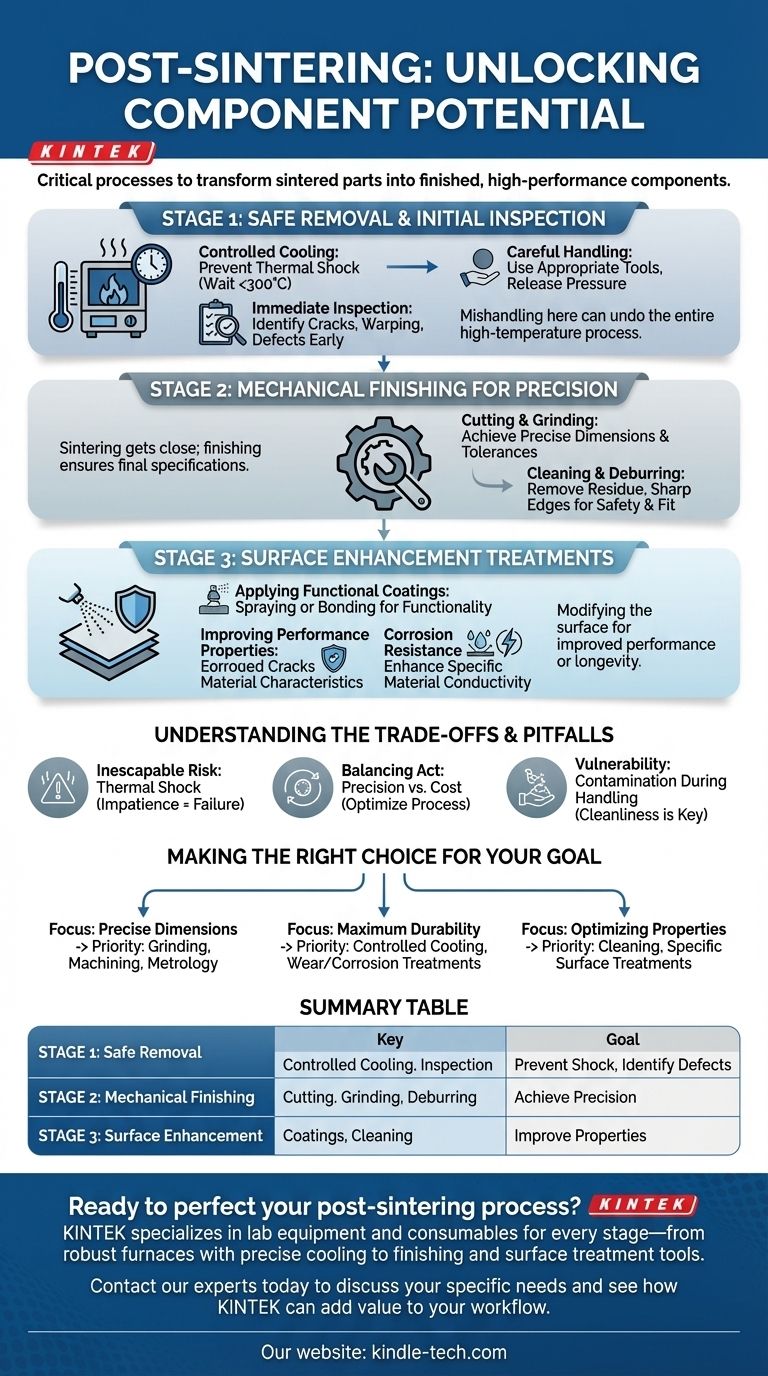
Imediatamente após a conclusão da sinterização, os processos essenciais envolvem um período de resfriamento controlado para evitar choque térmico, seguido pela remoção segura do componente. As etapas subsequentes concentram-se no acabamento mecânico — como corte ou retificação — e na aplicação de tratamentos de superfície específicos para melhorar propriedades como resistência à corrosão ou condutividade.
O trabalho não termina quando o forno desliga. A pós-sinterização é um processo crítico e multifásico que transforma uma peça sinterizada bruta em um componente acabado, garantindo sua integridade estrutural, refinando suas dimensões e aprimorando suas propriedades de superfície para a aplicação final.

Etapa 1: Remoção Segura e Inspeção Inicial
Os momentos imediatamente após o ciclo de sinterização são críticos para a integridade estrutural da peça. O manuseio inadequado nesta fase pode anular todo o processo de alta temperatura.
O Resfriamento Controlado é Inegociável
O primeiro e mais importante passo é permitir que o componente esfrie gradualmente dentro do forno.
Abrir a porta do forno enquanto a temperatura interna ainda está muito alta introduz ar frio, criando uma mudança rápida de temperatura. Este choque térmico pode facilmente causar rachaduras na peça cerâmica ou metálica, tornando-a inútil.
Como regra, espere até que a temperatura do forno caia abaixo de 300°C antes de abrir a porta para remoção.
Manuseio e Recuperação Cuidadosos
Uma vez resfriada, a peça pode ser recuperada com segurança. Se o processo envolveu pressão, como na prensagem a quente, certifique-se de que toda a pressão seja totalmente liberada antes de tentar abrir a câmara.
Manuseie a peça recém-sinterizada com cuidado, pois ela ainda pode ser frágil dependendo do material. Use ferramentas apropriadas para removê-la do forno ou da prensa.
Inspeção Visual Imediata
Realize uma inspeção preliminar da peça. Procure por defeitos óbvios como rachaduras, empenamento ou irregularidades significativas que possam ter ocorrido durante a sinterização ou o resfriamento.
Esta verificação inicial ajuda a identificar peças defeituosas precocemente, economizando tempo e recursos nas etapas de acabamento subsequentes.
Etapa 2: Acabamento Mecânico para Precisão
A sinterização geralmente resulta em peças que estão próximas, mas não exatamente, das dimensões finais exigidas devido à retração. O acabamento mecânico é como você atinge as especificações finais.
Corte e Retificação
A maioria dos componentes sinterizados requer alguma forma de usinagem para atender a tolerâncias dimensionais apertadas.
O corte é usado para separar peças ou remover estruturas de suporte, enquanto a retificação é usada para obter um acabamento de superfície preciso e dimensões exatas.
Limpeza e Rebarbação
Após a usinagem, as peças devem ser cuidadosamente limpas para remover quaisquer óleos residuais, fluidos de corte ou detritos do processo de retificação.
Esta etapa também pode envolver a rebarbação para remover quaisquer arestas vivas ou pequenas imperfeições deixadas pela usinagem, garantindo que a peça seja segura para manusear e se encaixe corretamente em uma montagem.
Etapa 3: Tratamentos de Aprimoramento de Superfície
Para muitas aplicações, a superfície da peça sinterizada deve ser modificada para melhorar seu desempenho ou longevidade.
Aplicação de Revestimentos Funcionais
Os tratamentos de superfície geralmente envolvem a aplicação de um revestimento por meio de processos como pulverização ou ligação. Esses revestimentos não são meramente cosméticos; eles adicionam funcionalidade crítica.
Melhoria das Propriedades de Desempenho
O objetivo principal desses tratamentos é aprimorar propriedades específicas do material.
Objetivos comuns incluem a melhoria da resistência à corrosão para peças expostas a ambientes agressivos ou o aumento da condutividade elétrica para componentes eletrônicos.
Compreendendo as Trocas e Armadilhas
Cada etapa da pós-sinterização acarreta seu próprio conjunto de riscos e considerações que podem impactar a qualidade final do componente.
O Risco Inevitável de Choque Térmico
A maior armadilha imediatamente após a sinterização é a impaciência. Abrir o forno muito cedo para economizar tempo é a causa mais comum de rachaduras e falhas de componentes. Este risco não pode ser subestimado.
Equilibrando Precisão e Custo
Embora a usinagem pós-sinterização seja necessária para a precisão, ela também adiciona tempo e custo significativos ao processo de fabricação. O objetivo é otimizar o processo de sinterização para minimizar a quantidade de material que precisa ser removida posteriormente.
Contaminação Durante o Manuseio
O componente é vulnerável à contaminação depois de sair do forno. Óleos, sujeira ou até mesmo impressões digitais podem interferir na adesão e no desempenho dos tratamentos de superfície subsequentes. O manuseio limpo é essencial.
Fazendo a Escolha Certa para o Seu Objetivo
As etapas específicas de pós-sinterização que você prioriza dependerão inteiramente da aplicação pretendida do componente final.
- Se o seu foco principal é alcançar dimensões precisas: Seu caminho crítico envolve retificação meticulosa, usinagem e metrologia para atender a tolerâncias apertadas.
- Se o seu foco principal é garantir a máxima durabilidade: Enfatize o resfriamento controlado para evitar micro-rachaduras e selecione tratamentos de superfície projetados para resistência ao desgaste e à corrosão.
- Se o seu foco principal é otimizar as propriedades funcionais: Sua prioridade serão as etapas de limpeza e tratamento de superfície que aprimoram características específicas como condutividade ou biocompatibilidade.
Em última análise, o processamento pós-sinterização é o que concretiza todo o potencial de engenharia de um componente sinterizado.
Tabela Resumo:
| Etapa | Processos Chave | Objetivo Principal |
|---|---|---|
| Etapa 1: Remoção Segura | Resfriamento Controlado, Inspeção Inicial | Prevenir choque térmico, identificar defeitos |
| Etapa 2: Acabamento Mecânico | Corte, Retificação, Rebarbação | Alcançar dimensões e tolerâncias precisas |
| Etapa 3: Aprimoramento de Superfície | Aplicação de Revestimentos, Limpeza | Melhorar resistência à corrosão, condutividade, etc. |
Pronto para aperfeiçoar seu processo de pós-sinterização?
A KINTEK é especializada em equipamentos de laboratório e consumíveis necessários para cada etapa — desde fornos de sinterização robustos com controles de resfriamento precisos até ferramentas para acabamento e tratamento de superfície. Atendemos laboratórios e fabricantes que exigem componentes confiáveis e de alto desempenho.
Deixe-nos ajudá-lo a garantir integridade estrutural, dimensões precisas e propriedades de superfície aprimoradas para sua aplicação final. Entre em contato com nossos especialistas hoje para discutir suas necessidades específicas e ver como a KINTEK pode agregar valor ao seu fluxo de trabalho.
Guia Visual
Produtos relacionados
- Placa Cerâmica de Carboneto de Silício (SiC) Resistente ao Desgaste Engenharia Cerâmica Avançada Fina
- Forno de Sinterização por Plasma de Faísca Forno SPS
- Forno de Sinterização de Fio de Molibdênio a Vácuo para Tratamento Térmico a Vácuo e Sinterização de Fio de Molibdênio
- Forno com atmosfera controlada de correia de malha
- Eletrodo Eletroquímico de Grafite em Disco, Haste e Chapa
As pessoas também perguntam
- Quais são as propriedades do SiC? Desbloqueie o desempenho de alta temperatura e alta frequência
- Por que o carboneto de silício é mais eficiente? Desbloqueie maior densidade de potência com as propriedades superiores do material SiC
- Quais são os usos comuns do carboneto de silício? Desbloqueie Desempenho Extremo em Ambientes Hostis
- Quais são as aplicações do carboneto de silício? De Abrasivos a Semicondutores de Alta Tecnologia
- Qual é o processo de fabricação do carbeto de silício? De Matérias-Primas a Cerâmicas Avançadas






