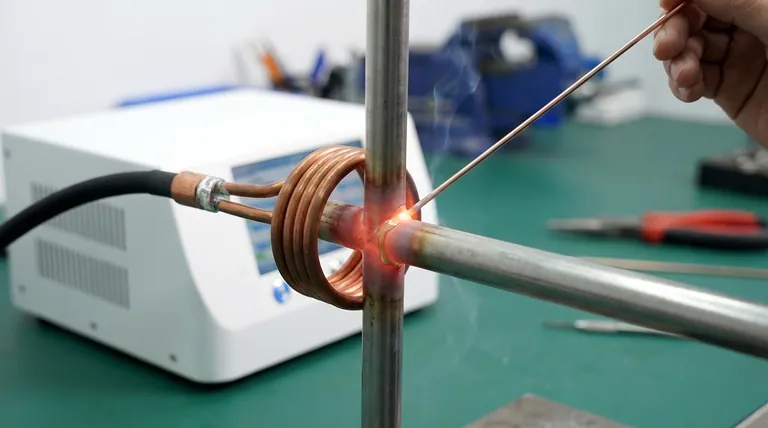
Em sua essência, a brasagem por indução é um processo que utiliza a indução eletromagnética para gerar calor altamente localizado em materiais condutores. Esse calor derrete um metal de adição com um ponto de fusão mais baixo do que as peças base, que então flui para uma junta por ação capilar e se solidifica ao resfriar, criando uma forte ligação metalúrgica. O processo é valorizado por sua velocidade, precisão e repetibilidade.
A percepção crítica é que a brasagem por indução não se trata de aquecer todo o conjunto, mas sim de gerar calor rápido e direcionado precisamente onde a junta está localizada. Isso a torna um método excepcionalmente eficiente e controlável para fabricação de alto volume e união de componentes sensíveis ao calor.
Os Princípios por Trás da Brasagem por Indução
Para entender o processo, você deve primeiro compreender as duas tecnologias centrais em ação: aquecimento por indução e brasagem.
Como Funciona o Aquecimento por Indução
O aquecimento por indução utiliza uma corrente alternada de alta frequência passada através de uma bobina de indução de cobre. Isso cria um campo magnético oscilante poderoso ao redor da bobina.
Quando uma peça condutora (como aço ou cobre) é colocada dentro deste campo, o campo magnético induz correntes elétricas circulares dentro do metal, conhecidas como correntes parasitas (eddy currents).
A resistência elétrica inerente do material luta contra essas correntes parasitas, gerando calor preciso e rápido. É um método sem contato que aquece a peça de dentro para fora.
O Papel do Metal de Adição e da Ação Capilar
A brasagem depende de um metal de adição (ou liga de brasagem) com um ponto de fusão que é inferior ao dos materiais base que estão sendo unidos.
Quando o conjunto é aquecido até a temperatura de fusão do metal de adição, a liga líquida é puxada para o espaço estreito entre as duas peças base através de um fenômeno chamado ação capilar.
Ao resfriar, o metal de adição se solidifica, formando uma junta permanente e robusta que é frequentemente tão forte ou mais forte que os próprios materiais base.
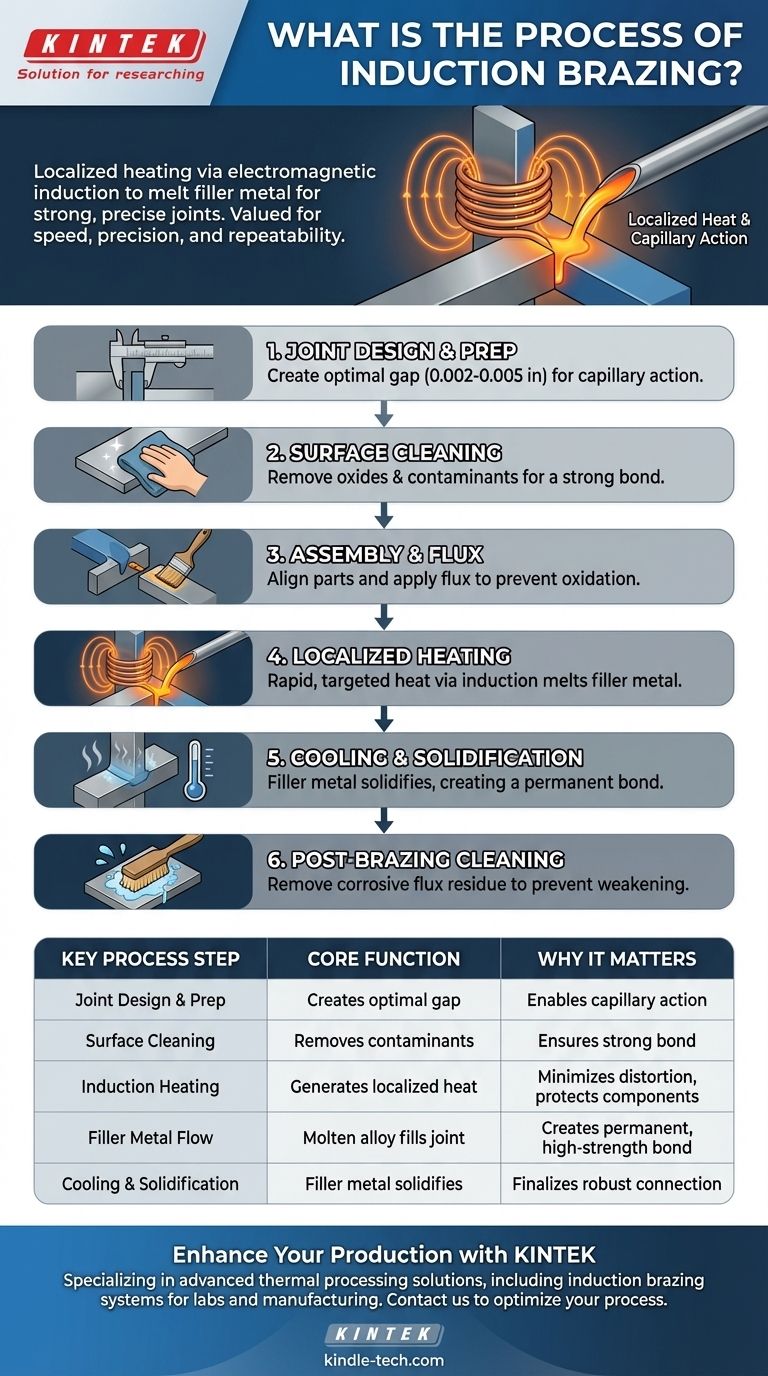
O Processo de Brasagem por Indução Passo a Passo
Embora o método de aquecimento seja exclusivo, as etapas fundamentais para preparar e executar uma brasagem de qualidade são universais.
Etapa 1: Projeto e Preparação da Junta
O sucesso de qualquer junta soldada começa com seu projeto. A folga entre as peças deve ser cuidadosamente controlada — tipicamente entre 0,002 e 0,005 polegadas — para facilitar a ação capilar adequada.
Etapa 2: Limpeza da Superfície
As superfícies da junta devem ser meticulosamente limpas. Quaisquer óxidos, óleos ou contaminantes impedirão que o metal de adição molhe adequadamente as superfícies e flua para dentro da junta, resultando em uma ligação fraca ou falha.
Etapa 3: Montagem e Aplicação de Fluxo
As peças limpas são montadas, às vezes usando dispositivos de fixação para manter o alinhamento e a folga correta. Um fluxo (flux) é então aplicado na área da junta.
O fluxo atua como um limpador químico durante o aquecimento, removendo quaisquer óxidos que se formem e protegendo a área da oxidação atmosférica, o que permite que a liga de brasagem derretida flua livremente.
Etapa 4: Aquecimento Localizado com Indução
A junta montada é colocada dentro ou perto da bobina de indução. A fonte de alimentação é ativada, gerando o campo magnético e aquecendo rapidamente a área da junta até a temperatura de fusão do metal de adição.
Esta etapa é tipicamente muito rápida, muitas vezes levando apenas alguns segundos. O operador ou um sistema automatizado introduz o metal de adição, que derrete e é instantaneamente puxado para dentro da junta.
Etapa 5: Resfriamento e Solidificação
Assim que a junta estiver preenchida, a energia de indução é desligada. O conjunto esfria e o metal de adição se solidifica, criando uma ligação metalúrgica permanente entre os componentes.
Etapa 6: Limpeza Pós-Brasagem
A etapa final é limpar o conjunto para remover qualquer resíduo de fluxo remanescente. O fluxo é corrosivo e, se deixado na peça, pode enfraquecer a junta e danificar o material base com o tempo.
Compreendendo as Compensações (Trade-offs)
A brasagem por indução é uma ferramenta poderosa, mas não é a solução certa para todas as aplicações. Entender suas vantagens e limitações é fundamental para a seleção correta do processo.
Vantagens Principais
O principal benefício da brasagem por indução é sua velocidade e eficiência. Os ciclos de aquecimento são medidos em segundos, tornando-a ideal para linhas de produção automatizadas e de alto volume.
Como o calor é altamente localizado, o restante do conjunto permanece frio. Isso minimiza a distorção da peça e protege os componentes sensíveis ao calor localizados longe da junta. Esta é uma grande vantagem em relação à brasagem em forno, que aquece a peça inteira.
Finalmente, o processo é extremamente repetível. Uma vez que os parâmetros (potência, tempo, posição da bobina) são definidos, um sistema de indução pode produzir juntas idênticas milhares de vezes com variação mínima.
Limitações Principais
A principal limitação é a geometria. A bobina de indução deve ser capaz de ser colocada perto da área da junta, o que pode ser desafiador para juntas complexas ou de difícil acesso.
O investimento de capital inicial em equipamentos de aquecimento por indução também pode ser maior do que para um simples maçarico ou configuração de forno, embora isso seja frequentemente compensado por maior rendimento e custos de mão de obra mais baixos em ambientes de produção.
Fazendo a Escolha Certa para Sua Aplicação
Selecionar o método de brasagem correto depende inteiramente dos objetivos específicos do seu projeto.
- Se seu foco principal é produção de alto volume e velocidade: A brasagem por indução é a escolha ideal devido aos seus ciclos de aquecimento rápidos e repetíveis.
- Se seu foco principal é unir componentes sensíveis ao calor: O aquecimento localizado da indução evita danos ao restante do conjunto.
- Se seu foco principal é criar uma única junta impecável em um ambiente controlado: A brasagem a vácuo pode ser uma opção melhor, pois não utiliza fluxo e cria juntas excepcionalmente limpas.
- Se seu foco principal é processar grandes lotes de peças não sensíveis simultaneamente: A brasagem em forno oferece um método prático e econômico para processamento em massa.
Em última análise, escolher a brasagem por indução é uma decisão pela precisão e velocidade, trocando a flexibilidade geométrica por controle e eficiência inigualáveis.
Tabela Resumo:
| Etapa Chave do Processo | Função Principal | Por Que É Importante |
|---|---|---|
| Projeto e Preparação da Junta | Cria folga ideal (0,002-0,005 pol) | Permite a ação capilar para o fluxo do metal de adição |
| Limpeza da Superfície | Remove óxidos e contaminantes | Garante a formação de uma forte ligação metalúrgica |
| Aquecimento por Indução | Gera calor localizado e rápido via campo eletromagnético | Minimiza a distorção da peça; protege áreas sensíveis ao calor |
| Fluxo do Metal de Adição | A liga derretida é puxada para a junta pela ação capilar | Cria uma ligação permanente e de alta resistência |
| Resfriamento e Solidificação | O metal de adição se solidifica na junta | Finaliza a conexão robusta e estanque |
Pronto para aprimorar sua linha de produção com a velocidade e precisão da brasagem por indução?
A KINTEK é especializada em soluções avançadas de processamento térmico, incluindo sistemas de brasagem por indução adaptados às suas necessidades de laboratório e fabricação. Nossa experiência garante que você alcance juntas mais fortes, maior rendimento e controle de processo superior.
Contate nossos especialistas hoje para discutir como nossos equipamentos de laboratório e consumíveis podem otimizar seus processos de união de metais.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
- Forno de Indução a Vácuo em Escala Laboratorial
- Fornalha de Fusão por Arco a Vácuo Não Consumível
- Forno de Fusão por Indução de Arco a Vácuo
As pessoas também perguntam
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- O que é um forno de tratamento térmico a vácuo? O Guia Definitivo para Processamento em Atmosfera Controlada
- Como se brasa um forno? Um Guia para a União de Metais de Alto Volume e Precisão
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento





