Em essência, a Prensagem Isostática a Frio (CIP) é um processo de fabricação usado para compactar materiais em pó em uma massa sólida e uniforme à temperatura ambiente ou próxima a ela. É utilizada principalmente para criar peças "verdes" — componentes não queimados — a partir de cerâmicas avançadas, materiais refratários, metais e plásticos. O principal benefício é alcançar uma densidade altamente consistente em toda a peça, independentemente de sua forma ou tamanho.
O desafio central na formação de peças a partir de pó é alcançar uma densidade uniforme; a prensagem tradicional cria pontos fracos que levam a defeitos. A Prensagem Isostática a Frio resolve isso usando fluido para aplicar pressão igual de todas as direções, produzindo um componente homogêneo que é muito mais confiável para usinagem subsequente ou sinterização em alta temperatura.

O Problema Central que o CIP Resolve: Densidade Uniforme
O verdadeiro valor da Prensagem Isostática a Frio é melhor compreendido comparando-a com a alternativa mais comum, a prensagem uniaxial.
A Limitação da Prensagem Tradicional
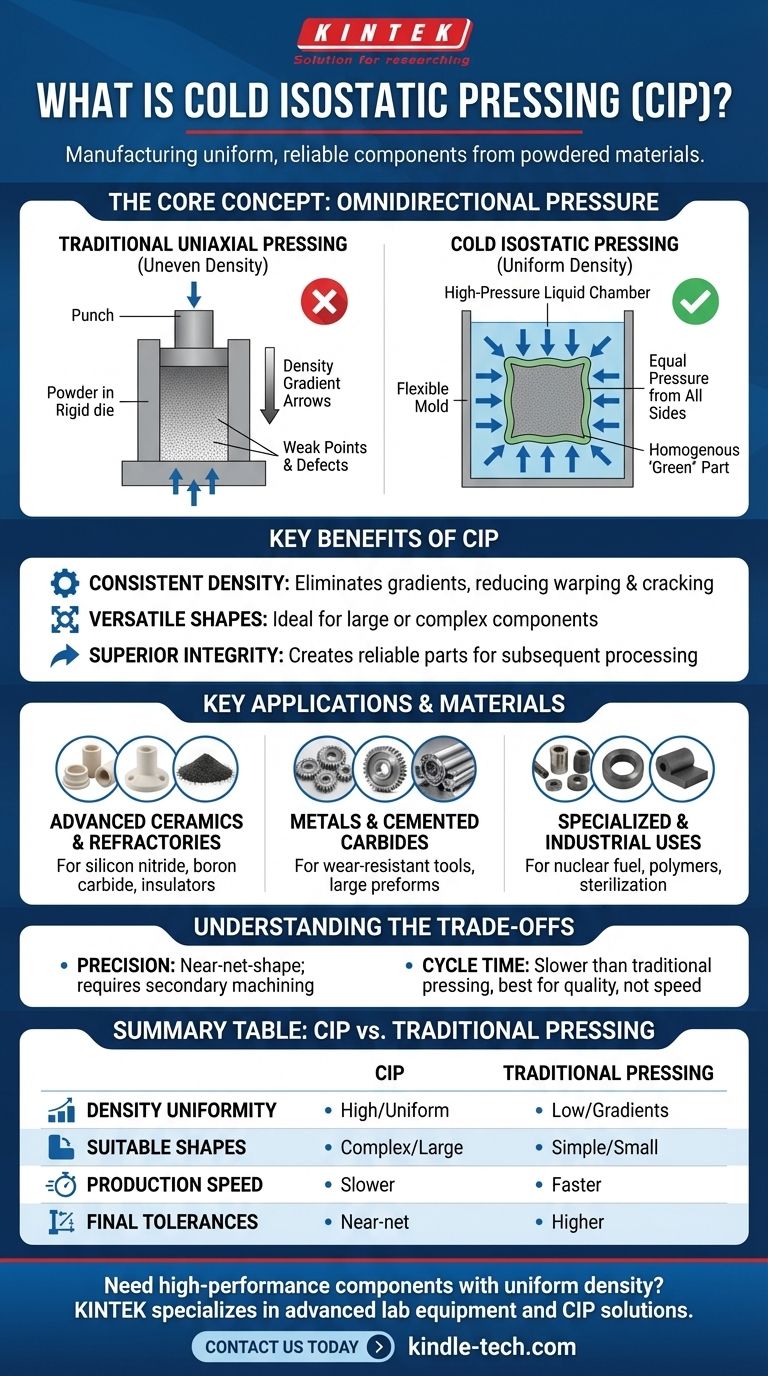
Na prensagem tradicional (uniaxial), uma matriz é preenchida com pó e compactada por um punção que se move em uma única direção.
Isso cria um atrito significativo entre as partículas de pó e as paredes da matriz. Como resultado, a pressão não é distribuída uniformemente.
A peça final apresenta gradientes de densidade, com as áreas mais próximas do punção sendo muito mais densas do que as mais distantes. Essas inconsistências podem causar empenamento, rachaduras e encolhimento imprevisível durante a etapa final de sinterização.
Como a Pressão Isostática Cria Consistência
A Prensagem Isostática a Frio evita completamente esse problema imergindo um molde flexível e selado preenchido com pó em uma câmara de líquido de alta pressão.
Uma bomba pressuriza o fluido, que então transmite essa pressão igualmente para cada superfície do molde.
Essa pressão omnidirecional compacta o pó uniformemente, eliminando os gradientes de densidade e as tensões internas encontradas em peças prensadas uniaxialmente. O resultado é uma peça "verde" homogênea com integridade estrutural superior, pronta para o processamento final.
Principais Aplicações e Materiais
A capacidade do CIP de criar peças verdes uniformes o torna indispensável para a fabricação de componentes de alto desempenho em inúmeras indústrias.
Cerâmicas Avançadas e Refratários
Esta é uma aplicação primária para o CIP. Materiais como carbeto de silício, nitreto de silício, carbeto de boro e isoladores elétricos são frágeis e altamente sensíveis a defeitos internos.
A densidade uniforme proporcionada pelo CIP é crítica para prevenir a formação de microfissuras que levariam a falhas catastróficas no produto final sinterizado.
Metais e Carbonetos Cimentados
O CIP é amplamente utilizado para formar peças a partir de aço ferramenta, metais de alto ponto de fusão e carbonetos cimentados.
É particularmente eficaz para criar pré-formas grandes para ferramentas resistentes ao desgaste ou componentes que são simplesmente grandes demais para caber em uma prensa convencional.
Usos Especializados e Industriais
A versatilidade do processo se estende a muitos outros campos. Aplicações comuns incluem:
- Consolidação de grafite, ferrites e combustível nuclear.
- Formação de peças a partir de pós poliméricos e resinosos especializados.
- Densificação de revestimentos por aspersão térmica para remover porosidade.
- Esterilização por alta pressão nas indústrias alimentícia e farmacêutica.
Compreendendo as Compensações
Embora poderoso, o CIP não é uma solução universal. Compreender suas limitações é fundamental para usá-lo de forma eficaz.
Precisão e Tolerâncias
A Prensagem Isostática a Frio é um processo de forma quase final (near-net-shape), mas não é um método de fabricação de etapa final.
O molde flexível não oferece a alta precisão dimensional de uma matriz de aço rígida. As peças verdes resultantes quase sempre exigem processamento secundário, como usinagem ou sinterização, para atender às especificações de tolerância final.
Tempo de Ciclo e Produtividade
O processo de carregamento do molde, colocação no vaso de pressão, pressurização, despressurização e descarregamento é inerentemente mais lento do que os tempos de ciclo rápidos das prensas uniaxiais automatizadas.
Por essa razão, o CIP é tipicamente reservado para aplicações onde a qualidade da peça e a densidade uniforme são mais críticas do que a velocidade de produção em massa.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do método correto de compactação de pó depende inteiramente dos requisitos do seu componente final.
- Se o seu foco principal é criar formas grandes ou complexas com alta confiabilidade: O CIP é a escolha superior para produzir pré-formas com a densidade uniforme necessária para prevenir defeitos durante a sinterização.
- Se o seu foco principal é a produção de alto volume de formas simples e menores: A prensagem uniaxial tradicional é frequentemente mais rápida, menos complexa e mais econômica.
- Se o seu foco principal é alcançar a densidade final máxima em uma única etapa: Você pode precisar investigar a Prensagem Isostática a Quente (HIP), que combina alta pressão com temperaturas elevadas.
Ao aproveitar a pressão fluida omnidirecional, a Prensagem Isostática a Frio oferece uma solução única para criar componentes de alta qualidade a partir de materiais em pó.
Tabela Resumo:
| Aspecto | Prensagem Isostática a Frio (CIP) | Prensagem Uniaxial Tradicional |
|---|---|---|
| Uniformidade da Densidade | Alta - Uniforme em todas as direções | Baixa - Existem gradientes de densidade |
| Formas Adequadas | Formas complexas, grandes ou irregulares | Formas simples e menores |
| Velocidade de Produção | Tempos de ciclo mais lentos | Produção mais rápida e de alto volume |
| Tolerâncias Finais | Forma quase final (near-net-shape), requer usinagem secundária | Maior precisão dimensional |
| Principal Vantagem | Elimina defeitos internos e pontos fracos | Custo-benefício para produção em massa |
Precisa produzir componentes de alto desempenho com densidade uniforme?
Na KINTEK, somos especializados no fornecimento de equipamentos de laboratório avançados e consumíveis, incluindo soluções de Prensagem Isostática a Frio, para ajudá-lo a criar peças confiáveis e sem defeitos a partir de cerâmicas avançadas, metais e carbonetos. Nossa experiência garante que seus materiais atinjam a densidade consistente necessária para um desempenho superior em aplicações exigentes.
Entre em contato conosco hoje para discutir como nossa tecnologia CIP pode aprimorar seu processo de fabricação e entregar a qualidade que seu laboratório exige.
Entre em contato com nossos especialistas agora!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
As pessoas também perguntam
- O que é o processo isostático a frio? Alcançar Densidade Uniforme em Peças Complexas de Pós
- Qual é a função específica de uma prensa isostática a frio no processo de sinterização de LiFePO4? Maximize a Densidade da Bateria
- Quais vantagens uma Prensa Isostática a Frio (CIP) oferece para baterias de estado sólido? Densidade e Uniformidade Superiores
- Que papel desempenha a prensagem isostática a frio na formação de barras de alimentação para o crescimento de monocristais? Garanta Estabilidade.
- O que é pressão isostática a frio? Obtenha Densidade Uniforme para Peças de Pó Complexas












