A Prensagem Isostática a Frio (CIP) é usada para criar componentes de alto desempenho onde a uniformidade do material e geometrias complexas são críticas. Você encontrará produtos feitos com CIP em indústrias como aeroespacial, medicina, eletrônica e defesa, incluindo itens como alvos de pulverização catódica, tubos cerâmicos avançados, implantes médicos e ferramentas industriais robustas. O processo é escolhido especificamente para materiais difíceis de compactar usando outros métodos.
Em sua essência, o CIP não é definido por uma lista específica de produtos, mas por uma capacidade de fabricação única. Ele se destaca na formação de peças a partir de pós que exigem densidade perfeitamente uniforme, uma característica essencial para desempenho e resistência previsíveis após o processamento final.

O que é Prensagem Isostática a Frio?
Para entender o que o CIP produz, você deve primeiro entender como ele funciona. É fundamentalmente diferente da prensagem tradicional, que aplica força de uma ou duas direções.
O Princípio Central: A Lei de Pascal em Ação
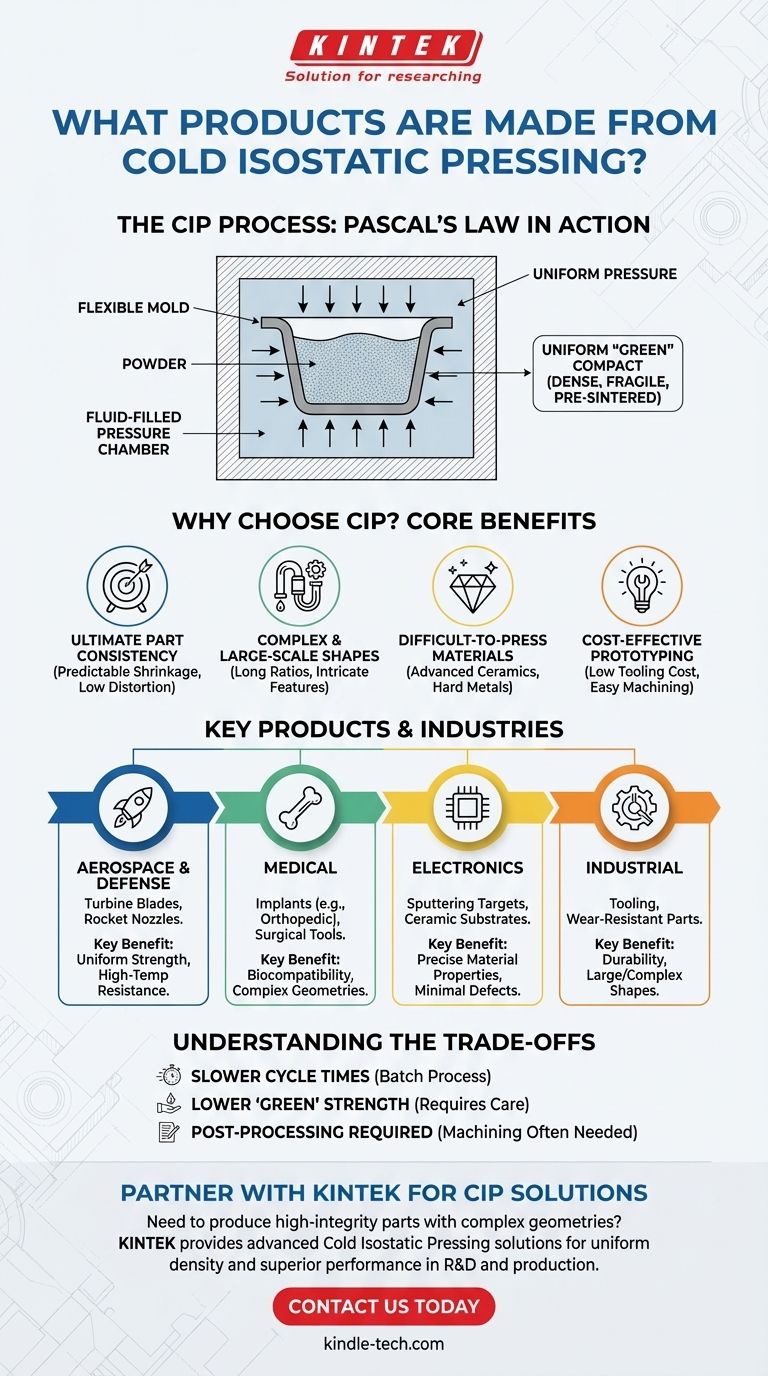
O CIP é uma aplicação direta da Lei de Pascal, que afirma que a pressão exercida sobre um fluido confinado é transmitida igualmente em todas as direções.
Nesse processo, um pó é colocado em um molde flexível e elastomérico, que é então selado. Este molde selado é submerso em uma câmara de pressão cheia de fluido.
Quando a câmara é pressurizada, o fluido aplica uma pressão imensa e uniforme em todas as superfícies do molde. Isso compacta o pó uniformemente de todos os lados.
O Resultado: Um Compacto "Verde" Uniforme
O resultado do processo CIP é um compacto "verde". Esta é uma peça sólida, mas frágil, que foi densificada, mas ainda não foi queimada ou sinterizada até sua dureza final.
O principal benefício é sua densidade excepcionalmente uniforme. Como a pressão foi aplicada de todas as direções, não há linhas de tensão internas ou variações de densidade comuns em peças feitas com prensagem uniaxial tradicional (de cima para baixo).
Por que os Fabricantes Escolhem o CIP
Um fabricante especifica o CIP quando as limitações de outros métodos comprometem a integridade ou viabilidade da peça final. É uma tecnologia de resolução de problemas para desafios específicos.
Para Consistência Máxima da Peça
A densidade uniforme de um compacto verde CIP significa que ele encolhe de forma previsível e consistente durante a queima final (sinterização).
Isso resulta em baixa distorção e tensão interna, o que é crítico para componentes cerâmicos e metálicos de alto desempenho que devem atender a tolerâncias dimensionais rigorosas após o tratamento térmico.
Para Formas Complexas e de Grande Escala
Como a pressão é hidrostática (em todos os lados), o CIP pode produzir formas impossíveis para matrizes rígidas. Isso inclui:
- Peças com relações comprimento-diâmetro muito altas, como tubos longos e finos.
- Peças com formas internas intrincadas, como roscas, estrias ou conicidades.
- Componentes muito grandes, onde o custo de criação de matrizes de aço maciças e complexas seria proibitivo.
Para Materiais Difíceis de Pressionar
O CIP é o método preferido para pós que não compactam bem sob pressão convencional.
Isso inclui metais duros, metais refratários e cerâmicas avançadas. A pressão em todos os lados garante que esses materiais desafiadores sejam densificados efetivamente em uma forma utilizável. Também pode ser usado para criar componentes em camadas com diferentes características de pó.
Para Prototipagem Custo-Eficaz
Para pequenas tiragens de produção, protótipos ou peças extremamente grandes, o método CIP de "saco úmido" é altamente econômico.
Ele evita o alto investimento inicial em matrizes de prensagem de aço temperado, contando em vez disso com moldes flexíveis de menor custo. Os compactos verdes resultantes também podem ser facilmente usinados, permitindo um maior refinamento do projeto antes da cara etapa final de queima.
Compreendendo as Desvantagens
Embora poderoso, o CIP não é uma solução universal. Suas vantagens vêm com desvantagens específicas que o tornam inadequado para muitas aplicações simples de alto volume.
Tempos de Ciclo Mais Lentos
O CIP é um processo em lote. Carregar o pó, selar o molde, colocá-lo no recipiente, pressurizar, despressurizar e descarregar leva significativamente mais tempo por peça do que a prensagem mecânica automatizada. Isso o torna menos adequado para itens simples produzidos em massa.
Menor Resistência "Verde"
Os compactos verdes produzidos por CIP são frequentemente mais frágeis do que aqueles da compactação por matriz. Eles devem ser manuseados com cuidado antes do processo de sinterização final, que funde as partículas e fornece a resistência máxima.
Pós-processamento é Frequentemente Necessário
Embora o CIP possa produzir formas quase acabadas, os moldes flexíveis não oferecem a mesma precisão dimensional de uma matriz de aço rígida. Para componentes de alta precisão, o compacto verde geralmente requer usinagem antes da queima para atingir as tolerâncias finais.
Quando Especificar a Prensagem Isostática a Frio
Use esta estrutura para determinar se o CIP é a escolha certa para o seu componente.
- Se o seu foco principal é a integridade da peça final: O CIP é a escolha superior para minimizar a distorção e garantir um encolhimento uniforme e previsível durante a sinterização.
- Se o seu foco principal é a geometria complexa: Especifique o CIP para peças com características internas, altas relações de aspecto ou outras formas não alcançáveis com prensagem uniaxial.
- Se o seu foco principal é o desempenho do material: O CIP é o padrão para compactar pós difíceis de prensar, como cerâmicas avançadas, metais refratários e compósitos.
- Se o seu foco principal é prototipagem ou peças muito grandes: O baixo custo de ferramentas do CIP de saco úmido o torna altamente econômico para pesquisa, trabalhos únicos ou componentes maciços.
Ao entender sua principal vantagem de densificação uniforme, você pode aproveitar a Prensagem Isostática a Frio para resolver uma classe única e desafiadora de problemas de fabricação.
Tabela Resumo:
| Indústria | Produtos CIP Comuns | Principal Benefício |
|---|---|---|
| Aeroespacial e Defesa | Pás de turbina, bocais de foguete | Resistência uniforme, resistência a altas temperaturas |
| Médica | Implantes (ex: ortopédicos), ferramentas cirúrgicas | Biocompatibilidade, geometrias complexas |
| Eletrônica | Alvos de pulverização catódica, substratos cerâmicos | Propriedades precisas do material, defeitos mínimos |
| Industrial | Ferramentas, peças resistentes ao desgaste | Durabilidade, formas grandes/complexas |
Precisa produzir peças de alta integridade com geometrias complexas?
Na KINTEK, somos especializados em fornecer equipamentos e consumíveis avançados para laboratório, incluindo soluções de Prensagem Isostática a Frio, para ajudá-lo a alcançar densidade uniforme e desempenho superior em seus componentes cerâmicos ou metálicos. Seja em P&D ou produção, nossa experiência garante que você obtenha a tecnologia certa para suas necessidades específicas.
Entre em contato conosco hoje para discutir como o CIP pode aprimorar seu processo de fabricação!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
As pessoas também perguntam
- Por que usar Prensagem Isostática a Frio (CIP) após a prensagem a seco para cerâmicas Gd2O2S:Tb? Alcance densidade e uniformidade máximas.
- Quais vantagens uma Prensa Isostática a Frio (CIP) oferece para baterias de estado sólido? Densidade e Uniformidade Superiores
- Que papel desempenha a prensagem isostática a frio na formação de barras de alimentação para o crescimento de monocristais? Garanta Estabilidade.
- Como o equipamento de prensagem isostática melhora o contato do ânodo de metal de lítio? Otimize a montagem da sua bateria de estado sólido
- O que é o método de prensagem isostática para cerâmicas? Obtenha Densidade Uniforme para Peças Complexas












