Na fabricação, você não "molda um molde"; em vez disso, você usa um molde para dar forma a um material. O processo sobre o qual você provavelmente está perguntando é a moldagem por sopro, um método comum para criar objetos plásticos ocos. Envolve derreter o plástico em uma forma semelhante a um tubo chamada pré-forma, prendê-la dentro de um molde personalizado e, em seguida, inflá-la com ar comprimido até que ela assuma a forma do molde.
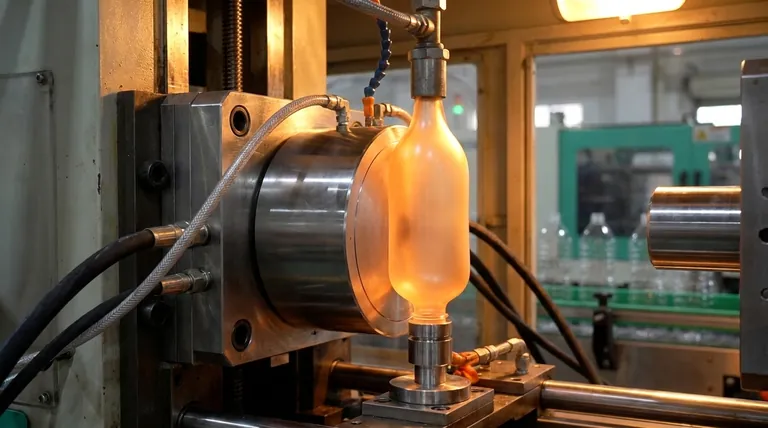
O conceito central da moldagem por sopro é simples, mas poderoso: ele usa pressão de ar para moldar um tubo de plástico quente e macio contra o interior de uma cavidade, muito parecido com encher um balão dentro de uma garrafa. Isso o torna um método excepcionalmente eficiente para fabricar itens ocos, como garrafas e recipientes.
O Princípio Central da Moldagem por Sopro
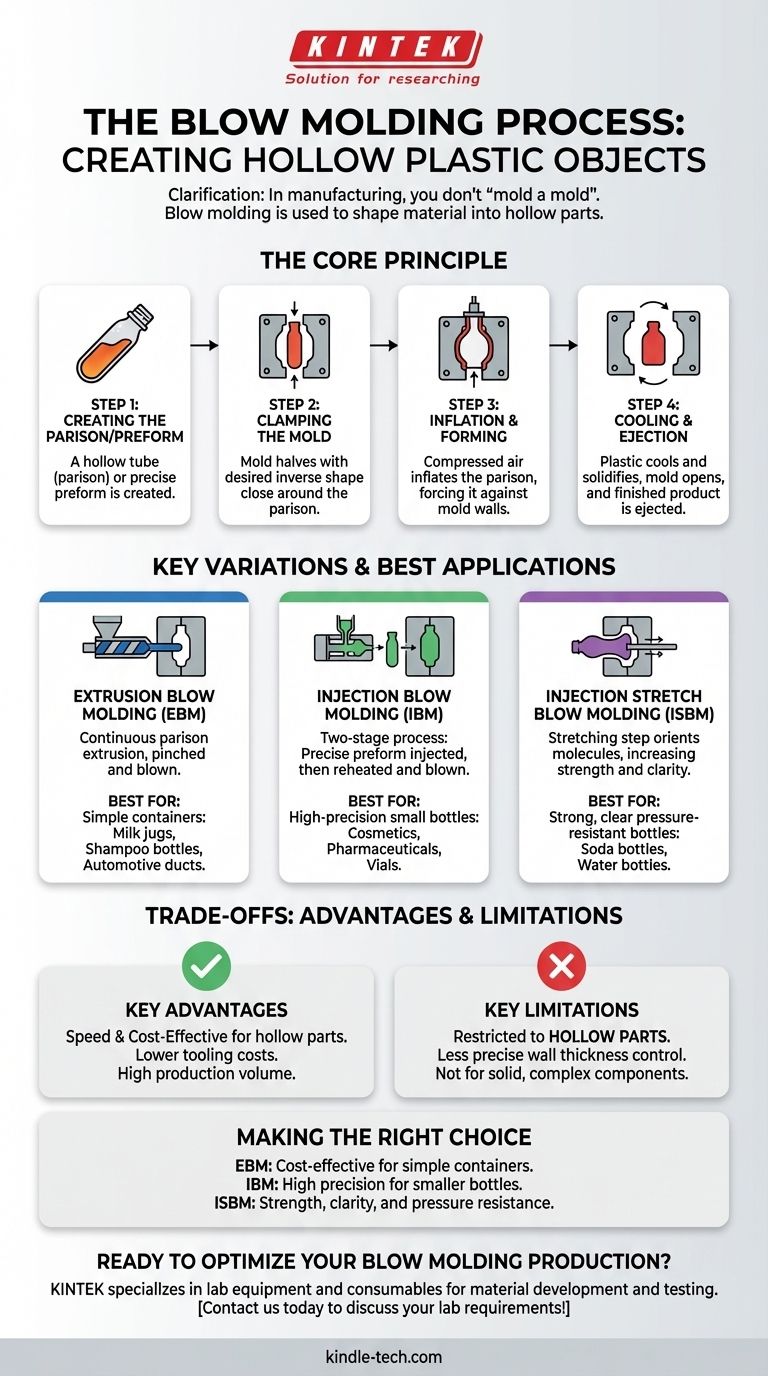
A moldagem por sopro é um processo de várias etapas, mas a física fundamental permanece consistente em suas variações. O objetivo é sempre transformar um simples tubo de plástico em um produto acabado e oco.
Etapa 1: Criação do Parison ou Pré-forma
O processo começa com um parison, que é um tubo oco de plástico derretido. Em alguns métodos, isso é criado como uma pré-forma de formato mais preciso que já inclui recursos acabados, como as roscas em uma tampa de garrafa.
Etapa 2: Fechamento do Molde
Em seguida, as duas metades de um molde de metal se fecham ao redor do parison. O molde contém uma cavidade que é a imagem exata inversa da forma final desejada.
Etapa 3: Insuflação e Formação
Com o parison selado dentro do molde, ar comprimido é injetado nele. Essa pressão de ar interna força o plástico macio e flexível para fora, empurrando-o contra as paredes frias da cavidade do molde até que ele se ajuste a cada detalhe.
Etapa 4: Resfriamento e Ejeção
O plástico entra em contato com o molde resfriado e se solidifica rapidamente, travando em sua nova forma. Assim que a peça está rígida o suficiente, o molde se abre e o produto acabado é ejetado.
Principais Variações do Processo de Moldagem por Sopro
Embora o princípio central seja o mesmo, existem três métodos principais de moldagem por sopro, cada um adequado para diferentes aplicações e requisitos de produção.
Moldagem por Sopro por Extrusão (EBM)
Este é o método mais simples e comum. Um parison é continuamente extrudado para baixo a partir de uma matriz, muito parecido com espremer pasta de dente de um tubo. O molde se fecha em torno de uma seção desse tubo, o aperta e, em seguida, o infla. O EBM é ideal para recipientes como galões de leite, garrafas de xampu e dutos automotivos.
Moldagem por Sopro por Injeção (IBM)
O IBM é um processo de dois estágios que oferece maior precisão. Primeiro, uma pré-forma é criada usando moldagem por injeção, o que permite recursos extremamente precisos e detalhados, como gargalos e roscas de garrafas. Essa pré-forma é então transferida para uma segunda estação de "molde de sopro", onde é aquecida e inflada. Este método é preferido para itens menores e de alto volume, como garrafas farmacêuticas e cosméticas.
Moldagem por Sopro e Estiramento por Injeção (ISBM)
O ISBM baseia-se no processo IBM ao adicionar uma etapa crucial: o estiramento. Depois que a pré-forma é reaquecida, ela é esticada no sentido do comprimento com uma haste central e simultaneamente inflada com ar. Esse estiramento orienta as moléculas de polímero, aumentando significativamente a resistência, a clareza e as propriedades de barreira de gás da peça. Este é o processo padrão para fabricar garrafas de bebidas gaseificadas a partir de plástico PET.
Entendendo as Compensações
A moldagem por sopro é uma técnica altamente eficaz, mas é essencial entender seus pontos fortes e fracos específicos em comparação com outros processos de fabricação.
Vantagens Principais
Os principais benefícios da moldagem por sopro são sua velocidade e custo-benefício para peças ocas. Os custos de ferramental são geralmente mais baixos do que para processos de peças sólidas, como a moldagem por injeção, e os tempos de ciclo podem ser muito rápidos, possibilitando volumes de produção massivos.
Limitações Principais
A limitação mais óbvia é que a moldagem por sopro está restrita à produção de peças ocas. Ela também oferece um controle menos preciso sobre a espessura da parede em comparação com um processo como a moldagem rotacional. Não é uma escolha adequada para criar componentes geométricos sólidos e complexos.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do método correto de moldagem por sopro depende inteiramente dos requisitos do seu produto final.
- Se o seu foco principal for a produção econômica de recipientes simples: A Moldagem por Sopro por Extrusão (EBM) é a escolha mais direta e econômica para itens como galões e tanques.
- Se o seu foco principal for alta precisão e acabamento para garrafas menores: A Moldagem por Sopro por Injeção (IBM) oferece controle superior sobre os detalhes do gargalo e da rosca, essencial para cosméticos ou produtos farmacêuticos.
- Se o seu foco principal for resistência, clareza e resistência à pressão: A Moldagem por Sopro e Estiramento por Injeção (ISBM) é o método necessário para criar recipientes duráveis e transparentes, como garrafas de refrigerante.
Em última análise, a moldagem por sopro é um pilar da fabricação moderna, possibilitando a produção eficiente de inúmeros bens plásticos ocos do dia a dia.
Tabela de Resumo:
| Método de Moldagem por Sopro | Melhor Para | Característica Principal |
|---|---|---|
| Moldagem por Sopro por Extrusão (EBM) | Recipientes simples (galões de leite, garrafas de xampu) | Extrusão de parison contínua e econômica |
| Moldagem por Sopro por Injeção (IBM) | Garrafas pequenas de alta precisão (cosméticos, produtos farmacêuticos) | Detalhes precisos de gargalo e rosca a partir de uma pré-forma |
| Moldagem por Sopro e Estiramento por Injeção (ISBM) | Garrafas fortes, transparentes e resistentes à pressão (garrafas de refrigerante) | Etapa de estiramento aumenta a resistência e a clareza |
Pronto para fabricar suas peças plásticas ocas com precisão e eficiência? A KINTEK é especializada em fornecer os equipamentos de laboratório e consumíveis essenciais para desenvolver e testar materiais para processos de moldagem por sopro. Se você está otimizando o design da pré-forma ou garantindo a qualidade do material, nossas soluções apoiam seus objetivos de produção. Entre em contato conosco hoje para discutir como podemos equipar seu laboratório para o sucesso!
Guia Visual
Produtos relacionados
- Pequena Máquina de Moldagem por Injeção para Uso em Laboratório
- Molde de Prensa de Bolas para Laboratório
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
- Molde de Prensa de Calor Especial para Uso em Laboratório
- Prensa de Aquecimento de Placa Dupla para Laboratório
As pessoas também perguntam
- O que se pode fazer com uma máquina de moldagem por injeção? Produzir em massa peças plásticas de alta qualidade de forma eficiente
- Quais são as vantagens e desvantagens da máquina de moldagem por injeção? Maximizando a Eficiência para a Produção em Massa
- Qual é a capacidade de injeção de uma máquina de moldagem por injeção? Otimize o Tamanho do Seu Tiro para Peças Impecáveis
- Quais são os dois tipos comuns de processos de moldagem por injeção? Termoplástico vs. Termofixo Explicado
- Qual é a aplicação da máquina de moldagem por injeção? Potencializando a Produção em Massa de Peças Complexas



















