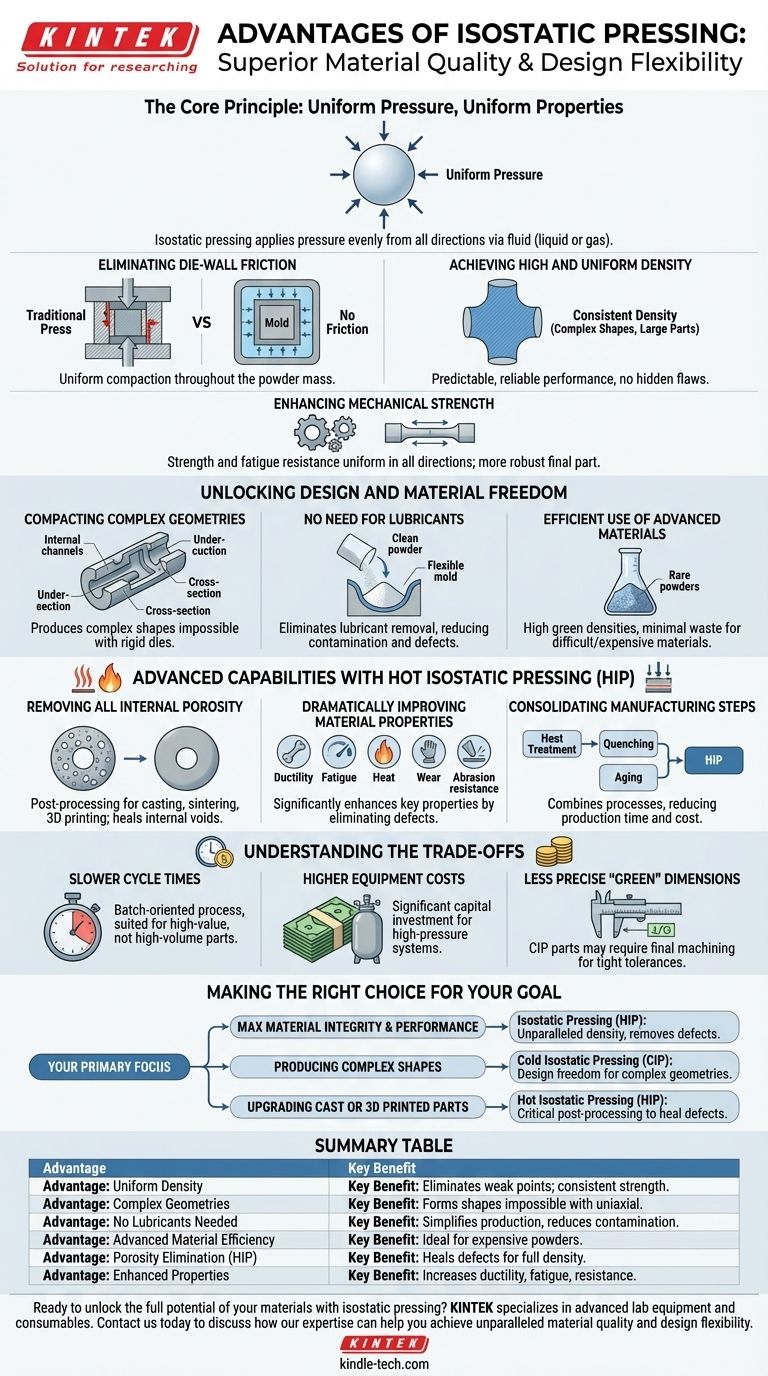
Em resumo, a prensagem isostática oferece qualidade de material superior e flexibilidade de design. Suas principais vantagens são a capacidade de criar peças com densidade e resistência altamente uniformes em todas as direções, e de formar formas complexas que são impossíveis de fazer com métodos tradicionais de prensagem uniaxial.
Os métodos tradicionais de compactação de pó introduzem fraquezas internas e limitam a liberdade de design. A prensagem isostática supera essas limitações fundamentais ao aplicar pressão igualmente de todas as direções, resultando em integridade superior do material e maior flexibilidade geométrica.

O Princípio Central: Pressão Uniforme, Propriedades Uniformes
A prensagem isostática muda fundamentalmente a forma como as forças de compactação são aplicadas. Em vez de um punção de eixo único, ela usa um fluido — líquido (Prensagem Isostática a Frio) ou gás (Prensagem Isostática a Quente) — para exercer pressão uniformemente sobre toda a superfície da peça.
Eliminando o Atrito da Parede do Molde
Na compactação uniaxial convencional, o atrito entre o pó e as paredes rígidas do molde impede que a pressão seja transmitida uniformemente. Esta é uma causa primária de variações de densidade e pontos fracos.
A prensagem isostática elimina completamente o atrito da parede do molde, permitindo que a pressão de compactação seja aplicada uniformemente em toda a massa de pó.
Atingindo Densidade Alta e Uniforme
O resultado direto da pressão uniforme é uma peça com densidade excepcionalmente uniforme. Isso se mantém mesmo para peças com formas complexas ou grandes relações altura/diâmetro, que são notoriamente difíceis para outros métodos.
Essa uniformidade garante um desempenho previsível e confiável, sem falhas internas ocultas.
Aprimorando a Resistência Mecânica
Como a densidade é consistente em todo o componente, as propriedades mecânicas resultantes, como resistência e resistência à fadiga, também são uniformes em todas as direções.
Não há planos de fraqueza inerentes ou tensões internas introduzidas durante o processo de compactação, resultando em uma peça final mais robusta.
Desbloqueando a Liberdade de Design e Material
O uso de um molde flexível e pressão de fluido remove muitas das restrições impostas por moldes de metal rígidos, abrindo novas possibilidades para engenheiros e designers.
Compactando Geometrias Complexas
A prensagem isostática se destaca na produção de formas um tanto complexas que não podem ser ejetadas de uma cavidade de molde rígido. Isso inclui peças com rebaixos, seções transversais variáveis ou cavidades internas.
Não Há Necessidade de Lubrificantes
O processo compacta o pó de forma eficaz sem a necessidade de lubrificantes misturados. Isso simplifica a produção ao eliminar a etapa de remoção do lubrificante (queima) exigida em outros métodos, o que pode ser uma fonte de contaminação ou defeitos.
Uso Eficiente de Materiais Avançados
Este método é altamente eficaz para materiais difíceis de compactar ou caros. Ele atinge altas densidades "verdes" com utilização excepcional do material, minimizando o desperdício de pós valiosos.
Capacidades Avançadas com Prensagem Isostática a Quente (HIP)
A Prensagem Isostática a Quente (HIP) combina pressão imensa com alta temperatura, transformando-a em uma ferramenta poderosa não apenas para formar peças, mas para aperfeiçoá-las.
Removendo Toda a Porosidade Interna
O HIP é usado como uma etapa de pós-processamento para remover completamente a porosidade em componentes feitos por fundição, sinterização ou fabricação aditiva (impressão 3D).
Ele efetivamente cura vazios internos e corrige problemas como má adesão de camadas em peças impressas em 3D, criando uma microestrutura totalmente densa e uniforme.
Melhorando Drasticamente as Propriedades do Material
Ao eliminar defeitos internos, o HIP aprimora significativamente as propriedades chave do material. O processo é comprovado por aumentar a ductilidade, resistência à fadiga e resistência ao calor, desgaste e abrasão de uma peça.
Consolidando Etapas de Fabricação
Para certos materiais, o ciclo HIP pode ser projetado para combinar tratamentos térmicos, têmpera e processos de envelhecimento em uma única operação eficiente. Essa consolidação pode reduzir drasticamente o tempo e o custo total de produção.
Entendendo as Compensações
Embora poderosa, a prensagem isostática não é uma solução universal. Entender suas limitações é fundamental para tomar uma decisão informada.
Tempos de Ciclo Mais Lentos
Em comparação com prensas uniaxial automatizadas de alta velocidade que podem produzir milhares de peças por hora, a prensagem isostática é um processo mais lento, orientado a lotes. É mais adequado para componentes de alto valor do que para peças de alto volume e baixo custo.
Custos de Equipamento Mais Altos
Os vasos de alta pressão e os sistemas de controle complexos necessários para a prensagem isostática representam um investimento de capital significativo em comparação com prensas mecânicas ou hidráulicas convencionais.
Dimensões "Verdes" Menos Precisas
Peças formadas por Prensagem Isostática a Frio (CIP) geralmente têm tolerâncias dimensionais menos precisas em seu estado pré-sinterizado ("verde") em comparação com peças compactadas em matriz. Elas geralmente requerem uma etapa final de usinagem para atender a especificações rigorosas.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo correto depende inteiramente dos requisitos específicos do seu projeto em termos de desempenho, complexidade e volume.
- Se o seu foco principal é a máxima integridade e desempenho do material: A prensagem isostática, especialmente o HIP, oferece densidade incomparável e remove os defeitos internos que limitam outros métodos.
- Se o seu foco principal é produzir formas complexas a partir de pó: A Prensagem Isostática a Frio (CIP) oferece a liberdade de design para criar geometrias que são impossíveis de alcançar com prensas uniaxial tradicionais.
- Se o seu foco principal é aprimorar componentes fundidos ou impressos em 3D: A Prensagem Isostática a Quente (HIP) é uma etapa pós-processamento crítica para curar defeitos e desbloquear todo o potencial das propriedades do material.
Ao entender essas vantagens, você pode selecionar a tecnologia de prensagem correta para atender às especificações de material e design mais exigentes.
Tabela de Resumo:
| Vantagem | Benefício Principal |
|---|---|
| Densidade Uniforme | Elimina pontos fracos; resistência consistente em todas as direções. |
| Geometrias Complexas | Forma formas impossíveis com prensagem uniaxial (rebaixos, cavidades). |
| Não Requer Lubrificantes | Simplifica a produção e reduz o risco de contaminação. |
| Eficiência de Material Avançada | Ideal para pós difíceis de compactar ou caros. |
| Eliminação de Porosidade (HIP) | Cura defeitos internos em peças fundidas ou impressas em 3D para densidade total. |
| Propriedades Aprimoradas | Aumenta a ductilidade, resistência à fadiga e resistência ao desgaste/calor. |
Pronto para desbloquear todo o potencial dos seus materiais com a prensagem isostática?
A KINTEK é especializada em equipamentos de laboratório avançados e consumíveis, fornecendo as ferramentas precisas necessárias para um processamento superior de materiais. Se você está desenvolvendo componentes complexos ou buscando aprimorar a integridade de peças de alto desempenho, nossas soluções são projetadas para atender às necessidades específicas do seu laboratório.
Entre em contato conosco hoje para discutir como nossa experiência pode ajudá-lo a alcançar qualidade de material e flexibilidade de design incomparáveis.
Guia Visual
Produtos relacionados
- Moldes de Prensagem Isostática para Laboratório
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
As pessoas também perguntam
- Qual o tamanho do mercado de prensagem isostática? Uma análise aprofundada do facilitador de manufatura avançada de mais de US$ 1,2 bilhão
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme para Peças Complexas
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Como usar um molde de prensa? Domine a Arte de Criar Formas Cerâmicas Consistentes
- Qual é o propósito dos dispositivos de pressão especializados em baterias de estado sólido de sulfeto? Garantir a Estabilidade Químico-Mecânica













