Em sua essência, a prensagem isostática a quente (HIP) é um processo térmico transformador usado em uma ampla gama de materiais de alto desempenho. É mais comumente aplicado a metais como titânio e alumínio, várias superligas em pó e cerâmicas avançadas. O processo não se limita a matérias-primas; é também uma etapa de acabamento crítica para componentes produzidos por fundição, sinterização e manufatura aditiva.
A prensagem isostática a quente é melhor compreendida não pelos materiais específicos que pode processar, mas pelo problema que resolve. É o método definitivo para eliminar porosidade e defeitos internos, criando peças totalmente densas com propriedades mecânicas superiores para aplicações onde a falha não é uma opção.

Por que o HIP é uma Etapa Crítica de Fabricação
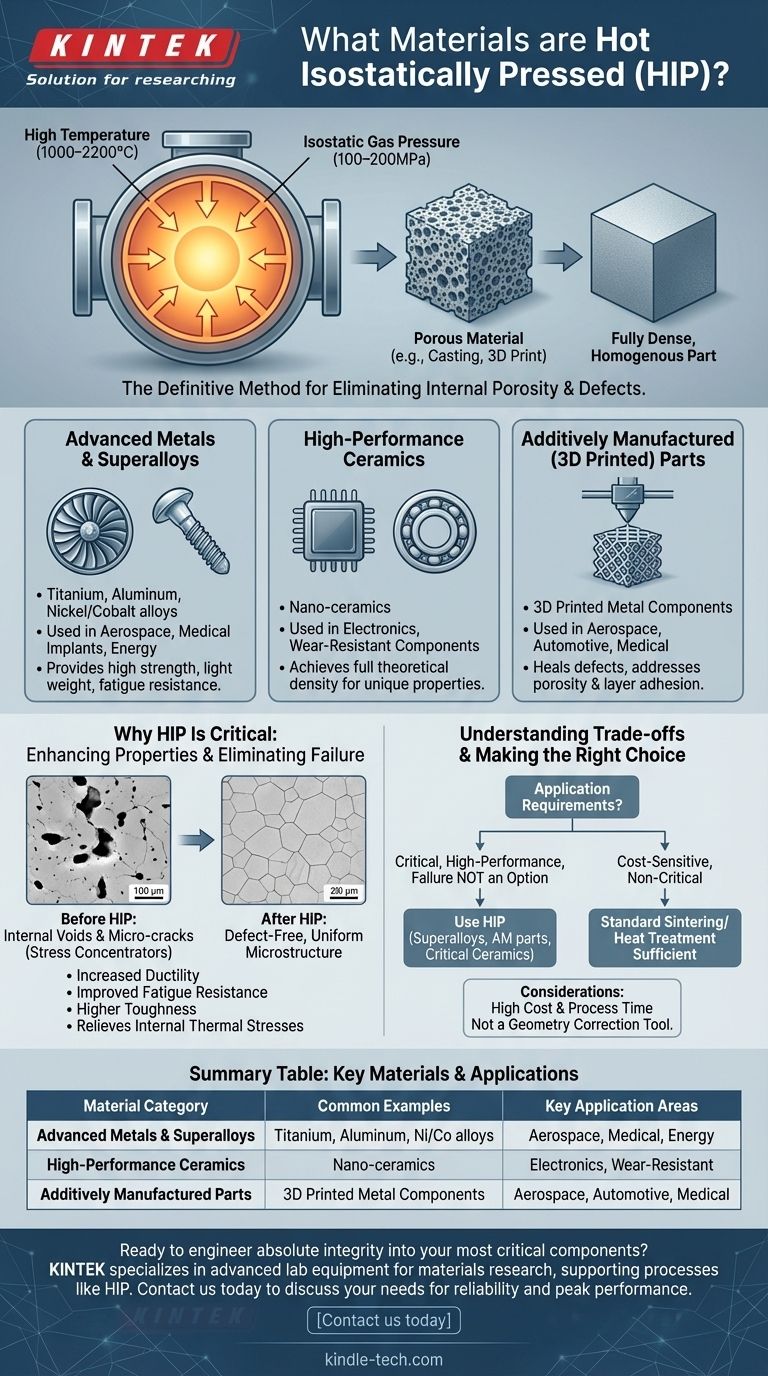
A prensagem isostática a quente submete um componente a alta temperatura (1000–2200°C) e pressão isostática de gás (100–200MPa). Essa combinação alcança resultados que o calor ou a pressão sozinhos não conseguem.
O Objetivo Fundamental: Alcançar a Densidade Total
Muitos métodos de fabricação, especialmente fundição e impressão 3D, deixam para trás vazios ou poros internos microscópicos. O HIP usa alta pressão para comprimir fisicamente o material de todas as direções, colapsando esses vazios e unindo o material em nível metalúrgico.
Este processo transforma um componente de uma forma quase final em uma estrutura homogênea e totalmente densa.
Eliminando Pontos de Falha na Origem
Defeitos internos como poros, microfissuras e má adesão de camadas em peças impressas em 3D atuam como concentradores de tensão. Sob carga, essas pequenas falhas podem crescer e levar à falha prematura do componente.
O HIP elimina esses defeitos internos, aumentando significativamente a estabilidade e a vida útil do material, o que é essencial para peças em ambientes extremos, como unidades de energia ou dutos submarinos.
Aprimorando as Propriedades Mecânicas
Ao criar uma microestrutura uniforme e livre de defeitos, o HIP melhora diretamente as principais propriedades do material. Peças tratadas com HIP exibem ductilidade, resistência à fadiga e tenacidade geral mensuravelmente maiores.
O processo também alivia as tensões térmicas internas que podem se acumular durante a fundição ou manufatura aditiva.
Principais Categorias de Materiais e Aplicações
Embora muitos materiais possam ser submetidos ao HIP, o processo é tipicamente reservado para aqueles usados em aplicações exigentes e de alto desempenho.
Metais Avançados e Superligas
Metais como titânio, alumínio e várias superligas à base de níquel ou cobalto são candidatos primários para o HIP.
Estes são frequentemente usados em aplicações aeroespaciais, de implantes médicos e de energia, onde a combinação de baixo peso, alta resistência e resistência à fadiga é inegociável.
Cerâmicas de Alto Desempenho
Certos materiais avançados, como nanocerâmicas, são notoriamente difíceis de densificar usando métodos de sinterização tradicionais.
O HIP fornece a combinação necessária de calor e pressão para atingir a densidade teórica total, liberando as propriedades únicas desses materiais para uso em aplicações eletrônicas de ponta ou resistentes ao desgaste.
Componentes Fabricados Aditivamente (Impressos em 3D)
A prensagem isostática a quente está se tornando uma etapa indispensável no fluxo de trabalho da manufatura aditiva. É a maneira mais eficaz de abordar a porosidade inerente e a adesão inconsistente de camadas comuns em peças metálicas impressas em 3D.
O HIP efetivamente cura esses defeitos, transformando uma peça impressa em um componente totalmente consolidado com propriedades que podem igualar ou exceder as de peças fabricadas tradicionalmente.
Compreendendo as Trocas e Considerações
Embora poderoso, o HIP é um processo especializado que não é adequado ou necessário para todas as aplicações. Compreender suas limitações é fundamental para usá-lo de forma eficaz.
Alto Custo e Tempo de Processo
O equipamento necessário para gerar calor e pressão extremos com segurança é caro para construir e operar. Os ciclos de aquecimento, pressurização e resfriamento também podem ser demorados.
Por causa disso, o HIP adiciona um custo e um tempo de espera significativos ao processo de fabricação.
Não é uma Ferramenta de Correção de Geometria
O HIP é um processo de densificação, não de conformação. Ele não corrigirá imperfeições superficiais, imprecisões dimensionais ou alterará a geometria geral de uma peça.
O componente já deve estar em sua forma quase final antes de entrar no vaso HIP.
Quando é Realmente Necessário?
A decisão de usar o HIP é uma decisão de engenharia e econômica. É reservado para aplicações onde o custo potencial de falha do componente – em termos de segurança, perda financeira ou falha da missão – supera em muito o custo do próprio processo HIP.
Fazendo a Escolha Certa para o Seu Componente
A integração do HIP em seu plano de fabricação depende inteiramente dos requisitos de desempenho da peça final.
- Se o seu foco principal é o desempenho e a confiabilidade máximos: Use o HIP para componentes críticos, especialmente aqueles feitos de superligas ou via manufatura aditiva, para garantir uma microestrutura livre de defeitos.
- Se o seu foco principal é densificar materiais difíceis de sinterizar: O HIP é o método definitivo para alcançar a densidade total em cerâmicas avançadas e certos compósitos de metalurgia do pó.
- Se o seu foco principal são peças sensíveis ao custo e não críticas: O HIP provavelmente é uma despesa desnecessária, e a sinterização ou tratamento térmico padrão serão suficientes para a aplicação.
Em última análise, empregar a prensagem isostática a quente é uma decisão estratégica para projetar integridade material absoluta em seus componentes mais críticos.
Tabela Resumo:
| Categoria de Material | Exemplos Comuns | Principais Áreas de Aplicação |
|---|---|---|
| Metais Avançados e Superligas | Titânio, Alumínio, Ligas de Níquel/Cobalto | Aeroespacial, Implantes Médicos, Energia |
| Cerâmicas de Alto Desempenho | Nanocerâmicas | Eletrônicos, Componentes Resistentes ao Desgaste |
| Peças Fabricadas Aditivamente | Componentes Metálicos Impressos em 3D | Aeroespacial, Automotivo, Médico |
Pronto para projetar integridade absoluta em seus componentes mais críticos?
A KINTEK é especializada no fornecimento de equipamentos de laboratório avançados e consumíveis para pesquisa e desenvolvimento de materiais, incluindo tecnologias que suportam processos como a Prensagem Isostática a Quente. Se você está trabalhando com metais de alto desempenho, superligas, cerâmicas ou manufatura aditiva e precisa de densidade de material garantida e propriedades mecânicas superiores, nossa expertise pode ajudar.
Entre em contato conosco hoje para discutir como podemos apoiar as necessidades do seu laboratório para confiabilidade e desempenho máximo.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Moldes de Prensagem Isostática para Laboratório
As pessoas também perguntam
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme para Peças Complexas
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- Por que as Prensas Isostáticas a Quente (WIP) são necessárias para baterias de estado sólido? Alcançar contato em nível atômico
- Qual é a temperatura de uma prensa isostática a quente? Alcance a Densificação Ótima para Seus Materiais

















