
Você já passou por isso. Após semanas de trabalho meticuloso, você retira seu último componente — uma peça cerâmica complexa ou uma ferramenta de metal especializada — do forno de sinterização. Parece perfeito. Mas durante o controle de qualidade ou, pior, no teste final, uma fina rachadura aparece. A peça falha com metade de sua resistência esperada. O projeto volta à estaca zero, e você fica se perguntando: Foi o lote de pó? O perfil de temperatura do forno? Ou apenas azar?
Essa experiência não é apenas frustrante; é uma realidade cara e comum em muitos laboratórios de materiais avançados e instalações de fabricação.
O Alto Custo de Perseguir Sintomas
Quando uma peça sinterizada falha, o instinto natural é examinar as etapas mais visíveis do processo. Isso leva a um ciclo de solução de problemas familiar e, muitas vezes, infrutífero:
- Ajuste o Forno: Você ajusta a temperatura de sinterização, as taxas de aquecimento e os tempos de permanência, gastando energia e tempo a cada novo teste.
- Culpe o Material: Você questiona a qualidade do pó, encomendando lotes mais caros ou executando testes de caracterização extensivos, apenas para obter os mesmos resultados inconsistentes.
- Invista em Ferramentas Complexas: Para a prensagem uniaxial tradicional, você pode encomendar uma matriz de aço endurecido mais intrincada e extremamente cara, esperando que um molde melhor resolva o problema.
Cada uma dessas "soluções" aborda um sintoma, não a causa raiz. Enquanto isso, as consequências reais se acumulam. Os prazos do projeto se estendem de semanas para meses. Os orçamentos são consumidos por pós de alto valor e tempo de forno desperdiçados. Mais importante ainda, a inovação para quando você é forçado a simplificar designs ou abandonar projetos ambiciosos porque não consegue garantir uma qualidade de peça confiável e repetível.
Você está preso em um ciclo de tratamento de sintomas, enquanto a doença subjacente permanece intocada.
O Verdadeiro Culpado: Uma Falha Forjada sob Pressão
A razão pela qual essas correções falham é que a falha crítica foi introduzida muito antes de sua peça ver o calor do forno. O problema não está na sinterização; está na prensagem inicial.
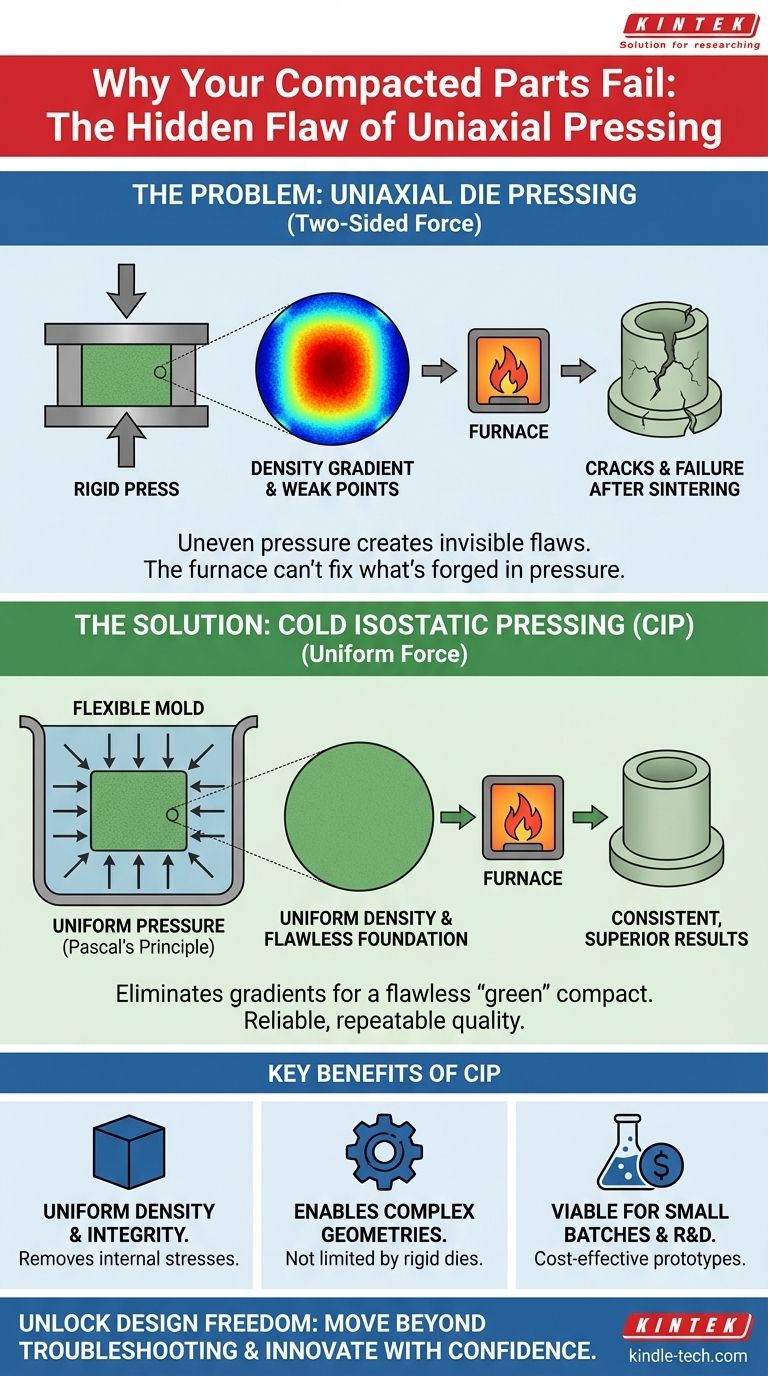
A maioria dos métodos convencionais, como a prensagem em matriz uniaxial, compacta o pó aplicando força de uma ou duas direções (por exemplo, superior e inferior). Embora simples, este método tem uma desvantagem fundamental e inevitável: cria gradientes de densidade.
Uniaxial vs. Isostática: Uma História de Duas Pressões
Imagine tentar empacotar uma bola de neve pressionando-a apenas entre as duas palmas das mãos. O centro da bola, diretamente entre as palmas, torna-se muito denso. Mas a neve nas bordas mal é compactada. Isso cria pontos fracos invisíveis e tensões internas em toda a bola de neve.
Agora, imagine colocar essa mesma neve solta dentro de um balão de água e depois apertar o balão de todos os lados ao mesmo tempo. A pressão é perfeitamente uniforme. O resultado é uma bola de neve igualmente densa por toda parte, do seu núcleo à sua superfície.
Esta é a diferença fundamental entre a prensagem uniaxial e a prensagem isostática. As peças inconsistentes que racham e falham são como essa primeira bola de neve. Podem parecer sólidas, mas estão repletas de variações de densidade ocultas e tensões internas — defeitos que são literalmente prensados na peça desde o início. Nenhuma quantidade de sinterização cuidadosa pode curar completamente uma peça que foi fundamentalmente falha desde o início.
A Ferramenta Certa para uma Base Impecável: Prensagem Isostática a Frio
Se a causa raiz é pressão desigual, a solução deve ser um método que aplique pressão perfeitamente uniforme e igual. É precisamente para isso que a Prensagem Isostática a Frio (CIP) foi projetada.
Uma Prensagem Isostática a Frio não usa uma matriz de aço rígida. Em vez disso, o pó é colocado em um molde flexível e selado. Este molde é então submerso em uma câmara de líquido, e o líquido é pressurizado. Com base nas leis fundamentais da física (Princípio de Pascal), essa pressão é transmitida igualmente e simultaneamente a cada ponto da superfície do molde.
Esta abordagem resolve diretamente o problema central:
- Elimina Gradientes de Densidade: Ao aplicar pressão uniforme, a CIP cria um compactado "verde" com densidade excepcionalmente uniforme. Isso remove as tensões internas que causam rachaduras e falhas durante a sinterização.
- Permite Geometrias Complexas: Como a "matriz" é um molde flexível, você não está mais limitado a formas simples. A CIP pode produzir peças com detalhes intrincados, rebaixos e cavidades internas complexas que são impossíveis com ferramentas rígidas.
- Torna Lotes Pequenos Viáveis: Evita o custo inicial massivo e os longos prazos de fabricação de matrizes de aço endurecido, tornando-a altamente econômica para protótipos, P&D e tiragens de produção de baixo volume.
Como fornecedora líder de equipamentos de laboratório, a KINTEK fornece Prensas Isostáticas a Frio de última geração que capacitam os laboratórios a construir seus componentes sobre uma base impecável. Nossos sistemas são projetados para oferecer o controle e a confiabilidade necessários para ir além do "achismo" e alcançar resultados consistentes e superiores.
Além de Corrigir Falhas: Desbloqueando Nova Liberdade de Design
Uma vez que você elimina a compactação inconsistente como uma variável, seu foco muda drasticamente. Você passa de uma posição defensiva de "Como podemos fazer isso sem quebrar?" para uma ofensiva de "Qual é o melhor design possível para esta aplicação?"
Com a confiabilidade da Prensagem Isostática a Frio, você agora pode:
- Projetar para Desempenho, Não para Fabricabilidade: Crie componentes com canais internos mais complexos, paredes mais finas ou formas otimizadas que antes eram muito arriscadas de produzir.
- Acelerar Ciclos de P&D: Produza protótipos de vários designs de forma rápida e econômica, permitindo que você itere e inove mais rápido do que nunca.
- Fabricar Peças Grandes e Monolíticas: Produza com confiança componentes grandes e de alta integridade sem o medo de pontos fracos ou defeitos internos que afligem outros métodos.
- Melhorar a Confiabilidade do Produto Final: Entregue produtos finais com resistência mecânica e confiabilidade superiores, sabendo que eles estão livres das falhas ocultas da compactação desigual.
Em resumo, resolver este problema fundamental de prensagem não apenas corrige um problema de produção frustrante — desbloqueia um novo nível de potencial para seus projetos de ciência de materiais e engenharia.
Se você está desenvolvendo cerâmicas de próxima geração, ferramentas para ambientes extremos ou prototipando componentes metálicos complexos, os princípios subjacentes da integridade do material são os mesmos. Nossa equipe pode ajudá-lo a ir além da solução de problemas e começar a inovar com confiança. Para explorar como a estratégia de consolidação de pó correta pode transformar seus projetos, Entre em Contato com Nossos Especialistas.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
Artigos relacionados
- Seleção de equipamento de prensagem isostática para moldagem de alta densidade
- O Preço da Uniformidade: Um Guia Estratégico para Custos de Prensas Isostáticas a Frio
- Para Além do Molde: A Vantagem Invisível da Prensagem Isostática a Frio
- Compreender a prensagem isostática a frio de cerâmica de zircónia
- Prensagem isostática a frio para aplicações médicas Desafios e soluções












