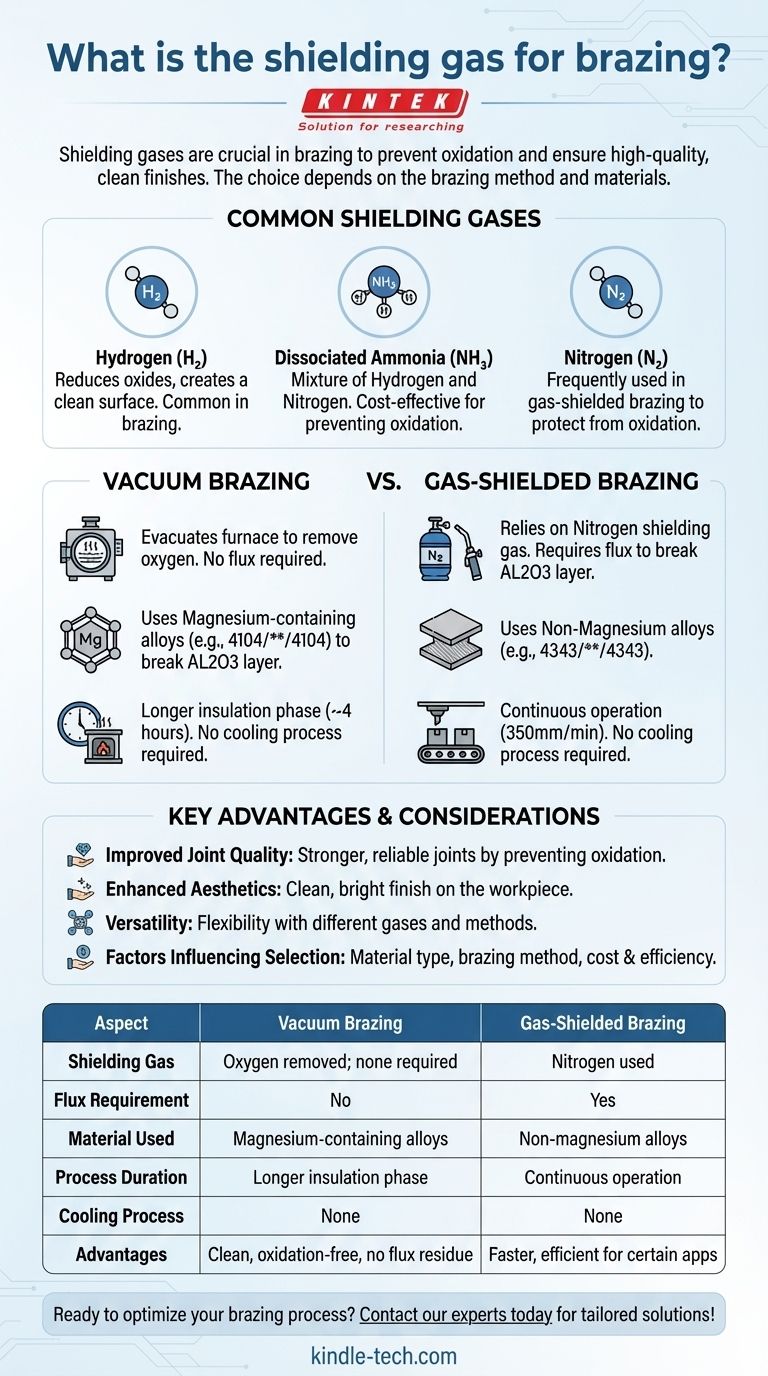
Gases de proteção desempenham um papel crítico nos processos de brasagem, prevenindo a oxidação e garantindo um acabamento limpo e de alta qualidade. A escolha do gás de proteção depende do método de brasagem e dos materiais envolvidos. Gases de proteção comuns incluem hidrogênio, amônia dissociada e nitrogênio. Na brasagem a vácuo, o oxigênio é completamente removido, enquanto a brasagem com gás de proteção depende de nitrogênio e fluxo para alcançar resultados semelhantes. A seleção de materiais, como ligas contendo magnésio para brasagem a vácuo ou ligas dependentes de fluxo para brasagem com gás de proteção, influencia ainda mais a eficácia do gás de proteção. Compreender esses fatores é essencial para otimizar os resultados da brasagem.

Pontos Chave Explicados:
-
Finalidade dos Gases de Proteção na Brasagem
- Gases de proteção são usados para criar uma atmosfera inerte que previne a oxidação, formação de carepa e acúmulo de carbono (fuligem) durante a brasagem.
- Eles garantem um acabamento limpo e brilhante na peça de trabalho, o que é crítico para alcançar juntas brasadas de alta qualidade.
-
Gases de Proteção Comuns
- Hidrogênio: Frequentemente usado na brasagem devido à sua capacidade de reduzir óxidos e criar uma superfície limpa.
- Amônia Dissociada: Uma mistura de hidrogênio e nitrogênio, comumente usada por sua relação custo-benefício e capacidade de prevenir a oxidação.
- Nitrogênio: Frequentemente usado na brasagem com gás de proteção para proteger a peça de trabalho da oxidação.
-
Brasagem a Vácuo vs. Brasagem com Gás de Proteção
-
Brasagem a Vácuo:
- Envolve a evacuação do forno para remover oxigênio e outros gases reativos.
- Não requer fluxo, pois o ambiente de vácuo elimina o risco de oxidação.
- Usa materiais como o composto duplo 4104/****/4104, que contém 1,5% de magnésio para romper a camada de AL203 na superfície da peça de trabalho.
-
Brasagem com Gás de Proteção:
- Depende de nitrogênio como gás de proteção para proteger a peça de trabalho.
- Requer a aplicação de fluxo para romper a camada de AL203, pois os materiais usados (por exemplo, composto duplo 4343/****/4343) não contêm magnésio.
-
Brasagem a Vácuo:
-
Considerações de Materiais
- Ligas Contendo Magnésio (por exemplo, 4104/****/4104): Usado na brasagem a vácuo, o magnésio ajuda a romper a camada de AL203, garantindo uma ligação adequada.
- Ligas Sem Magnésio (por exemplo, 4343/****/4343): Usados na brasagem com gás de proteção, esses materiais dependem de fluxo para alcançar o mesmo efeito.
-
Diferenças de Processo
-
Brasagem a Vácuo:
- Envolve uma fase de isolamento mais longa (cerca de 4 horas por forno) para garantir uma distribuição uniforme de temperatura.
- Nenhum processo de resfriamento é necessário após a brasagem.
-
Brasagem com Gás de Proteção:
- Opera continuamente a uma velocidade de 350mm/min.
- Não requer vácuo ou processo de resfriamento, tornando-o mais rápido e eficiente para certas aplicações.
-
Brasagem a Vácuo:
-
Vantagens dos Gases de Proteção
- Qualidade da Junta Aprimorada: Gases de proteção previnem a oxidação, levando a juntas brasadas mais fortes e confiáveis.
- Estética Aprimorada: O uso de gases inertes resulta em um acabamento limpo e brilhante na peça de trabalho.
- Versatilidade: Diferentes gases e métodos (vácuo vs. gás de proteção) permitem flexibilidade para abordar vários desafios de brasagem.
-
Fatores que Influenciam a Seleção do Gás
- Tipo de Material: A escolha do gás de proteção depende da liga a ser brasada e de seus requisitos específicos (por exemplo, teor de magnésio).
- Método de Brasagem: A brasagem a vácuo e a brasagem com gás de proteção têm requisitos de gás distintos.
- Custo e Eficiência: A amônia dissociada é frequentemente escolhida por sua relação custo-benefício, enquanto o nitrogênio é preferido por sua disponibilidade e facilidade de uso na brasagem com gás de proteção.
Ao compreender o papel dos gases de proteção e sua aplicação em diferentes processos de brasagem, os fabricantes podem otimizar suas operações para alcançar resultados superiores. A escolha do gás, material e método deve estar alinhada com os requisitos específicos da peça de trabalho e o resultado desejado.
Tabela Resumo:
| Aspecto | Brasagem a Vácuo | Brasagem com Gás de Proteção |
|---|---|---|
| Gás de Proteção | Oxigênio removido completamente; nenhum gás de proteção necessário | Nitrogênio usado como gás de proteção |
| Requisito de Fluxo | Nenhum fluxo necessário | Fluxo necessário para romper a camada de AL203 |
| Material Usado | Ligas contendo magnésio (por exemplo, 4104/****/4104) | Ligas sem magnésio (por exemplo, 4343/****/4343) |
| Duração do Processo | Fase de isolamento mais longa (~4 horas por forno) | Operação contínua a 350mm/min |
| Processo de Resfriamento | Nenhum resfriamento necessário | Nenhum resfriamento necessário |
| Vantagens | Juntas limpas e sem oxidação; sem resíduo de fluxo | Mais rápido e eficiente para certas aplicações |
Pronto para otimizar seu processo de brasagem? Entre em contato com nossos especialistas hoje para soluções personalizadas!
Guia Visual
Produtos relacionados
As pessoas também perguntam
- Como funciona o tratamento térmico a vácuo? Alcance Propriedades Superiores do Material em um Ambiente Imaculado
- Como funciona um forno de brasagem a vácuo? Obtenha uma união de metal superior e sem fluxo
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- Como se brasa um forno? Um Guia para a União de Metais de Alto Volume e Precisão
- O que é um forno de tratamento térmico a vácuo? O Guia Definitivo para Processamento em Atmosfera Controlada
