
A Ilusão da Resistência
Imagine construir uma escultura de areia. Você pode pressioná-la em um bloco, mas ela permanece frágil, cada grão individual segurando fracamente seu vizinho. Você poderia então assá-la, fundindo as camadas externas, mas o núcleo pode permanecer solto, repleto de vazios invisíveis. A peça final parece sólida, mas contém uma fraqueza oculta.
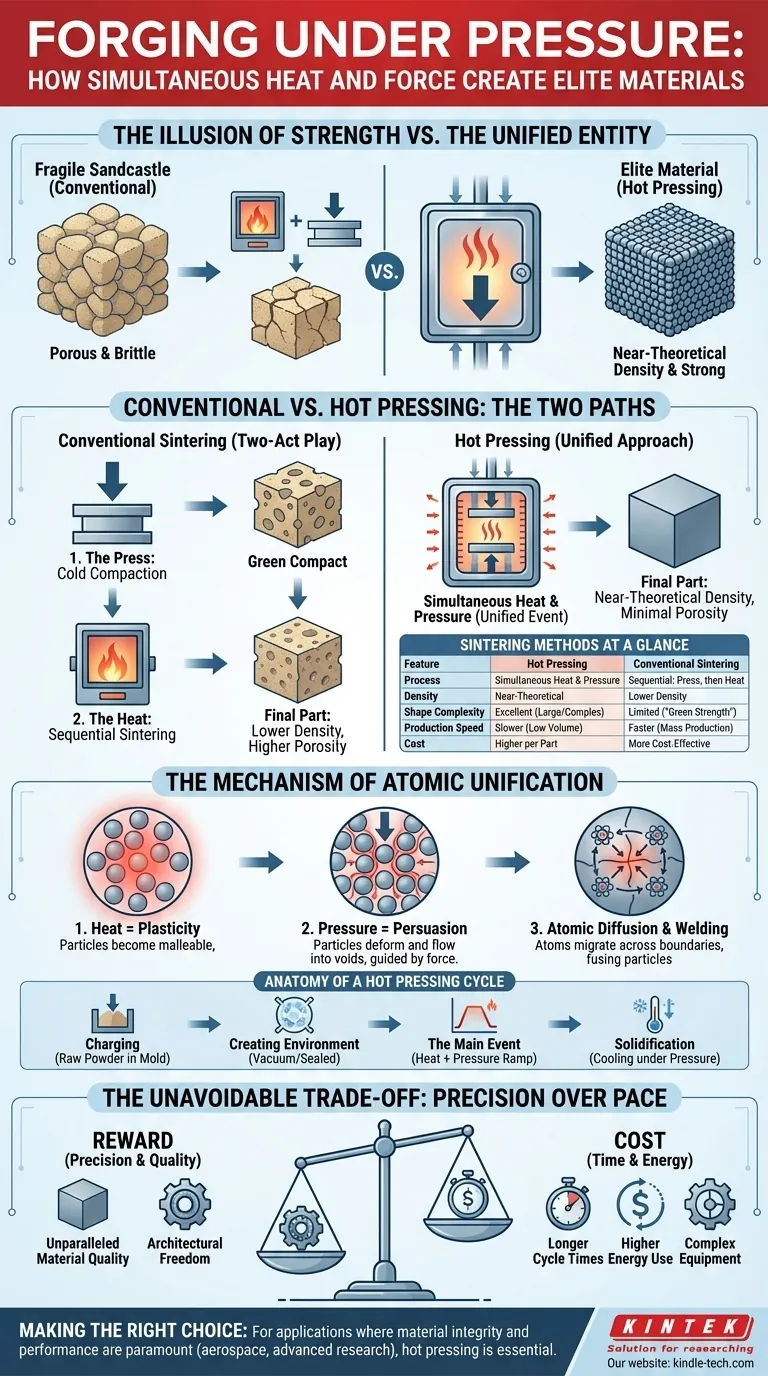
Este é o desafio fundamental na metalurgia do pó. O objetivo não é apenas criar uma forma; é forjar uma entidade nova verdadeiramente unificada, densa e poderosa a partir de uma coleção de partículas individuais. A maioria dos métodos aborda isso em dois atos separados. A prensagem a quente faz isso em um movimento decisivo e simultâneo.
O Caminho Convencional: Uma Peça em Dois Atos
O manual industrial padrão para sinterização é um processo sequencial.
- A Prensa: O pó é comprimido à temperatura ambiente em um "compactado verde". Esta parte tem a forma correta, mas possui toda a integridade estrutural de um castelo de areia bem compactado — quebradiço e poroso.
- O Calor: O compactado frágil é então cuidadosamente movido para um forno e aquecido. A alta temperatura incentiva os átomos a migrar através das fronteiras das partículas, fundindo-os lentamente.
Este método é rápido e econômico. Mas a separação das etapas cria um legado de imperfeição. Os vazios aprisionados durante a prensagem a frio inicial são difíceis de eliminar completamente mais tarde. A densidade final do material é um compromisso.
A Intervenção da Prensagem a Quente: Uma Abordagem Unificada
A prensagem a quente rejeita esse compromisso de duas etapas. Ela postula que, para realmente persuadir as partículas a formar uma ligação perfeita, você não pode simplesmente comandá-las; você deve criar o ambiente ideal para que elas se transformem. Ela combina a força de modelagem da pressão com a energia catalítica do calor em um único evento unificado.
A Psicologia das Partículas Sob Pressão
Pense nas partículas de um material em nível microscópico. À temperatura ambiente, elas são rígidas e pouco cooperativas. Aplicar apenas pressão as força umas contra as outras, deixando lacunas e criando pontos de estresse.
O calor muda sua psicologia. À medida que a temperatura aumenta (abaixo do ponto de fusão), as partículas se tornam plásticas e maleáveis. Elas agora estão receptivas à mudança. Neste exato momento de receptividade máxima, a prensagem a quente aplica imensa pressão mecânica.
Esta não é uma colisão de força bruta. É uma persuasão altamente eficiente. As partículas amolecidas se deformam e fluem para os vazios entre elas, não porque estão sendo esmagadas, mas porque estão sendo guiadas para um estado mais estável e de menor energia.
O Mecanismo de Unificação Atômica
Esta ação simultânea acelera um processo chamado difusão atômica. O calor energiza os átomos e a pressão fornece um forte incentivo para que eles se movam. Eles abandonam as fronteiras de seus grãos originais e migram, efetivamente soldando as partículas por dentro.
O resultado é uma estrutura com porosidade mínima — uma massa sólida que se aproxima da verdadeira densidade teórica do material.
Anatomia de um Ciclo de Prensagem a Quente
A elegância do conceito é igualada pela precisão de sua execução, tipicamente dentro de um forno a vácuo.
- Etapa 1: Carregamento: O pó bruto é carregado em um molde, muitas vezes feito de grafite, que pode suportar as condições extremas.
- Etapa 2: Criação do Ambiente: O forno é selado e evacuado. Remover ar e impurezas é como limpar o ruído de uma conversa — garante que as partículas possam se ligar sem interferência ou contaminação.
- Etapa 3: O Evento Principal: Temperatura e pressão aumentam em conjunto. Esta é a etapa crítica onde o material é aquecido até a plasticidade e simultaneamente compactado até sua densidade final.
- Etapa 4: Solidificação: Após um tempo de espera especificado, o sistema esfria. A pressão é frequentemente mantida durante o resfriamento inicial para evitar a formação de quaisquer defeitos internos à medida que a peça se solidifica.
O Trade-off Inevitável: Precisão em Vez de Ritmo
A prensagem a quente é uma filosofia de fabricação que escolhe o desempenho final em vez da produção em massa. A escolha de usá-la é um trade-off consciente.
A Recompensa: Densidade e Desempenho Quase Perfeitos
A principal vantagem é a qualidade inigualável do material. Ao eliminar virtualmente a porosidade, a prensagem a quente produz componentes com excepcional resistência mecânica, dureza, condutividade térmica e desempenho geral. Isso é inegociável para cerâmicas avançadas, superligas e outros materiais de alto desempenho.
A Recompensa: Liberdade Arquitetônica
Como o material é moldado quente e maleável, menos pressão é frequentemente necessária do que na prensagem a frio. Isso permite a formação de componentes muito grandes ou peças com geometrias intrincadas que rachariam ou deformariam sob outros métodos.
O Custo: Tempo e Energia
Essa precisão tem um preço. Os tempos de ciclo são longos. O equipamento é complexo e caro. A energia necessária é significativa. A prensagem a quente não é uma ferramenta para fabricação de alto volume; é uma ferramenta para criar objetos onde a qualidade não pode ser comprometida.
Métodos de Sinterização em Resumo
| Característica | Prensagem a Quente | Sinterização Convencional |
|---|---|---|
| Processo | Calor e pressão simultâneos | Sequencial: prensar, depois aquecer |
| Densidade | Próxima da teórica, porosidade mínima | Densidade menor, porosidade maior |
| Complexidade da Forma | Excelente para peças grandes/complexas | Limitado pela "resistência verde" |
| Velocidade de Produção | Mais lenta, não para alto volume | Mais rápida, para produção em massa |
| Custo | Custo mais alto por peça | Mais econômico |
Fazendo a Escolha Certa
Escolher a prensagem a quente significa que você decidiu que os vazios ocultos deixados pelos métodos convencionais representam um risco inaceitável. É para aplicações onde a integridade do material é primordial — de componentes aeroespaciais a amostras de pesquisa avançada.
Para pesquisadores e engenheiros que estão expandindo os limites da ciência dos materiais, dominar este processo é essencial. Requer não apenas controle preciso sobre temperatura e pressão, mas também uma profunda compreensão do comportamento do material. O equipamento de laboratório certo não é apenas uma ferramenta; é um parceiro neste processo de criação.
A KINTEK é especializada em fornecer fornos de prensagem a quente de laboratório avançados e consumíveis necessários para alcançar esses resultados excepcionais. Se o seu trabalho exige a maior densidade e desempenho possíveis, temos a tecnologia para ajudá-lo a ter sucesso. Entre em Contato com Nossos Especialistas para explorar a solução certa para sua aplicação.
Guia Visual
Produtos relacionados
- Máquina de Prensagem Hidráulica Manual de Alta Temperatura com Placas Aquecidas para Laboratório
- Prensa Térmica Automática a Vácuo com Tela Sensível ao Toque
- Máquina de Prensagem Hidráulica Aquecida Automática com Placas Aquecidas para Prensagem a Quente de Laboratório
- Máquina de Prensa Hidráulica Automática Calefactada com Placas Calefactadas para Prensa Caliente de Laboratorio 25T 30T 50T
- Prensa Hidráulica Aquecida com Placas Aquecidas para Prensa a Quente de Laboratório com Caixa de Vácuo
Artigos relacionados
- Prensas hidráulicas manuais para utilização em laboratório: Um guia completo
- Como escolher uma prensa a quente para laboratório
- Por que suas peças compostas e poliméricas continuam falhando: O segredo é calor e pressão simultâneos
- Quanta pressão é necessária numa prensa de laboratório aquecida
- Prensa hidráulica a quente: Princípios, componentes, caraterísticas, vantagens e aplicações


















