolher depende inteiramente do seu objetivo final, volume de produção e requisitos de material.
- Se o seu foco principal é criar um compacto verde uniforme para usinagem ou sinterização posterior: A Prensagem Isostática a Frio (CIP) é a escolha mais direta e eficaz.
- Se o seu foco principal é atingir a densidade teórica total e eliminar todos os vazios internos em um componente crítico: A Prensagem Isostática a Quente (HIP) é a etapa de processamento final necessária.
- Se o seu foco principal é a produção automatizada de alto volume de uma peça consistente: O método CIP de saco seco é otimizado para velocidade e repetibilidade.
- Se o seu foco principal é a produção de baixo volume ou P&D com muitas formas complexas diferentes: O método CIP de saco úmido oferece a maior flexibilidade.
Em última análise, a prensagem isostática oferece uma capacidade incomparável para produzir componentes densos e uniformes a partir de materiais em pó que são vitais para aplicações de alto desempenho.
Tabela Resumo:
| Característica | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Temperatura | Temperatura Ambiente | Alta (até 2000°C) |
| Meio de Pressão | Líquido | Gás Inerte (ex: Argônio) |
| Objetivo Principal | Criar compacto verde uniforme | Atingir 100% de densidade, eliminar porosidade |
| Casos de Uso Comuns | Compactação pré-sinterização, formas complexas | Componentes críticos, densificação de peças sinterizadas |
Pronto para alcançar densidade de peças superior e geometrias complexas com prensagem isostática?
A KINTEK é especializada em equipamentos de laboratório avançados, incluindo soluções para processos de metalurgia do pó como a prensagem isostática. Quer esteja a desenvolver novos materiais em P&D ou a otimizar a produção de alto volume, a nossa experiência pode ajudá-lo a selecionar o método de prensagem e o equipamento certos para melhorar a qualidade e o desempenho dos seus componentes.
Contacte-nos hoje através do nosso formulário de contacto para discutir as suas necessidades específicas e descobrir como os equipamentos e consumíveis de laboratório da KINTEK podem impulsionar o seu sucesso.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
As pessoas também perguntam
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Por que as Prensas Isostáticas a Quente (WIP) são necessárias para baterias de estado sólido? Alcançar contato em nível atômico
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- Qual é a temperatura de uma prensa isostática a quente? Alcance a Densificação Ótima para Seus Materiais

















