Em resumo, superaquecer uma junta de brasagem antes de adicionar o metal de adição é um dos erros mais comuns e críticos no processo. Isso fará com que o fluxo protetor queime e falhe, o metal base oxide e, por fim, impedirá que o metal de adição flua para a junta, resultando em uma união fraca ou completamente falha.
O superaquecimento transforma a junta de uma superfície limpa e quimicamente ativa pronta para a união em uma barreira contaminada e inerte. O princípio central da brasagem depende da atração do metal de adição para uma junta por ação capilar, e o superaquecimento destrói as próprias condições que tornam isso possível.

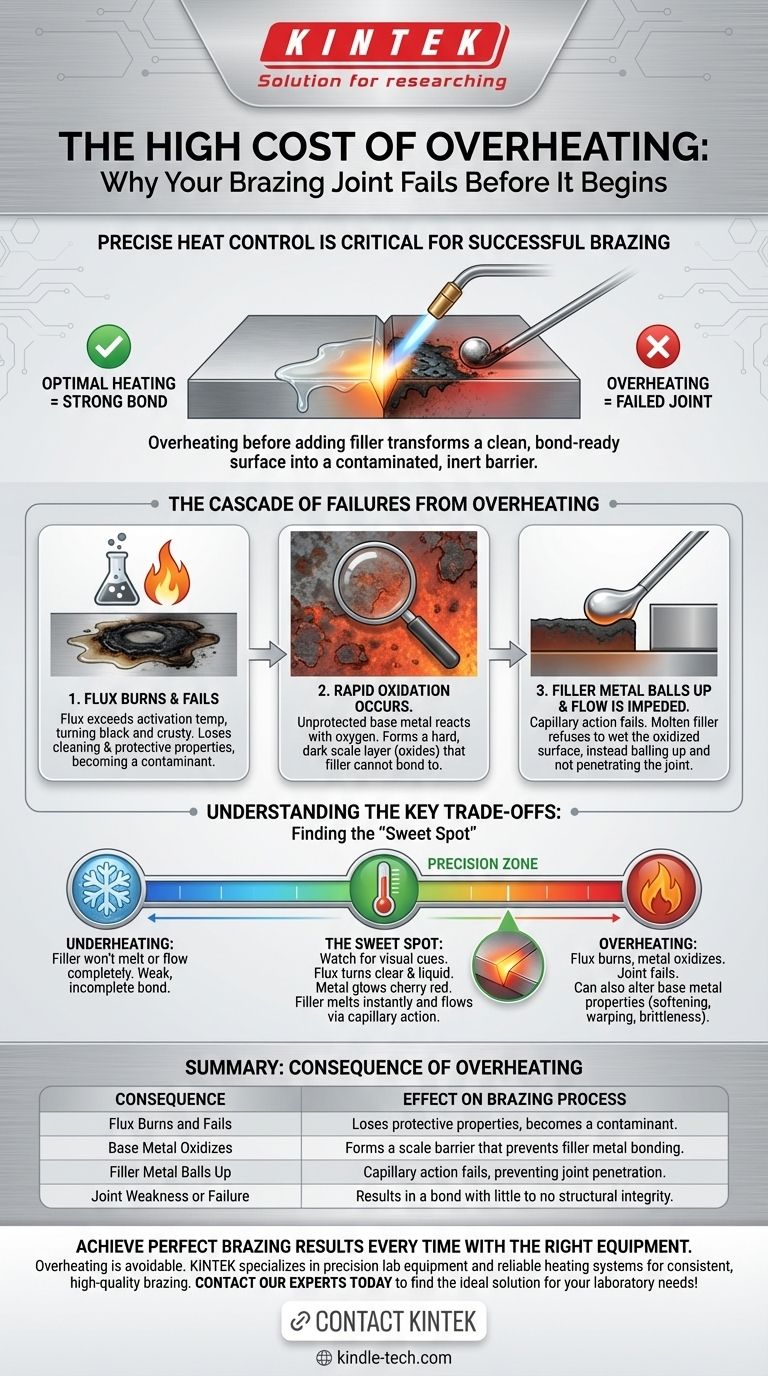
A Cascata de Falhas Causadas pelo Superaquecimento
Quando você aplica muito calor muito cedo, uma série de falhas previsíveis ocorre. Cada problema agrava o próximo, tornando uma brasagem bem-sucedida quase impossível.
Falha 1: O Fluxo Queima e Torna-se Ineficaz
O fluxo é um composto químico com uma faixa de temperatura de ativação específica. Sua função é limpar o metal e protegê-lo do oxigênio durante o aquecimento.
Quando você superaquece a junta, você excede essa faixa. O fluxo "queima" – ele ficará preto ou incrustado, perdendo completamente suas propriedades protetoras e de limpeza. Um fluxo queimado é pior do que nenhum fluxo, pois ele próprio se torna um contaminante.
Falha 2: Rápida Oxidação do Metal Base
Uma vez que o fluxo falhou, o metal base agora desprotegido e em brasa é exposto ao oxigênio do ar. Isso causa a rápida formação de uma camada dura e escura de óxidos, frequentemente chamada de carepa.
O metal de adição de brasagem não pode se unir a óxidos. O processo, conhecido como molhagem, exige que o enchimento flua sobre e se ligue metalurgicamente a uma superfície de metal pura e limpa. A camada de óxido atua como uma barreira, impedindo que essa ligação se forme.
Falha 3: Fluxo de Metal de Adição e Ação Capilar Impedidos
Quando você finalmente introduz a vareta de adição na junta superaquecida e oxidada, ela não fluirá suavemente. Em vez disso, o metal de adição provavelmente se aglomerará na superfície e se recusará a ser puxado para a fenda.
Esta é uma falha da ação capilar, a força primária que puxa o metal de adição fundido para uma junta bem ajustada. A ação capilar só funciona em uma superfície limpa e molhada. Com o fluxo queimado e uma camada de carepa no caminho, o percurso é bloqueado.
Compreendendo as Principais Compensações
O objetivo não é apenas evitar o superaquecimento; é atingir a temperatura precisa exigida para a liga de adição específica que você está usando. Tanto o calor insuficiente quanto o excessivo resultarão em uma junta falha.
O Perigo do Subaquecimento
Por outro lado, se o metal base não estiver quente o suficiente, o metal de adição não derreterá adequadamente ou não fluirá completamente. Ele pode solidificar antes de penetrar toda a profundidade da junta, criando uma união fraca que parece aceitável por fora, mas não tem resistência interna.
Encontrando o "Ponto Ideal": Lendo as Pistas Visuais
A chave é aquecer o metal base, não a vareta de adição. Observe o fluxo para o seu sinal. À medida que o metal base atinge a temperatura correta de brasagem, o fluxo ficará claro, aquoso e totalmente líquido. Este é o momento de tocar suavemente a vareta de adição na junta.
Se a junta estiver na temperatura certa, o metal de adição derreterá instantaneamente e será puxado para a junta por ação capilar, deslocando o fluxo líquido. A cor do metal aquecido (muitas vezes um vermelho cereja opaco a brilhante, dependendo da liga) é outro indicador crucial.
O Impacto nas Propriedades do Metal Base
Para certos materiais, especialmente aços tratados termicamente, algumas ligas de alumínio e ligas de cobre endurecidas, o superaquecimento pode ter consequências além de uma junta falha. O calor excessivo pode alterar permanentemente a microestrutura do metal, fazendo com que ele amoleça (recoza), deforme ou se torne quebradiço.
Fazendo a Escolha Certa para o Seu Objetivo
Sua estratégia de aquecimento deve ser sempre deliberada e focada nas necessidades específicas da junta e dos materiais.
- Se seu foco principal é uma junta forte e totalmente penetrada: Aqueça a área mais ampla dos metais base uniformemente e observe o fluxo. Quando ele ficar claro e líquido, você saberá que o metal está pronto para aceitar o metal de adição.
- Se seu foco principal é evitar vazamentos em uma conexão de tubo: Concentre-se em aquecer toda a circunferência da parte mais pesada/espessa da conexão primeiro, permitindo que o calor seja conduzido para o tubo interno. Isso garante que toda a junta atinja a temperatura simultaneamente para uma ação capilar uniforme.
- Se seu foco principal é preservar a integridade do metal base: Use lápis indicadores de temperatura e seja disciplinado com sua entrada de calor. Aprenda as pistas visuais específicas para o seu metal para evitar exceder sua temperatura crítica.
Em última análise, a brasagem bem-sucedida é uma habilidade de observação precisa e controle de calor, não uma aplicação de força bruta.
Tabela Resumo:
| Consequência do Superaquecimento | Efeito no Processo de Brasagem |
|---|---|
| O Fluxo Queima e Falha | Perde propriedades protetoras, torna-se um contaminante |
| O Metal Base Oxida | Forma uma barreira de carepa que impede a união do metal de adição |
| O Metal de Adição se Aglomera | A ação capilar falha, impedindo a penetração da junta |
| Fraqueza ou Falha da Junta | Resulta em uma união com pouca ou nenhuma integridade estrutural |
Obtenha resultados de brasagem perfeitos sempre com o equipamento certo. O superaquecimento é um erro comum, mas evitável. A KINTEK é especializada em equipamentos e consumíveis de laboratório de precisão, incluindo sistemas de aquecimento confiáveis e ferramentas de controle de temperatura projetadas para brasagem consistente e de alta qualidade. Deixe-nos ajudá-lo a aumentar a eficiência do seu processo e a confiabilidade da junta. Entre em contato com nossos especialistas hoje para encontrar a solução ideal para as necessidades do seu laboratório!
Guia Visual