A resposta curta é que não existe uma única temperatura "ideal" para brasagem. A temperatura ideal é determinada inteiramente pelo metal de adição específico que você está usando. Configurar seu equipamento para uma temperatura genérica sem considerar a liga de adição é o caminho mais comum para uma junta falha.
O princípio central da brasagem é aquecer o conjunto a uma temperatura ligeiramente acima do ponto em que o metal de adição se torna totalmente líquido (sua temperatura de liquidez). Isso garante que o metal de adição flua livremente para a junta por ação capilar, sem danificar os metais de base que estão sendo unidos.
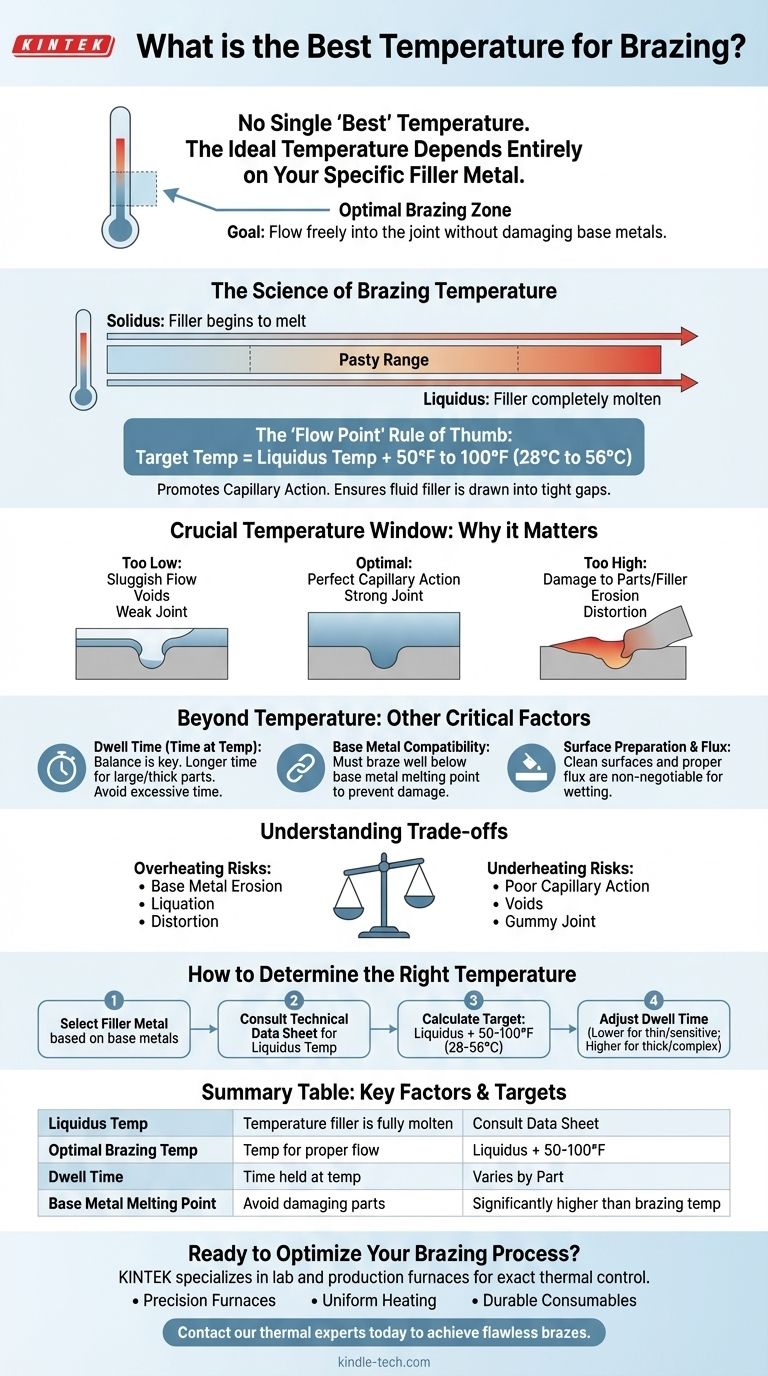
A Ciência da Temperatura de Brasagem
Para obter uma brasagem bem-sucedida, você deve entender as propriedades do metal de adição escolhido. A folha de dados técnicos do fabricante é o seu recurso mais crítico, pois especifica as temperaturas com as quais você deve trabalhar.
Solidus vs. Liquidus: As Temperaturas Críticas
Todo metal de adição de brasagem possui dois pontos de temperatura principais:
- Solidus: A temperatura na qual a liga de adição começa a derreter.
- Liquidus: A temperatura na qual a liga de adição está completamente fundida.
Para algumas ligas, como as ligas eutéticas, as temperaturas solidus e liquidus são as mesmas. Para a maioria, há uma faixa "pastosa" ou "semilíquida" entre as duas.
A Regra Prática do "Ponto de Fluxo"
A temperatura de brasagem correta não é o ponto de fusão, mas uma temperatura acima dele. Isso garante que o metal de adição esteja fluido o suficiente para ser puxado para os espaços estreitos da junta.
Como regra universalmente aceita, a temperatura de brasagem alvo deve ser definida em 50°F a 100°F (28°C a 56°C) acima da temperatura de liquidez do metal de adição.
Por Que Esta Janela de Temperatura é Crucial
Esta janela específica é essencial para promover a ação capilar, a força que puxa o metal de adição fundido para dentro da junta.
Se a temperatura for muito baixa (abaixo desta janela), o metal de adição ficará lento e não fluirá completamente, resultando em vazios e uma junta fraca. Se for muito alta, você corre o risco de danificar as peças ou o próprio metal de adição.
Além da Temperatura: Os Outros Fatores Críticos
Atingir a temperatura correta é necessário, mas não suficiente. Uma brasagem bem-sucedida depende de um equilíbrio de vários parâmetros interconectados.
Tempo de Permanência (Dwell Time): A Segunda Metade da Equação
O equilíbrio entre tempo e temperatura é fundamental. O tempo de permanência (Dwell Time) é a quantidade de tempo que o conjunto é mantido na temperatura de brasagem alvo.
Um tempo de permanência mais longo pode ajudar a garantir que uma peça grande ou espessa seja aquecida uniformemente e permita que o metal de adição penetre totalmente na junta. No entanto, o tempo excessivo na temperatura pode ser tão prejudicial quanto o calor excessivo.
Compatibilidade do Metal de Base
Uma regra fundamental da brasagem é que o processo deve ocorrer bem abaixo do ponto de fusão dos metais de base que você está unindo.
A temperatura de brasagem escolhida não deve distorcer, enfraquecer ou danificar os materiais originais. Esta é a principal razão para escolher a brasagem em vez da soldagem para certas aplicações.
O Papel da Preparação da Superfície e do Fluxo
Mesmo com controle de temperatura perfeito, uma brasagem falhará se as superfícies não estiverem limpas. Óxidos, óleos e sujeira impedem que o metal de adição molhe a superfície e flua para dentro da junta.
A limpeza adequada e o uso correto do fluxo de brasagem (ou uma atmosfera controlada) para evitar a reoxidação durante o aquecimento são pré-requisitos inegociáveis para uma boa junta.
Entendendo as Compensações (Trade-offs)
A escolha dos parâmetros de brasagem sempre envolve o equilíbrio de fatores concorrentes. Entender essas compensações é a marca de um verdadeiro especialista.
O Risco de Superaquecimento
Aquecer o conjunto muito acima da temperatura de liquidez do metal de adição ou por muito tempo pode causar vários problemas:
- Erosão do Metal de Base: O metal de adição fundido pode começar a dissolver o metal de base, enfraquecendo a junta.
- Liquação: Em algumas ligas, os constituintes de ponto de fusão mais baixo podem fluir para fora enquanto outras partes permanecem sólidas, alterando a composição química do metal de adição.
- Distorção: O calor excessivo pode fazer com que peças finas se deformem.
O Problema do Subaquecimento
Não atingir a temperatura de fluxo correta é um erro mais comum e leva a falhas imediatas.
- Ação Capilar Ruim: O metal de adição será muito viscoso para ser puxado para dentro da junta.
- Vazios e Preenchimento Incompleto: A junta terá lacunas, comprometendo severamente sua resistência.
- Uma Junta "Gomosa": O metal de adição pode se aglomerar na entrada da junta sem penetrá-la.
Como Determinar a Temperatura Certa para o Seu Projeto
Siga este processo para garantir que você está usando a temperatura correta sempre. Primeiro, selecione seu metal de adição com base nos metais de base que você está unindo. Em seguida, consulte a folha de dados técnicos desse metal de adição para encontrar sua temperatura de liquidez.
- Se seu foco principal for uma junta padrão e forte: Defina a temperatura do seu processo para ser 50-100°F (28-56°C) acima da temperatura de liquidez especificada do metal de adição.
- Se você estiver trabalhando com materiais finos ou sensíveis ao calor: Procure a extremidade inferior desse intervalo (por exemplo, liquidez + 50°F) e minimize seu tempo de permanência para evitar a distorção da peça.
- Se você estiver brasando peças espessas, dissimilares ou complexas: Você pode precisar usar a extremidade superior do intervalo (por exemplo, liquidez + 100°F) e um tempo de permanência mais longo para garantir que todo o conjunto seja aquecido uniformemente.
Ao passar de pedir um número único para entender os princípios, você ganha controle sobre todo o processo de brasagem.
Tabela de Resumo:
| Fator Chave | Descrição | Intervalo Alvo |
|---|---|---|
| Temperatura de Liquidez | A temperatura na qual o metal de adição está totalmente fundido. | Encontrada na folha de dados técnicos do metal de adição. |
| Temp. Ótima de Brasagem | A temperatura para configurar seu forno para o fluxo adequado. | Liquidez + 50°F a 100°F (28°C a 56°C) |
| Tempo de Permanência | Tempo mantido na temperatura de brasagem. | Varia com base no tamanho e complexidade da peça. |
| Ponto de Fusão do Metal de Base | Crucial para evitar danos às peças que estão sendo unidas. | Deve ser significativamente maior que a temperatura de brasagem. |
Pronto para Otimizar Seu Processo de Brasagem?
Escolher a temperatura certa é apenas o começo. A brasagem consistente e de alta qualidade requer equipamentos confiáveis e precisos. A KINTEK é especializada em fornos de laboratório e produção projetados para controle térmico exato, garantindo que suas operações de brasagem sejam repetíveis e bem-sucedidas.
Nós fornecemos as ferramentas para a perfeição:
- Fornos de Precisão: Atingem e mantêm as temperaturas exatas que seus metais de adição exigem.
- Aquecimento Uniforme: Elimina pontos frios que levam a juntas fracas.
- Consumíveis Duráveis: Fixações e isolamento de alta qualidade para proteger seu investimento.
Pare de adivinhar e comece a obter brasagens impecáveis. Entre em contato com nossos especialistas em térmica hoje mesmo para encontrar a solução de forno perfeita para suas necessidades de laboratório ou produção.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Mufla de Alta Temperatura para Desgaseificação e Pré-Sinterização de Laboratório
- Forno de Grafitação a Vácuo de Ultra-Alta Temperatura de Grafite
- Forno de Tratamento Térmico a Vácuo e Sinterização por Pressão para Aplicações de Alta Temperatura
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
As pessoas também perguntam
- A brasagem pode ser usada para metais ferrosos? Sim, e eis como garantir uma junta forte.
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores
- Como funciona o tratamento térmico a vácuo? Alcance Propriedades Superiores do Material em um Ambiente Imaculado
- O que é um forno de tratamento térmico a vácuo? O Guia Definitivo para Processamento em Atmosfera Controlada



















