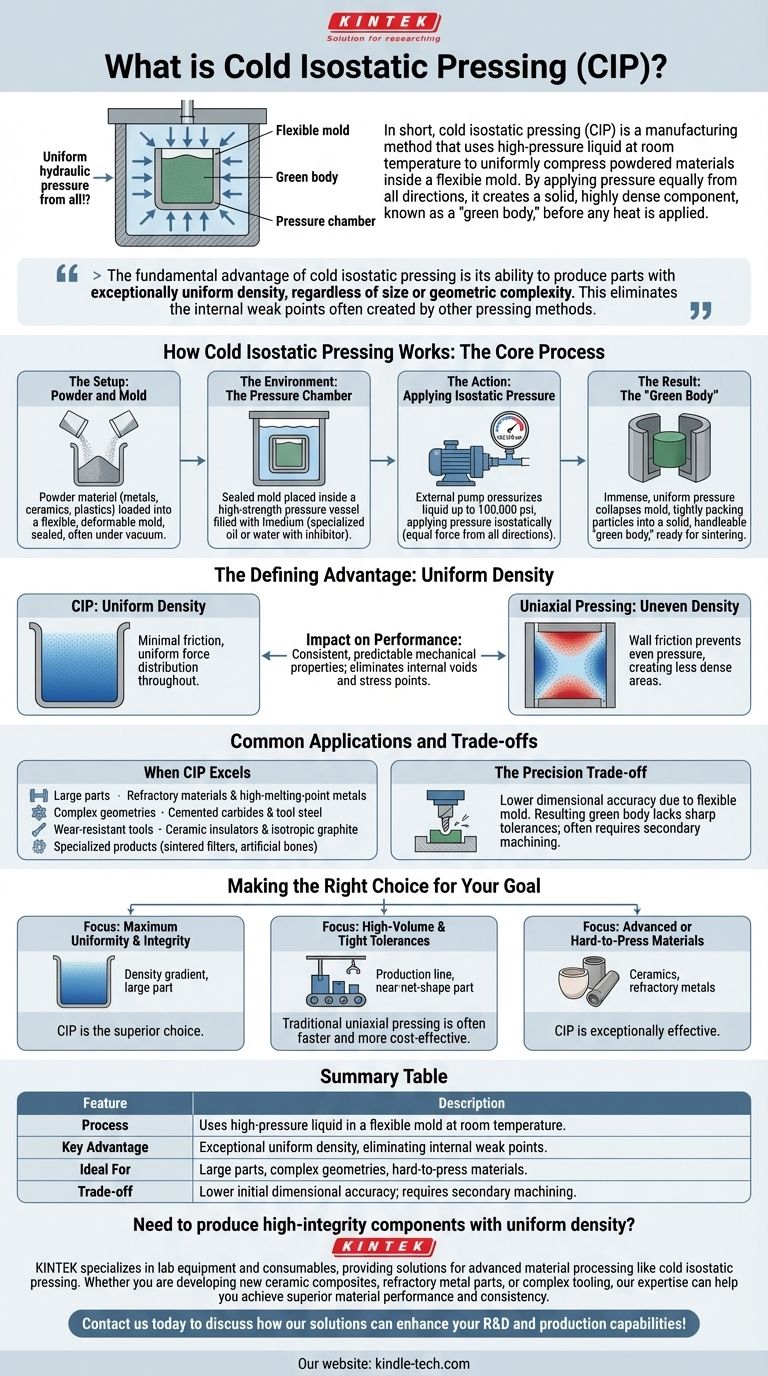
Em resumo, a prensagem isostática a frio (CIP) é um método de fabricação que utiliza líquido de alta pressão à temperatura ambiente para comprimir uniformemente materiais em pó dentro de um molde flexível. Ao aplicar pressão igualmente de todas as direções, ele cria um componente sólido e altamente denso, conhecido como "corpo verde", antes que qualquer calor seja aplicado.
A vantagem fundamental da prensagem isostática a frio é a sua capacidade de produzir peças com densidade excepcionalmente uniforme, independentemente do tamanho ou complexidade geométrica. Isso elimina os pontos fracos internos frequentemente criados por outros métodos de prensagem.

Como Funciona a Prensagem Isostática a Frio: O Processo Central
A CIP é um processo relativamente direto, valorizado pela sua consistência e pela qualidade do componente resultante. Pode ser dividido em algumas etapas principais.
A Montagem: Pó e Molde
Primeiro, o material em pó — que pode variar de metais e cerâmicas a plásticos — é colocado em um molde flexível e deformável, geralmente feito de um elastômero como borracha. Este molde é então selado, muitas vezes sob vácuo para remover o ar aprisionado.
O Ambiente: A Câmara de Pressão
O molde selado é colocado dentro de um vaso de pressão de alta resistência. Esta câmara é então preenchida com um meio líquido, geralmente um óleo especializado ou água misturada com um inibidor de corrosão.
A Ação: Aplicação da Pressão Isostática
Uma bomba externa pressuriza o líquido dentro da câmara, com pressões que podem atingir até 100.000 psi. Como a pressão é transmitida através de um fluido, ela é aplicada ao molde isostaticamente — o que significa com força igual de todas as direções.
O Resultado: O "Corpo Verde"
A pressão imensa e uniforme colapsa o molde flexível ao redor do pó. Isso força as partículas individuais a se compactarem firmemente, travando mecanicamente para formar um objeto sólido e manuseável conhecido como corpo verde. Esta peça é densa, mas ainda não passou pela sinterização (aquecimento) para criar as ligações metalúrgicas finais.
A Vantagem Definidora: Densidade Uniforme
A principal razão para escolher a CIP em detrimento de outros métodos de compactação de pó, como a prensagem uniaxial tradicional, resume-se a um fator crítico: a densidade.
Superando o Atrito da Parede
Em uma prensa convencional, a pressão é aplicada a partir de uma ou duas direções. O atrito entre o pó e as paredes rígidas da matriz impede que a pressão seja transmitida uniformemente, criando áreas menos densas dentro da peça.
A CIP evita isso completamente. Como as "paredes" são um molde flexível empurrado pelo líquido, há um atrito mínimo, permitindo que a força de compactação seja distribuída uniformemente por toda a massa de pó.
O Impacto no Desempenho
Essa densidade uniforme garante que o produto final terá propriedades mecânicas consistentes e previsíveis após a sinterização. Elimina os vazios internos e os pontos de tensão que podem levar a falhas prematuras em componentes feitos com outros métodos.
Aplicações Comuns e Compensações
A CIP não é uma solução universal. Suas características únicas a tornam ideal para algumas aplicações, mas menos adequada para outras.
Quando a CIP se Destaca
Este método é comumente escolhido para peças que são muito grandes para caber em prensas convencionais ou que possuem geometrias complexas. É amplamente utilizado na produção de ferramentas resistentes ao desgaste, matrizes de conformação de metal e componentes feitos de materiais de alto desempenho como:
- Materiais refratários e metais de alto ponto de fusão
- Carbonetos cimentados e aço ferramenta
- Isoladores cerâmicos e grafite isotrópico
- Produtos especializados como filtros sinterizados e ossos artificiais
A Compensação da Precisão
A principal limitação da CIP é a precisão dimensional. Como o molde é flexível, o corpo verde resultante não possui as tolerâncias nítidas e precisas de uma peça feita em uma matriz rígida. Consequentemente, os componentes feitos via CIP geralmente requerem usinagem secundária para atingir suas dimensões finais e precisas.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo de fabricação correto depende inteiramente das prioridades do seu projeto.
- Se o seu foco principal é a máxima uniformidade e integridade do material: A CIP é a escolha superior para eliminar gradientes de densidade, especialmente em peças grandes ou com formas complexas.
- Se o seu foco principal é a produção de alto volume com tolerâncias iniciais apertadas: A prensagem uniaxial tradicional é frequentemente mais rápida e econômica, pois produz peças de formato quase líquido que exigem menos acabamento.
- Se você está trabalhando com materiais avançados ou difíceis de prensar: A CIP é um método excepcionalmente eficaz para compactar materiais como cerâmicas e metais refratários que não respondem bem a outros métodos.
Em última análise, a prensagem isostática a frio é uma ferramenta poderosa para criar componentes de alto desempenho onde a integridade estrutural interna é mais crítica do que a precisão dimensional inicial.
Tabela de Resumo:
| Característica | Descrição |
|---|---|
| Processo | Usa líquido de alta pressão em um molde flexível à temperatura ambiente. |
| Vantagem Principal | Densidade uniforme excepcional, eliminando pontos fracos internos. |
| Ideal Para | Peças grandes, geometrias complexas, materiais difíceis de prensar como cerâmicas e metais refratários. |
| Compensação | Menor precisão dimensional inicial; peças frequentemente requerem usinagem secundária. |
Precisa produzir componentes de alta integridade com densidade uniforme?
A KINTEK é especializada em equipamentos de laboratório e consumíveis, fornecendo soluções para processamento avançado de materiais, como a prensagem isostática a frio. Se você está desenvolvendo novos compósitos cerâmicos, peças de metal refratário ou ferramentas complexas, nossa experiência pode ajudá-lo a alcançar desempenho e consistência superiores do material.
Entre em contato conosco hoje para discutir como nossas soluções podem aprimorar suas capacidades de P&D e produção!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
As pessoas também perguntam
- O que é o método de prensagem isostática para cerâmicas? Obtenha Densidade Uniforme para Peças Complexas
- Como o equipamento de prensagem isostática é utilizado para integrar ânodos de lítio metálico durante a montagem de baterias de estado sólido?
- O que é pressão isostática a frio? Obtenha Densidade Uniforme para Peças de Pó Complexas
- Qual é o significado de prensagem isostática? Alcançar Densidade Uniforme em Peças Complexas
- O que é o processo isostático a frio? Alcançar Densidade Uniforme em Peças Complexas de Pós












