Em sua essência, a prensagem uniaxial de cerâmicas é um método de conformação de pó onde o pó cerâmico granulado é compactado dentro de uma matriz rígida aplicando força ao longo de um único eixo vertical. Este processo utiliza punções, tipicamente movendo-se de cima e/ou de baixo, para prensar o pó em uma forma coerente e geometricamente definida, conhecida como "corpo verde", antes de passar pela queima final (sinterização).
A prensagem uniaxial é o método preferencial para a produção de alto volume e custo-benefício de formas cerâmicas simples. Seu principal desafio, no entanto, é que a aplicação de pressão de apenas uma direção cria variações de densidade dentro da peça, um fator crítico que deve ser gerenciado para aplicações de alto desempenho.

Como funciona a prensagem uniaxial
A prensagem uniaxial é um processo mecanicamente simples e altamente automatizável, o que é a fonte de seu uso industrial generalizado. O ciclo completo pode ser dividido em três etapas fundamentais.
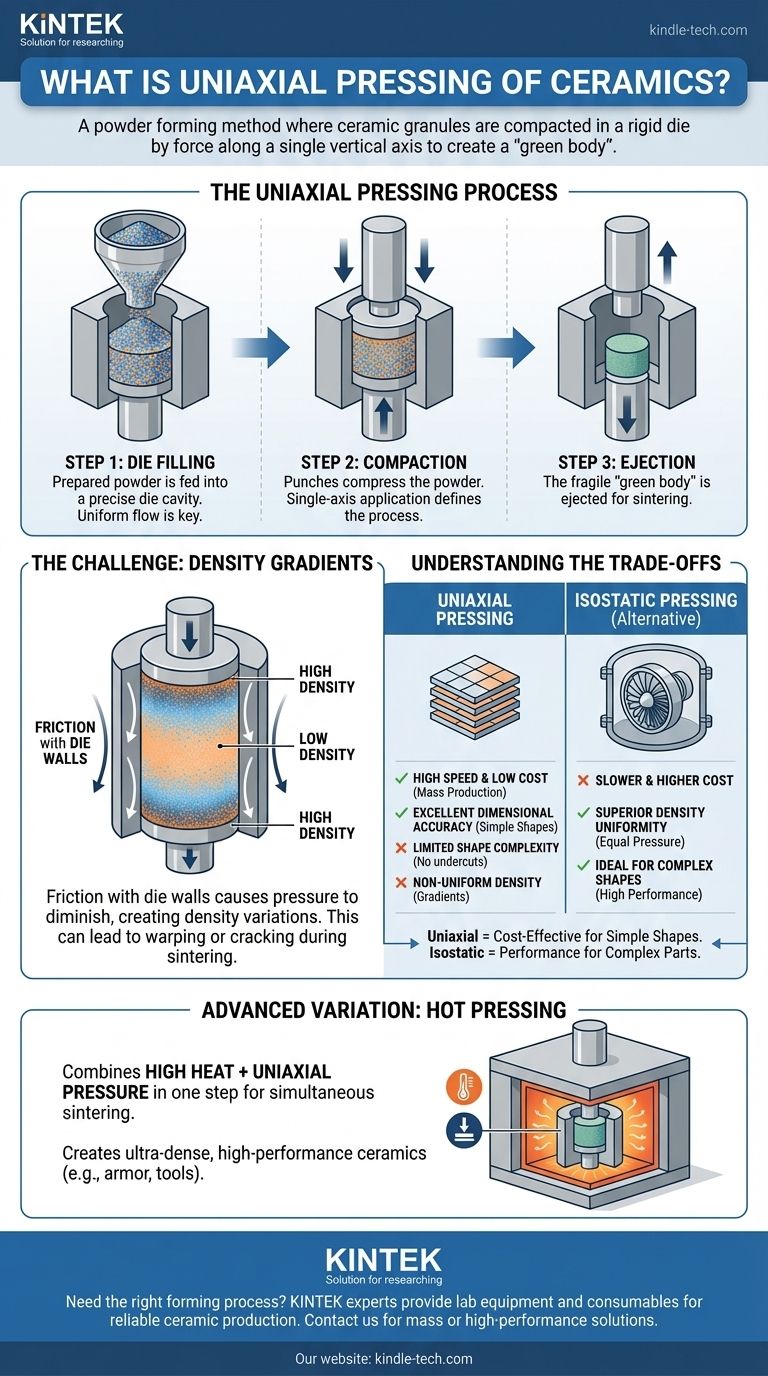
Etapa 1: Preenchimento da matriz
O processo começa com um volume preciso de pó ou grânulos cerâmicos preparados sendo alimentados em uma cavidade de matriz de aço temperado ou carboneto. A consistência e a fluidez deste pó são críticas para garantir que a matriz seja preenchida uniformemente.
Etapa 2: Compactação
Um ou mais punções movem-se verticalmente para comprimir o pó dentro da matriz. Na configuração mais simples, um único punção superior se move para baixo. Prensas mais avançadas usam tanto um punção superior quanto um inferior, que se movem um em direção ao outro para melhorar a uniformidade da densidade. O termo uniaxial refere-se a este único eixo de aplicação de pressão.
Etapa 3: Ejeção
Uma vez atingida a pressão de compactação desejada, o punção superior retrai. A peça recém-formada, agora um frágil "corpo verde", é empurrada para fora da cavidade da matriz pelo punção inferior. Este corpo verde tem força suficiente para ser manuseado, mas requer uma etapa subsequente de sinterização em alta temperatura para atingir sua densidade e resistência finais.
O desafio crítico: Gradientes de densidade
A limitação definidora da prensagem uniaxial é a densidade não uniforme que ela cria. Este fenômeno é uma consequência direta da física do processo.
O papel do atrito
À medida que os punções comprimem o pó, ocorre atrito entre os grânulos cerâmicos e as paredes rígidas da matriz. Este atrito opõe-se à pressão aplicada, fazendo com que a força diminua à medida que viaja através da coluna de pó.
O resultado inevitável
O pó mais próximo dos punções em movimento é compactado a uma densidade mais alta, enquanto o pó no meio da peça (e mais distante das faces do punção) recebe menos pressão e permanece em uma densidade mais baixa. Isso cria um gradiente de densidade previsível dentro do corpo verde.
Impacto nas propriedades finais
Essas variações de densidade são problemáticas porque levam a uma retração diferencial durante o estágio final de sinterização. Regiões menos densas encolhem mais do que regiões de alta densidade, o que pode causar empenamento, rachaduras ou tensões internas, comprometendo, em última instância, a integridade mecânica do componente cerâmico final.
Compreendendo as compensações
A escolha de um método de conformação requer a compreensão de seus pontos fortes e fracos, especialmente quando comparado à sua principal alternativa, a prensagem isostática.
Vantagem: Velocidade e custo
A prensagem uniaxial é extremamente rápida, com tempos de ciclo frequentemente medidos em segundos. Isso a torna excepcionalmente adequada para a produção em massa de peças como ladrilhos cerâmicos, substratos e isoladores simples, reduzindo os custos por unidade.
Vantagem: Precisão dimensional
O uso de uma matriz rígida e precisamente usinada proporciona excelente controle sobre as dimensões radiais (largura e comprimento) da peça. Isso resulta em alta repetibilidade de peça para peça.
Limitação: Complexidade da forma
O processo é limitado a formas com seção transversal constante que podem ser facilmente ejetadas da matriz. Características como rebaixos ou furos transversais são impossíveis de produzir diretamente.
Limitação: Uniformidade da densidade
Esta é a principal fraqueza. A prensagem isostática, onde a pressão é aplicada igualmente de todas as direções através de um meio fluido, produz um corpo verde muito mais uniforme. Isso a torna o método preferido para componentes complexos e de alto desempenho, onde propriedades de material consistentes são inegociáveis.
Variação avançada: Prensagem a quente
Uma versão especializada desta técnica, conhecida como prensagem a quente, combina pressão uniaxial com alta temperatura em uma única etapa.
Combinando calor e pressão
Na prensagem a quente, o conjunto matriz e pó é aquecido em um forno com atmosfera controlada. A pressão é aplicada uniaxialmente, assim como no processo a frio, mas em temperaturas altas o suficiente para causar a sinterização.
A vantagem da sinterização
Esta ação simultânea de calor e pressão auxilia dramaticamente o processo de densificação. Ela permite a produção de peças cerâmicas com densidade quase total e uma microestrutura de grãos muito finos, o que muitas vezes é difícil de conseguir com a sinterização convencional.
Aplicações de alto desempenho
A prensagem a quente é usada para criar materiais de elite, como armaduras de carboneto de boro (B₄C), ferramentas de corte de nitreto de silício (Si₃N₄) e outras cerâmicas técnicas avançadas que são inerentemente difíceis de densificar.
Fazendo a escolha certa para sua aplicação
A seleção do processo de conformação correto é uma decisão crítica que afeta diretamente a qualidade, o desempenho e o custo do componente.
- Se seu foco principal é a produção em massa e a eficiência de custos para formas simples: A prensagem uniaxial é a escolha dominante e mais econômica para itens como substratos eletrônicos, capacitores e ladrilhos.
- Se seu foco principal é a densidade máxima e a confiabilidade mecânica para formas complexas: A prensagem isostática é o método superior, essencial para peças como implantes médicos ou rotores de turbocompressores.
- Se seu foco principal é a fabricação de peças de ultra-alta densidade a partir de materiais difíceis de sinterizar: A prensagem uniaxial a quente é o processo especializado necessário para uma gama de aplicações de defesa e corte industrial.
Em última análise, a seleção do método de prensagem correto requer o equilíbrio entre a complexidade geométrica de sua peça e seu desempenho e custo de produção exigidos.
Tabela de resumo:
| Aspecto | Descrição |
|---|---|
| Processo | Compactação de pó em uma matriz com força ao longo de um único eixo vertical. |
| Uso principal | Produção em alto volume de formas simples (ladrilhos, substratos, isoladores). |
| Principal vantagem | Alta velocidade, baixo custo e excelente precisão dimensional para formas simples. |
| Principal limitação | Gradientes de densidade dentro da peça devido ao atrito com as paredes da matriz. |
| Variação avançada | A prensagem a quente combina pressão e calor para cerâmicas de ultra-densidade e alto desempenho. |
Precisa escolher o processo de conformação cerâmica certo para a aplicação específica do seu laboratório? Os especialistas da KINTEK podem ajudar. Somos especializados em equipamentos e consumíveis de laboratório, fornecendo as soluções de que você precisa para uma produção cerâmica eficiente e confiável. Quer você esteja trabalhando em componentes produzidos em massa ou em materiais de alto desempenho, temos a experiência para apoiar seu projeto. Entre em contato conosco hoje para discutir suas necessidades e otimizar seu processo!
Guia Visual
Produtos relacionados
- Molde de Prensagem Bidirecional Redondo para Laboratório
- Molde de Prensa Cilíndrico para Aplicações de Laboratório
- Molde de Prensa Cilíndrico com Escala para Laboratório
- Molde de Prensa Quadrado para Aplicações Laboratoriais
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
As pessoas também perguntam
- Para que serve um molde de prensa? Alcance Precisão e Eficiência Repetíveis
- Qual é a função principal da prensagem em molde para pós LAGP? Alcançar eletrólitos sólidos de alto desempenho
- Quais são as vantagens de usar moldes de grafite de prensagem bidirecional na prensagem a quente a vácuo de compósitos de prata e diamante?
- Como usar um molde de prensa? Domine a Arte de Criar Formas Cerâmicas Consistentes
- Qual é o processo de moldagem por prensagem? Um Guia Passo a Passo para a Moldagem por Compressão







