
A Tirania do Vazio
Um engenheiro está projetando um componente cerâmico para o sistema óptico de um satélite. Ele não pode deformar, não pode fraturar e deve ser dimensionalmente perfeito. Um pequeno e microscópico vazio — um espaço vazio menor que um grão de areia — poderia concentrar tensões sob as vibrações de lançamento e levar a uma falha catastrófica.
Este não é apenas um problema de fabricação; é um problema filosófico. Quão perto da perfeição um material deve estar? E qual é o preço de eliminar esse último 1% de imperfeição?
Este é o dilema central que os engenheiros enfrentam ao escolher entre dois métodos fundamentais de metalurgia do pó: a prensagem a quente e a mais convencional prensagem a frio seguida de sinterização. A escolha revela uma profunda tensão entre a busca pela integridade absoluta do material e as demandas pragmáticas de custo e escala.
Duas Filosofias de Criação
Em sua essência, esses dois processos representam crenças diferentes sobre como transformar pó solto em uma peça sólida e confiável.
O Caminho da Integração: Prensagem a Quente
A prensagem a quente é o método do purista. Combina compactação e ligação térmica em uma única etapa elegante.
O pó é carregado em uma matriz, geralmente feita de grafite, que é então aquecida a temperaturas extremas enquanto uma pressão imensa é aplicada simultaneamente. O calor amolece as partículas e a pressão espreme ativamente os vazios, forçando o material a um estado de densidade quase teórica.
É um processo construído sobre o controle, visando eliminar falhas no momento da criação.
O Caminho da Montagem: Prensagem a Frio e Sinterização
Este é o cavalo de batalha da indústria moderna, um método de duas etapas construído sobre a eficiência.
Primeiro, o pó é compactado em um "compactado verde" à temperatura ambiente. Esta peça é sólida o suficiente para ser manuseada, mas é mecanicamente fraca. Em seguida, este compactado é movido para um forno e sinterizado — aquecido até um pouco abaixo de seu ponto de fusão — onde as partículas se ligam e se fundem lentamente.
Isso é fabricação como uma linha de montagem: um processo distinto para moldar, outro para fortalecer. É uma filosofia construída sobre escalabilidade e velocidade.
A Anatomia de uma Falha
A decisão entre esses dois caminhos geralmente se resume a um único fator: porosidade. Na ciência dos materiais, um poro não é apenas um espaço vazio; é um ponto potencial de falha.
A Busca pelos 99,9%
A prensagem a quente se destaca na caça e eliminação desses vazios. Ao aplicar pressão *durante* o ciclo de aquecimento, ela fecha as rotas de escape para os poros e acelera a densificação.
O resultado é uma peça final com densidade frequentemente superior a 99,5% do máximo teórico. Essa falta de porosidade se traduz diretamente em propriedades mecânicas superiores — maior resistência, maior dureza e maior tenacidade à fratura. O material está o mais próximo possível de um sólido perfeito.
A Virtude do "Bom o Suficiente"
A prensagem a frio e a sinterização, em contraste, quase sempre deixam alguma porosidade residual, com densidades tipicamente na faixa de 90-98%. O processo de sinterização depende da difusão atômica, que pode ter dificuldade em fechar os vazios finais e teimosos.
Mas para inúmeras aplicações, de engrenagens automotivas a suportes estruturais, esse nível de densidade não é apenas bom o suficiente; é ótimo. Os ganhos marginais de resistência pela eliminação dos últimos 5% de porosidade muitas vezes não justificam o aumento exponencial de custo e tempo.
A História Silenciosa da Microestrutura
Além da densidade, os processos contam histórias diferentes no nível microscópico.
A sinterização requer longos tempos em altas temperaturas. Esse longo "cozimento" incentiva os grãos dentro do material a crescerem. Embora isso ajude na ligação, grãos maiores podem às vezes comprometer a resistência de um material, da mesma forma que uma parede feita de algumas pedras grandes é mais fraca do que uma feita de muitos tijolos bem interligados.
A prensagem a quente atinge densidade total muito mais rapidamente e muitas vezes em temperaturas mais baixas. Este ciclo curto e intenso efetivamente congela a microestrutura em um estado de grãos finos, preservando sua força e dureza intrínsecas. É o equivalente metalúrgico de um congelamento rápido, travando o desempenho máximo.
A Lógica Inevitável da Economia
Embora o coração de um engenheiro possa desejar a perfeição da prensagem a quente, a planilha de custos muitas vezes exige o pragmatismo da sinterização.
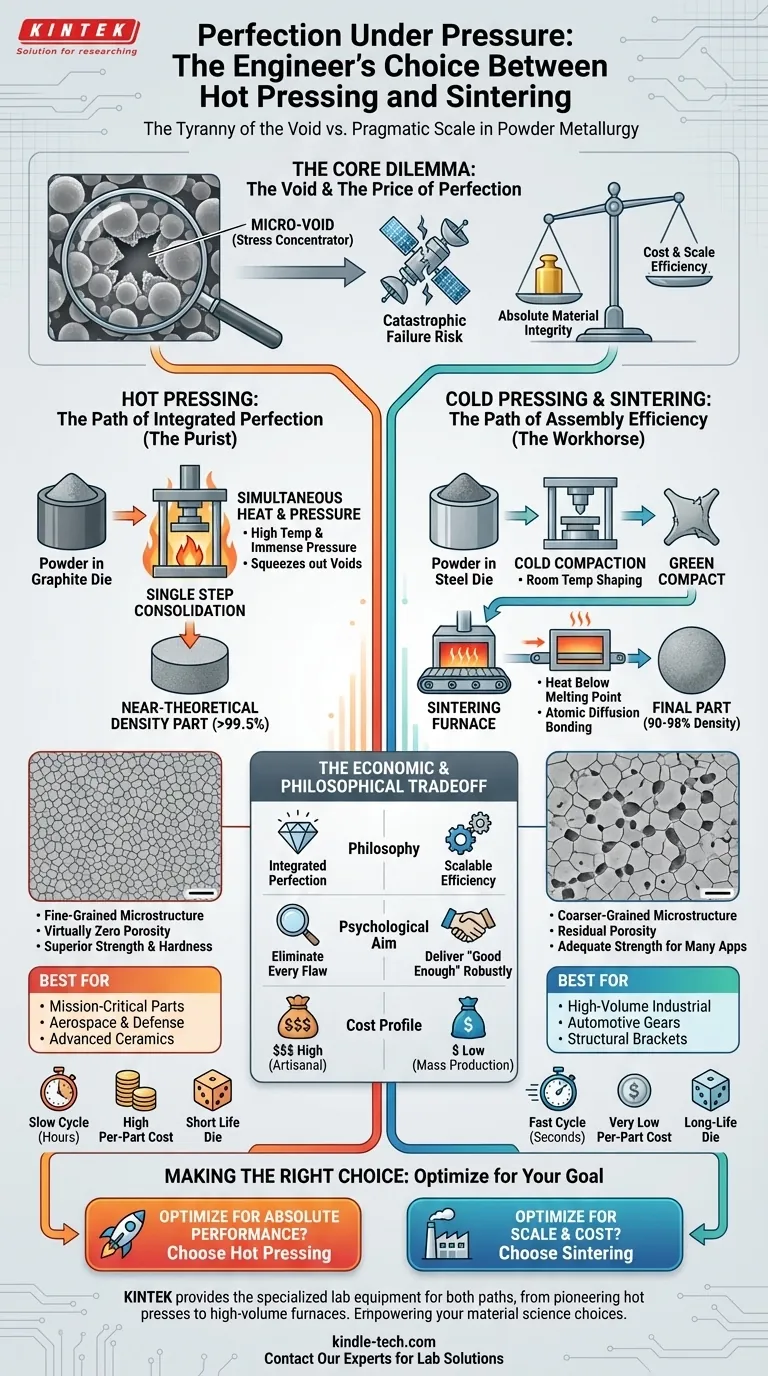
| Recurso | Prensagem a Quente | Prensagem a Frio e Sinterização |
|---|---|---|
| Filosofia | Perfeição Integrada | Eficiência Escalável |
| Tempo de Ciclo | Lento (horas por lote) | Rápido (segundos por peça) |
| Perfil de Custo | Alto custo por peça (matrizes caras e de curta duração) | Custo por peça muito baixo (em alto volume) |
| Ideal Para | Peças críticas para a missão, cerâmicas avançadas | Componentes industriais de alto volume |
| Objetivo Psicológico | Eliminar todas as falhas potenciais | Entregar desempenho robusto de forma econômica |
A prensagem a quente é um processo artesanal, de baixo volume. Suas matrizes de grafite ou cerâmica são caras e se desgastam rapidamente sob as condições severas.
A prensagem a frio é construída para produção em massa. Suas matrizes de aço podem estampar milhões de peças, reduzindo o custo unitário a centavos. É o motor da indústria moderna de peças.
Fazendo a Escolha Certa
Em última análise, a escolha não é sobre qual processo é "melhor", mas qual é o *certo* para o trabalho. Requer fazer a pergunta certa:
- Você está otimizando para desempenho absoluto? Para aplicações onde a falha não é uma opção — aeroespacial, defesa, P&D avançado — a prensagem a quente é a escolha clara. É a única maneira de produzir de forma confiável materiais como cerâmicas não óxidas ou compósitos complexos com porosidade quase zero.
- Você está otimizando para escala e custo? Para produzir milhões de engrenagens, rolamentos ou conectores confiáveis, a prensagem a frio e a sinterização é o campeão indiscutível. É o motor da fabricação industrial.
Navegar nesta decisão requer não apenas conhecimento teórico, mas as ferramentas certas para testar, validar e produzir. Desde prensas a quente em escala de laboratório para pioneirismo em novos materiais até os fornos necessários para sinterização de alto volume, o equipamento define o limite do que é possível.
Na KINTEK, fornecemos equipamentos de laboratório especializados e consumíveis que capacitam pesquisadores e engenheiros a transformar essas complexas escolhas de ciência de materiais em resultados tangíveis. Se você está buscando a perfeição ou projetando para escala, entender suas ferramentas é o primeiro passo. Se você está ponderando esses compromissos críticos para seu próximo projeto, nossa equipe está pronta para ajudá-lo a encontrar o equipamento certo para a tarefa. Contate Nossos Especialistas
Guia Visual
Produtos relacionados
- Máquina de Prensagem Hidráulica Aquecida com Placas Aquecidas Prensagem Quente de Laboratório Manual Dividida
- Máquina de Prensa Hidráulica Automática Calefactada com Placas Calefactadas para Prensa Caliente de Laboratorio 25T 30T 50T
- Máquina de Prensagem Hidráulica Aquecida Automática com Placas Aquecidas para Prensagem a Quente de Laboratório
- Máquina de Prensagem Hidráulica Aquecida com Placas Aquecidas para Prensa Quente de Laboratório com Caixa de Vácuo
- Máquina de Prensagem Hidráulica Manual de Alta Temperatura com Placas Aquecidas para Laboratório
Artigos relacionados
- Um guia detalhado sobre prensas de laboratório e produção de pastilhas de KBr
- Guia completo para prensas hidráulicas a quente: Função, características e aplicações
- Prensa hidráulica a quente: Princípios, componentes, caraterísticas, vantagens e aplicações
- Como manter a máquina de prensagem a quente manual de laboratório
- Por que suas peças compostas e poliméricas continuam falhando: O segredo é calor e pressão simultâneos


















