Em sua essência, tanto a moldagem por compressão quanto a moldagem por transferência são projetadas para funcionar com plásticos termoendurecíveis, frequentemente chamados de termofixos. Embora alguns termoplásticos especializados possam ser usados, a natureza fundamental desses processos — aplicar calor e pressão sustentados para induzir uma mudança química — está intrinsecamente ligada às propriedades dos termofixos.
A escolha do material não é arbitrária; é ditada pelo próprio processo. A moldagem por compressão e transferência é construída em torno de materiais que curam, passando por uma reação química irreversível para formar uma peça final forte e estável.

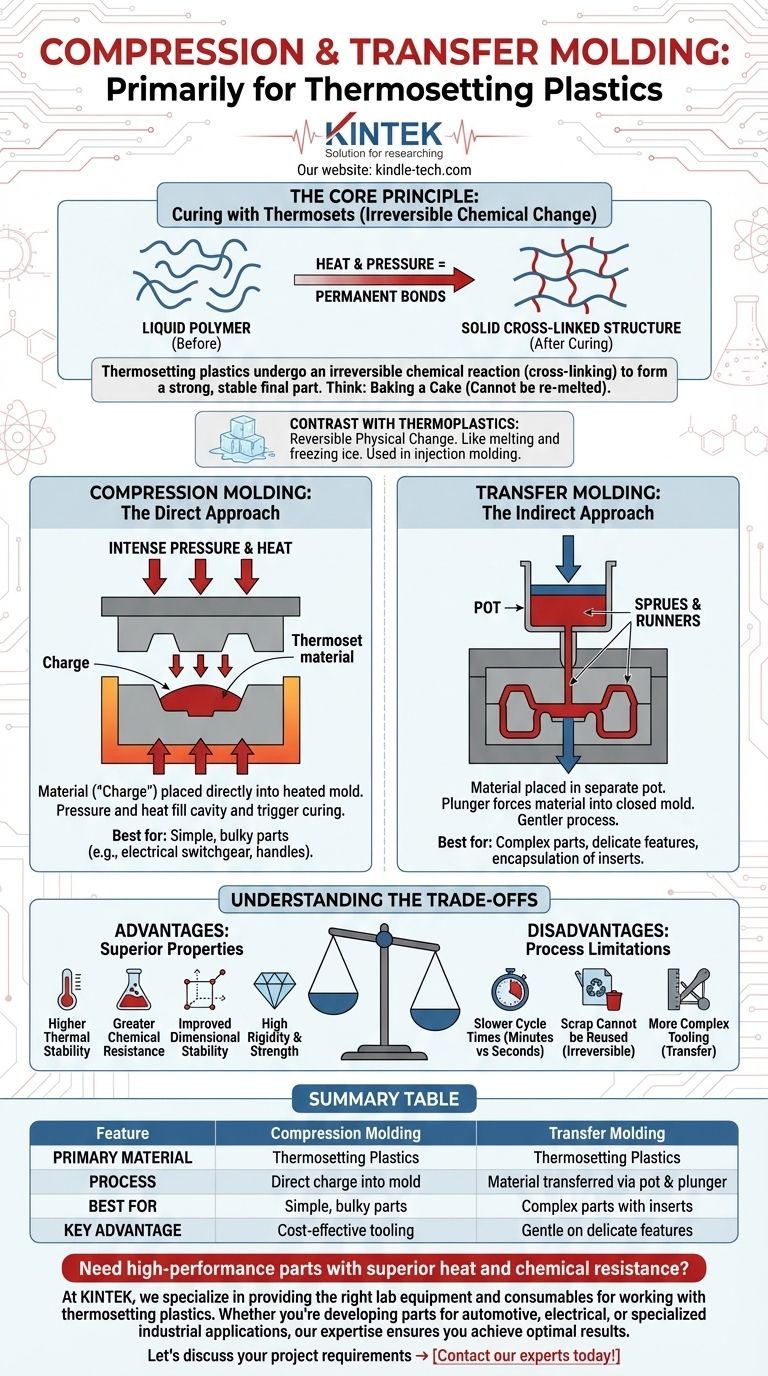
O Princípio da Cura: Por Que os Termofixos São Essenciais
Para entender por que esses processos usam termofixos, você deve primeiro entender a diferença fundamental entre as duas principais famílias de plásticos.
Termofixos: Uma Mudança Química Irreversível
Os plásticos termoendurecíveis começam como polímeros maleáveis ou líquidos. Quando submetidos a calor e pressão no molde, eles passam por uma reação química chamada reticulação (cross-linking).
Essa reação cria ligações fortes e permanentes entre as cadeias poliméricas, transformando o material em um sólido rígido e infusível.
Pense nisso como assar um bolo. Uma vez que a massa líquida é assada, ela se torna um bolo sólido. Você não pode transformá-la de volta em massa líquida reaquecendo-a. Essa mudança é permanente. Termofixos comuns incluem fenólicos, epóxis, silicones e poliésteres.
Termoplásticos: Uma Mudança Física Reversível
Em contraste, os termoplásticos amolecem e derretem quando aquecidos e depois endurecem novamente quando resfriados. Nenhuma reação química ocorre.
Esse processo é como derreter e congelar um cubo de gelo. É uma mudança física reversível. Essa propriedade torna os termoplásticos ideais para processos como a moldagem por injeção, onde ciclos rápidos de fusão e solidificação são necessários.
Moldagem por Compressão vs. Moldagem por Transferência: Dois Caminhos para o Mesmo Objetivo
Ambos os processos usam calor e pressão para curar um material termofixo, mas diferem na forma como o material é introduzido na cavidade do molde.
Moldagem por Compressão: A Abordagem Direta
Na moldagem por compressão, uma quantidade pré-medida de material termofixo, chamada de "carga", é colocada diretamente na metade inferior aquecida da cavidade do molde.
A metade superior do molde então se fecha, aplicando pressão e calor intensos. Isso força o material a preencher toda a cavidade enquanto simultaneamente aciona a reação de cura.
Este método é direto e econômico, tornando-o ideal para peças relativamente simples, muitas vezes volumosas, como equipamentos elétricos, cabos de utensílios e componentes automotivos.
Moldagem por Transferência: A Abordagem Indireta
A moldagem por transferência adiciona uma etapa intermediária. O material termofixo é colocado em uma câmara separada, ou "pote", localizada acima da cavidade principal do molde.
Um pistão aquece e pressuriza o material no pote, forçando-o a fluir através de canais (conhecidos como canais de injeção e corredores) e para dentro da cavidade do molde fechado.
Este método de preenchimento indireto é mais suave com o molde e permite a criação de peças mais complexas com recursos delicados ou a encapsulação de inserções, como pinos metálicos ou componentes eletrônicos.
Compreendendo as Compensações
A escolha de um processo baseado em termofixo, como moldagem por compressão ou transferência, vem com um conjunto distinto de vantagens e desvantagens em comparação com o uso de termoplásticos em um processo como a moldagem por injeção.
A Vantagem: Propriedades Superiores do Material
Os termofixos são frequentemente escolhidos quando o desempenho é fundamental. Devido à sua estrutura reticulada, eles geralmente oferecem:
- Maior estabilidade térmica e resistência ao calor.
- Maior resistência química.
- Melhor estabilidade dimensional e resistência à fluência ao longo do tempo.
- Alta rigidez e relações resistência-peso.
A Desvantagem: Mais Lento e Menos Tolerante
A dependência de um processo de cura química introduz limitações:
- Tempos de ciclo mais longos: A cura pode levar vários minutos, em comparação com os ciclos de segundos da moldagem por injeção. Isso torna o processo mais lento e menos adequado para produção de volume extremamente alto.
- Sucata não pode ser reutilizada: Como o processo de cura é irreversível, qualquer material excedente (rebarba) ou peças rejeitadas não podem ser derretidos e reformados.
- Ferramental mais complexo: Moldes de transferência, com seus potes e sistemas de pistão, podem ser mais complexos e caros do que um molde de compressão simples de duas placas.
Fazendo a Escolha Certa para Sua Aplicação
A decisão de usar moldagem por compressão ou transferência é uma decisão de priorizar o desempenho do material em detrimento da velocidade de produção.
- Se seu foco principal é resistência máxima ao calor, estabilidade química ou rigidez estrutural: Um termofixo processado por moldagem por compressão ou transferência é a escolha de engenharia correta.
- Se sua peça tem geometria complexa ou requer inserções embutidas: A moldagem por transferência oferece melhor controle e um processo de preenchimento mais suave do que a moldagem por compressão direta.
- Se seu foco principal é a produção de alto volume de peças de consumo simples: Você deve investigar a moldagem por injeção com termoplásticos, pois ela oferece tempos de ciclo muito mais rápidos e custos por peça mais baixos.
Em última análise, os requisitos de desempenho exclusivos da sua aplicação o guiarão para a combinação correta de material e processo de fabricação.
Tabela de Resumo:
| Característica | Moldagem por Compressão | Moldagem por Transferência |
|---|---|---|
| Material Principal | Plásticos Termoendurecíveis | Plásticos Termoendurecíveis |
| Processo | Carga direta no molde | Material transferido via pote e pistão |
| Melhor Para | Peças simples e volumosas | Peças complexas com inserções |
| Vantagem Principal | Ferramental econômico | Suave com recursos delicados |
Precisa de peças de alto desempenho com resistência superior ao calor e a produtos químicos?
Na KINTEK, nos especializamos em fornecer o equipamento de laboratório e consumíveis corretos para trabalhar com plásticos termoendurecíveis. Se você está desenvolvendo peças para aplicações automotivas, elétricas ou industriais especializadas, nossa experiência garante que você alcance resultados ideais com a moldagem por compressão e transferência.
Vamos discutir os requisitos do seu projeto → Entre em contato com nossos especialistas hoje!
Guia Visual
Produtos relacionados
- Molde de Prensagem de Pastilhas de Pó de Laboratório com Anel de Plástico XRF & KBR para FTIR
- Prensa de Aquecimento de Placa Dupla para Laboratório
- Molde de Prensa de Bolas para Laboratório
- Molde de Prensa de Calor Especial para Uso em Laboratório
- Molde de Prensagem Bidirecional Redondo para Laboratório
As pessoas também perguntam
- O que é o método de pastilha de pó prensado? Um Guia para Preparação Precisa de Amostras de FTIR
- Como a seleção de um molde de pressão afeta o desempenho de baterias de estado sólido? Guia de Peletização Especializado
- Como o controle de pressão de uma prensadora de pastilhas de pó afeta a qualidade dos corpos verdes de FSCC? Otimize a Ligação
- Como uma prensa de pastilhas de pó de laboratório facilita a preparação de corpos verdes cerâmicos de Al2O3/ZrO2 em gradiente multicamadas? Técnicas de Ligação de Precisão
- O que é o método de pastilha prensada por XRF? Um guia rápido e econômico de preparação de amostras
















