Em resumo, a forjadura por prensagem tem uma vantagem distinta sobre a forjadura por martelagem devido à sua aplicação de pressão contínua e controlada. Diferentemente do impacto violento e de alta velocidade de um martelo de queda, uma prensa de forjamento espreme lentamente o metal, permitindo que a força penetre de forma mais profunda e uniforme em toda a peça de trabalho. Isso resulta em uma estrutura de grão interna superior, melhores propriedades mecânicas e a capacidade de formar componentes maiores ou mais complexos com maior precisão.
A diferença fundamental é controle versus velocidade. A forjadura por prensagem é um processo deliberado e controlado, ideal para a integridade da peça e formas complexas, enquanto a forjadura por martelagem é um processo rápido baseado em impacto, otimizado para velocidade de produção e formas mais simples.

A Diferença Fundamental: Compressão vs. Impacto
Para entender as vantagens, você deve primeiro compreender a diferença mecânica central entre os dois processos. Eles não moldam o metal da mesma maneira.
A Compressão Contínua da Forjadura por Prensagem
Uma prensa de forjamento hidráulica aplica uma força contínua e controlada à peça de trabalho. Pense nisso como fechar lentamente e com força um punho em torno de um pedaço de argila.
Este método permite que a deformação ocorra gradualmente, dando tempo à estrutura de grão do material para fluir e se reorientar. A força não é um impacto momentâneo, mas uma pressão sustentada que percorre todo o volume do metal.
O Impacto de Alta Velocidade da Forjadura por Martelagem
A forjadura por martelagem, em contraste, usa a energia cinética de um martelo em queda (ou um martelo motorizado) para atingir a peça de trabalho. Este é um golpe único, maciço e de alta velocidade.
A energia é entregue quase instantaneamente. Embora eficaz para moldar a superfície e as áreas próximas à superfície, o efeito pode não ser tão uniforme ou penetrar tão profundamente quanto a pressão lenta de uma prensa.
Vantagens Chave Impulsionadas pela Pressão Controlada
O princípio "compressão versus impacto" confere à forjadura por prensagem várias vantagens críticas em aplicações específicas.
Deformação Mais Profunda e Uniforme
Como a força é aplicada lentamente, ela penetra totalmente na peça de trabalho. Isso garante uma estrutura de grão consistente e refinada em toda a seção transversal do componente, não apenas perto da superfície.
Isso leva a propriedades mecânicas superiores e mais previsíveis, como resistência e resistência à fadiga, o que é crucial para aplicações de alto desempenho.
Controle de Processo Superior
As prensas hidráulicas oferecem controle quase infinito sobre o processo. O operador pode gerenciar com precisão a velocidade de conformação e a quantidade de força aplicada durante todo o curso.
Essa adaptabilidade é essencial ao trabalhar com ligas sensíveis e de alta resistência (como titânio ou superligas à base de níquel) que podem rachar ou desenvolver propriedades ruins se deformadas muito rapidamente.
Longevidade Aprimorada das Matrizes
As matrizes usadas na forjadura são submetidas a um estresse imenso. Na forjadura por martelagem, o impacto violento repetido cria fadiga térmica e de choque significativas, desgastando as matrizes mais rapidamente.
A forjadura por prensagem aplica força sem o choque de alta velocidade. Esse ciclo de carregamento mais suave reduz significativamente o desgaste da matriz e aumenta sua vida útil operacional, diminuindo os custos de ferramental a longo prazo.
Adequação para Componentes Grandes
O curso grande e a potência sustentada de uma prensa hidráulica a tornam a escolha ideal para produzir forjados muito grandes, como eixos industriais, discos de turbina ou componentes estruturais para aeroespacial. Um martelo simplesmente não consegue entregar energia suficiente em um único golpe para deformar uniformemente um volume tão maciço de metal.
Compreendendo as Compensações
A escolha da forjadura por prensagem não está isenta de considerações. Suas vantagens em qualidade e controle vêm ao custo de outros fatores.
Tempo de Ciclo e Taxa de Produção
A principal compensação é a velocidade. O curso deliberado e controlado de uma prensa é inerentemente mais lento do que a rápida sucessão de golpes de um martelo de queda.
Para a fabricação de alto volume de peças menores e mais simples, onde a velocidade é o principal fator de custo, a forjadura por martelagem é quase sempre a escolha mais econômica.
Custos de Equipamento e Operacionais
Prensas hidráulicas grandes são máquinas maciças, complexas e caras. Seu investimento de capital inicial é tipicamente muito maior do que o de um martelo de forjamento.
Além disso, seu tempo de ciclo mais lento pode levar a custos operacionais mais altos por peça, já que a peça de trabalho passa mais tempo sendo aquecida e manuseada.
Perda de Calor e Formação de Carepa
Como o processo de forjadura por prensagem é mais lento, a peça de trabalho quente permanece em contato com as matrizes mais frias por um período mais longo. Isso pode levar a uma maior perda de calor e à formação de carepa superficial (oxidação).
Embora gerenciável com técnicas modernas, é um fator que deve ser controlado para garantir as dimensões finais e o acabamento superficial corretos.
Fazendo a Escolha Certa para Sua Aplicação
Sua decisão deve ser guiada pelos requisitos finais do componente.
- Se seu foco principal for integridade máxima do material e desempenho: Escolha a forjadura por prensagem por sua capacidade de criar uma estrutura de grão interna uniforme e refinada.
- Se seu foco principal for produção de alto volume e econômica de peças menores: A forjadura por martelagem é provavelmente a melhor escolha devido aos seus tempos de ciclo rápidos.
- Se seu foco principal for a conformação de componentes muito grandes ou o trabalho com ligas sensíveis: O controle e o poder de penetração profunda da forjadura por prensagem são inegociáveis.
Em última análise, a seleção do método de forjamento correto envolve corresponder precisamente as capacidades do processo aos seus objetivos de material e desempenho.
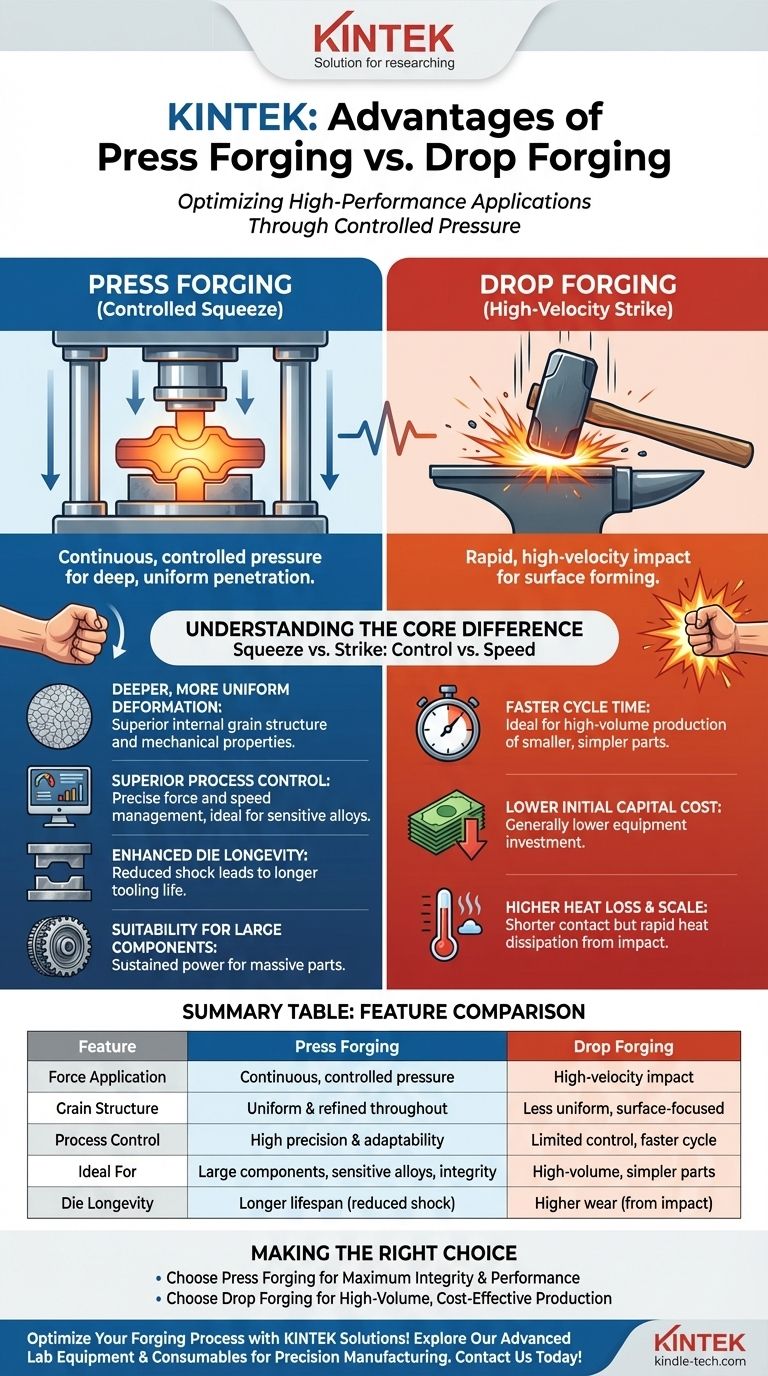
Tabela de Resumo:
| Característica | Forjadura por Prensagem | Forjadura por Martelagem |
|---|---|---|
| Aplicação da Força | Pressão contínua e controlada | Impacto de alta velocidade |
| Estrutura de Grão | Uniforme e refinada por toda parte | Menos uniforme, focada na superfície |
| Controle de Processo | Alta precisão e adaptabilidade | Controle limitado, ciclo mais rápido |
| Ideal Para | Componentes grandes, ligas sensíveis, alta integridade | Alto volume, peças mais simples |
| Longevidade da Matriz | Vida útil mais longa devido ao choque reduzido | Maior desgaste devido ao impacto |
Precisa otimizar seu processo de forjamento para qualidade superior da peça?
Na KINTEK, nos especializamos em fornecer equipamentos de laboratório avançados e consumíveis que suportam fabricação de precisão e teste de materiais. Se você está trabalhando com ligas de alta resistência ou precisa de equipamentos para controle de qualidade na forjadura, nossas soluções são projetadas para aumentar sua eficiência operacional e garantir a integridade do material.
Deixe que nossos especialistas ajudem você a selecionar as ferramentas certas para alcançar deformação mais profunda, melhores propriedades mecânicas e maior vida útil da matriz. Entre em contato conosco hoje para discutir suas necessidades específicas e descobrir como a KINTEK pode apoiar seu sucesso em aplicações de forjamento de alto desempenho.
Guia Visual
Produtos relacionados
- Molde de Prensagem Bidirecional Redondo para Laboratório
- Molde de Prensagem de Anel para Aplicações Laboratoriais
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
- Molde de Prensa Quadrado para Aplicações Laboratoriais
- Molde de Prensa Cilíndrico para Aplicações de Laboratório
As pessoas também perguntam
- Por que são necessários moldes de pressão com paredes internas de resina não condutora para testes de bateria? Garanta a precisão dos dados
- Qual é o processo de moldagem por prensagem? Um Guia Passo a Passo para a Moldagem por Compressão
- O que é o método de molde de pressão? Um Guia para Formas Cerâmicas Consistentes e Detalhadas
- Qual é a função principal da prensagem em molde para pós LAGP? Alcançar eletrólitos sólidos de alto desempenho
- Quais são as vantagens de usar moldes de grafite de prensagem bidirecional na prensagem a quente a vácuo de compósitos de prata e diamante?

















