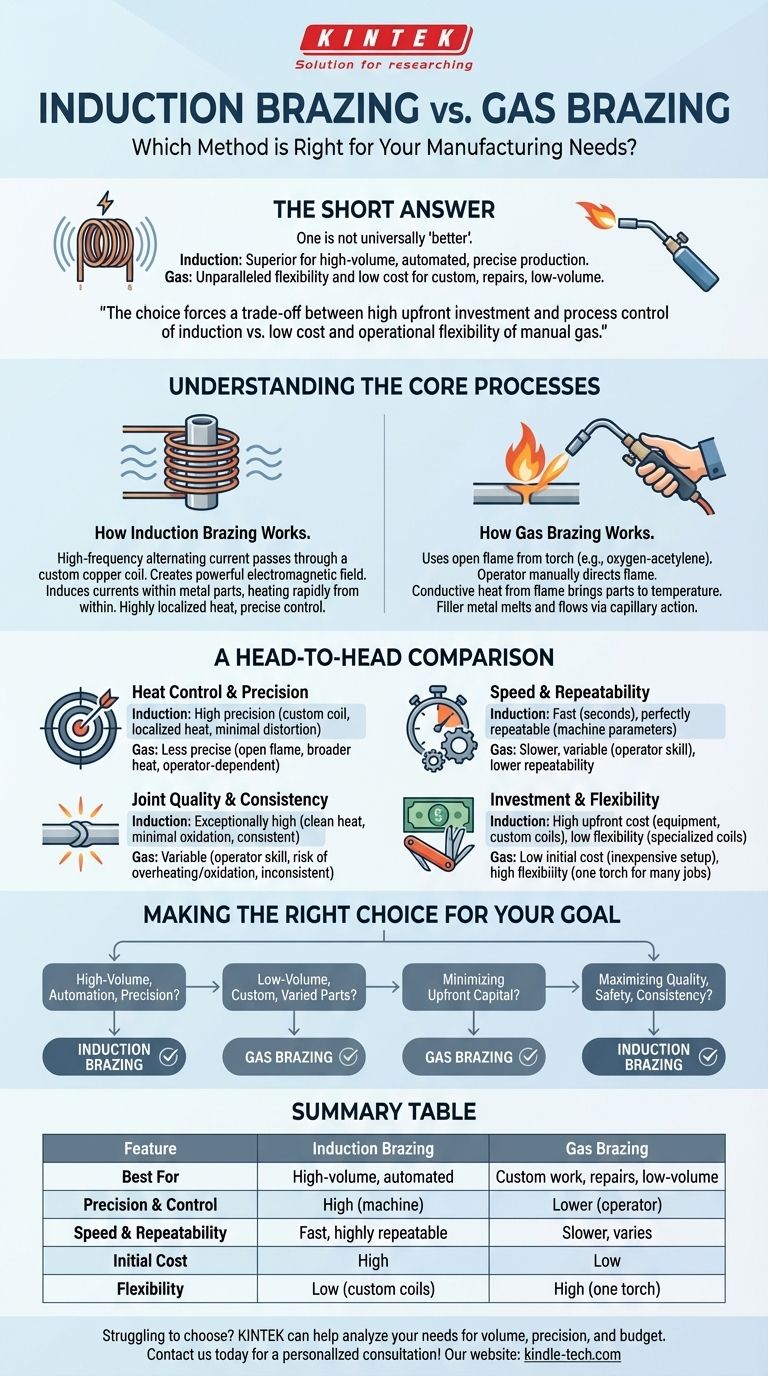
A resposta curta é: um não é universalmente "melhor" que o outro. A brasagem por indução é superior para produção automatizada de alto volume, onde a precisão e a repetibilidade são críticas. A brasagem a gás, por outro lado, oferece flexibilidade incomparável e custos iniciais mais baixos, tornando-a ideal para trabalhos personalizados, reparos e aplicações de baixo volume.
A escolha entre brasagem por indução e a gás é uma decisão fundamental de fabricação. Ela impõe uma troca entre o alto investimento inicial e o controle de processo da indução versus o baixo custo e a flexibilidade operacional dos métodos manuais de maçarico a gás.

Compreendendo os Processos Essenciais
Para comparar esses métodos, você precisa primeiro entender como cada um aplica calor. O mecanismo de entrega de calor é a principal fonte de todas as suas respectivas forças e fraquezas.
Como Funciona a Brasagem por Indução
A brasagem por indução usa uma corrente alternada de alta frequência passada através de uma bobina de cobre com formato preciso. Isso cria um poderoso campo eletromagnético ao redor da peça a ser brasada.
Este campo induz correntes elétricas dentro das peças metálicas, fazendo com que elas aqueçam rapidamente de dentro para fora. O calor é altamente localizado na área definida pela bobina, permitindo que o metal de adição flua para a junta sem superaquecer o material circundante.
Como Funciona a Brasagem a Gás
A brasagem a gás é um método mais tradicional que usa uma chama aberta de um maçarico, tipicamente alimentado por uma mistura de oxigênio-acetileno ou propano.
Um operador direciona manualmente esta chama para os materiais base ao redor da junta. A transferência de calor condutiva da chama eleva as peças à temperatura de brasagem, momento em que o metal de adição é introduzido e derrete, fluindo para a junta por ação capilar.
Uma Comparação Direta
Cada método se destaca em diferentes áreas. A escolha certa depende inteiramente das suas prioridades operacionais.
Controle de Calor e Precisão
O aquecimento por indução é incrivelmente preciso. A bobina projetada sob medida garante que apenas a área pretendida seja aquecida, protegendo componentes sensíveis ao calor próximos e minimizando a distorção da peça.
A brasagem a gás é muito menos precisa. A chama aberta aquece uma área muito mais ampla, o que pode ser uma desvantagem significativa ao trabalhar com montagens complexas ou peças delicadas. O controle depende inteiramente da habilidade do operador.
Velocidade e Repetibilidade
Para ambientes de produção, a indução é significativamente mais rápida, muitas vezes completando um ciclo de aquecimento em segundos. Como o processo é controlado por parâmetros da máquina (potência e tempo), é perfeitamente repetível, garantindo que cada junta seja idêntica.
A brasagem a gás é um processo manual mais lento. O tempo necessário para cada junta pode variar significativamente de um operador para outro, tornando difícil alcançar altos níveis de repetibilidade.
Qualidade e Consistência da Junta
O calor limpo e controlado da indução resulta em juntas de qualidade excepcionalmente alta. Produz oxidação mínima e permite uma ligação limpa e forte com menos metal de adição. Essa consistência reduz as taxas de sucata e retrabalho.
A qualidade de uma junta brasada a gás é um reflexo direto da habilidade do operador. Um técnico experiente pode produzir excelentes resultados, mas sempre há um risco maior de superaquecimento, oxidação excessiva e fluxo inconsistente do metal de adição.
Compreendendo as Trocas
A superioridade da indução em termos técnicos é compensada por fatores críticos de custo e flexibilidade.
Investimento Inicial
A principal barreira para a brasagem por indução é o alto custo inicial. A fonte de alimentação, a estação de trabalho e, o mais importante, as bobinas projetadas sob medida para cada geometria de junta específica representam um investimento de capital significativo.
O equipamento de brasagem a gás é extremamente barato. Um conjunto completo de maçarico pode ser adquirido por uma fração muito pequena do custo de um sistema de indução, tornando-o acessível a praticamente qualquer operação.
Flexibilidade Operacional
Os sistemas de indução são altamente especializados. Uma bobina projetada para uma peça não funcionará para outra, tornando-o ineficiente para produção de alto mix e baixo volume ou reparos únicos. A mudança de uma peça para outra requer a troca da bobina.
Um maçarico a gás é a definição de flexibilidade. Um único maçarico pode ser usado para brasar uma variedade quase infinita de formas e tamanhos de peças sem quaisquer alterações de configuração, tornando-o perfeito para oficinas de reparo e fabricação personalizada.
Fazendo a Escolha Certa para o Seu Objetivo
Selecione o processo que se alinha diretamente com seus objetivos e restrições de fabricação.
- Se o seu foco principal é produção de alto volume e automação: A brasagem por indução é a escolha clara por sua velocidade, repetibilidade e controle de qualidade superior.
- Se o seu foco principal é trabalho de baixo volume, reparos personalizados ou geometrias de peças variadas: A brasagem a gás oferece a flexibilidade necessária a uma fração do custo.
- Se o seu foco principal é minimizar o investimento de capital inicial: A brasagem a gás é a única opção viável devido ao seu custo de equipamento excepcionalmente baixo.
- Se o seu foco principal é maximizar a qualidade da junta, a segurança do processo e a consistência: A brasagem por indução oferece controle incomparável e um ambiente de trabalho mais limpo.
Em última análise, escolher o método de brasagem correto é selecionar a ferramenta correta para o trabalho específico em questão.
Tabela Resumo:
| Característica | Brasagem por Indução | Brasagem a Gás |
|---|---|---|
| Melhor Para | Produção automatizada de alto volume | Trabalhos personalizados, reparos, baixo volume |
| Precisão e Controle | Alta (controlada por máquina) | Menor (dependente do operador) |
| Velocidade e Repetibilidade | Rápida e altamente repetível | Mais lenta, varia por operador |
| Custo Inicial | Alto | Baixo |
| Flexibilidade | Baixa (requer bobinas personalizadas) | Alta (um maçarico para muitos trabalhos) |
Com dificuldades para escolher o método de brasagem certo para o seu laboratório ou linha de produção? A KINTEK é especializada em equipamentos e consumíveis de laboratório, atendendo às necessidades laboratoriais. Nossos especialistas podem ajudá-lo a analisar seus requisitos específicos de volume, precisão e orçamento para recomendar a solução ideal. Deixe-nos ajudá-lo a obter juntas mais fortes e consistentes e a melhorar sua eficiência de fabricação. Entre em contato com nossa equipe hoje para uma consulta personalizada!
Guia Visual
Produtos relacionados
- Pequena Máquina de Moldagem por Injeção para Uso em Laboratório
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Indução a Vácuo em Escala Laboratorial
- Forno de Prensagem a Quente por Indução a Vácuo 600T para Tratamento Térmico e Sinterização
- Máquina de Montagem a Frio a Vácuo para Preparação de Amostras
As pessoas também perguntam
- Quais são as vantagens e desvantagens da máquina de moldagem por injeção? Maximizando a Eficiência para a Produção em Massa
- Qual é a importância da máquina de moldagem por injeção? Desbloqueando a Fabricação de Precisão e Alto Volume
- Quais são as etapas do processo de moldagem? Um guia para moldagem de plástico, metal e cerâmica
- O que se pode fazer com uma máquina de moldagem por injeção? Produzir em massa peças plásticas de alta qualidade de forma eficiente
- Qual é a aplicação da máquina de moldagem por injeção? Potencializando a Produção em Massa de Peças Complexas











