Em sua essência, a diferença reside no propósito e no estado. A Prensagem Isostática a Frio (CIP) usa pressão líquida à temperatura ambiente para compactar pós em uma peça "verde" sólida, mas inacabada. Em contraste, a Prensagem Isostática a Quente (HIP) usa gás de alta pressão em temperaturas extremas para densificar completamente os materiais, eliminar defeitos internos e criar um componente final de alto desempenho.
A distinção crucial não é apenas a temperatura, mas a fase de fabricação. CIP é um processo de formação que cria uma forma preliminar. HIP é um processo de densificação que alcança as propriedades finais do material, muitas vezes em peças que já foram formadas.

A Mecânica da Prensagem Isostática a Frio (CIP)
A Prensagem Isostática a Frio, por vezes chamada de conformação hidrostática, é uma etapa fundamental para a criação de peças a partir de pós. Seu objetivo principal é produzir uma pré-forma uniformemente densa para processamento subsequente.
O Princípio Central: Pressão Uniforme
A CIP aproveita a propriedade fundamental dos líquidos de transmitir pressão igualmente em todas as direções.
Esta pressão hidrostática é aplicada a um molde flexível contendo o pó, garantindo que o material se compacte com uniformidade excepcional de todos os ângulos.
O Processo na Prática
O processo é direto. Um molde flexível preenchido com pó é selado e submerso em uma câmara de pressão cheia de um líquido, geralmente água ou óleo.
Uma bomba externa pressuriza o líquido, comprimindo o molde e seu conteúdo. Este ciclo é frequentemente rápido e ocorre à temperatura ambiente ou próxima dela.
O Resultado da Peça "Verde"
O resultado da CIP é uma peça "verde". Este componente é sólido e possui resistência suficiente para ser manuseado e usinado.
No entanto, as partículas de pó estão apenas interligadas mecanicamente. Deve passar por um processo subsequente de alta temperatura, como a sinterização, para ligar metalurgicamente as partículas e atingir sua resistência final.
Prensa de Bolsa Úmida vs. Prensa de Bolsa Seca
Existem dois métodos principais de CIP. Na prensagem de bolsa úmida (wet bag), o molde é imerso diretamente no fluido para cada ciclo. Na prensagem de bolsa seca (dry bag), o molde é colocado dentro de uma membrana flexível permanente embutida no vaso de pressão, permitindo automação mais rápida e maiores volumes de produção.
O Poder da Prensagem Isostática a Quente (HIP)
A Prensagem Isostática a Quente é um processo de tratamento térmico usado para alcançar um nível de integridade do material que seria de outra forma impossível. É uma etapa de acabamento projetada para criar peças com densidade teórica próxima de 100%.
O Princípio Central: Combinação de Calor e Força
A HIP submete os componentes tanto a temperatura elevada quanto a pressão de gás extremamente alta dentro de um vaso selado.
A alta temperatura reduz a resistência do material, permitindo que a alta pressão isostática feche e solde quaisquer poros internos, vazios ou microfissuras. Um gás inerte, mais comumente argônio, é usado como meio de pressão para evitar qualquer reação com o material.
O Processo na Prática
As peças são carregadas no vaso HIP, que é então selado e aquecido. À medida que a temperatura sobe, o gás inerte é bombeado, aumentando a pressão para 200 MPa ou mais.
Temperatura, pressão e tempo são controlados com precisão para alcançar a densificação total. O ciclo termina com uma fase controlada de resfriamento e despressurização.
O Produto Final Densificado
O resultado é um componente totalmente denso com propriedades mecânicas drasticamente melhoradas, incluindo vida útil à fadiga e tenacidade à fratura.
A HIP é usada para eliminar a porosidade em peças fundidas críticas, consolidar pós em uma forma final de rede e até mesmo unir materiais dissimilares com uma ligação metalúrgica perfeita.
Compreendendo as Trocas Críticas
A escolha entre esses processos requer uma compreensão clara de seus papéis distintos, complexidades e custos.
Propósito: Formação vs. Acabamento
A diferença mais significativa é o objetivo de fabricação. CIP é uma etapa de conformação usada para formar uma pré-forma. HIP é uma etapa de acabamento usada para aperfeiçoar a estrutura interna de uma peça. Às vezes, uma peça pode até passar por CIP para ser formada e, em seguida, após a sinterização, passar por HIP para a densificação final.
Complexidade e Custo do Processo
Os sistemas CIP operam à temperatura ambiente com líquidos, tornando o equipamento relativamente mais simples e menos caro. Os tempos de ciclo são frequentemente mais curtos.
A HIP requer um vaso altamente especializado que possa gerenciar com segurança temperaturas extremas e pressões de gás simultaneamente. Isso torna o equipamento, e o processo em si, significativamente mais complexo e caro.
Escopo de Material e Aplicação
A CIP é ideal para criar formas complexas a partir de pós cerâmicos ou metálicos que requerem densidade uniforme antes de serem cozidos ou sinterizados.
A HIP é reservada para aplicações de alto desempenho onde a falha do material não é uma opção, como pás de turbina aeroespacial, implantes médicos e componentes industriais críticos.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo correto não é uma questão de qual é "melhor", mas qual é apropriado para a tarefa específica em seu fluxo de trabalho de fabricação.
- Se o seu foco principal é criar uma peça "verde" complexa e uniforme a partir de pó antes da sinterização: CIP é a escolha correta e econômica.
- Se o seu foco principal é eliminar a porosidade interna em uma peça fundida de metal para melhorar suas propriedades mecânicas: HIP é o tratamento de densificação necessário.
- Se o seu foco principal é consolidar pó metálico ou cerâmico diretamente em uma peça final totalmente densa e de alto desempenho: HIP é o processo que pode combinar formação e densificação em uma única etapa poderosa.
Ao entender a distinção entre um processo de formação e um processo de densificação, você pode selecionar a tecnologia precisa para alcançar a integridade ideal do material.
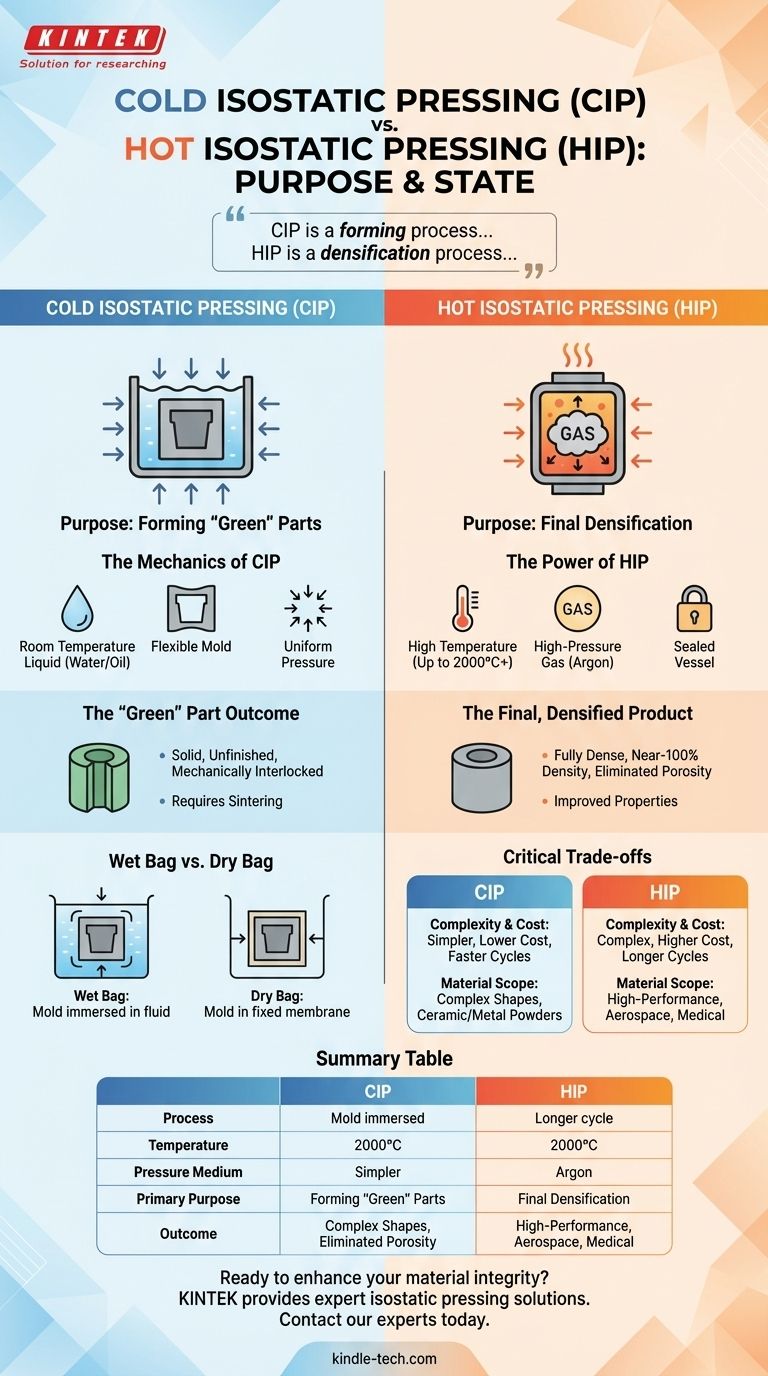
Tabela Resumo:
| Processo | Temperatura | Meio de Pressão | Propósito Principal | Resultado |
|---|---|---|---|---|
| Prensagem Isostática a Frio (CIP) | Temperatura Ambiente | Líquido (Água/Óleo) | Formação de Peças "Verdes" | Compactação uniforme do pó para sinterização |
| Prensagem Isostática a Quente (HIP) | Alta Temperatura (Até 2000°C+) | Gás (Argônio) | Densificação Final | Densidade próxima de 100%, eliminação de defeitos |
Pronto para aprimorar a integridade do seu material? Se você precisa formar pré-formas de pó complexas com CIP ou alcançar a densificação total com HIP, a experiência da KINTEK em equipamentos de laboratório e consumíveis pode ajudá-lo a selecionar a solução de prensagem isostática perfeita para as necessidades do seu laboratório ou fabricação. Contate nossos especialistas hoje para discutir como nossos equipamentos especializados podem melhorar o desempenho e a confiabilidade do seu componente.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Moldes de Prensagem Isostática para Laboratório
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
As pessoas também perguntam
- Qual é a temperatura de uma prensa isostática a quente? Alcance a Densificação Ótima para Seus Materiais
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria
- Por que as Prensas Isostáticas a Quente (WIP) são necessárias para baterias de estado sólido? Alcançar contato em nível atômico
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão

















